汽轮机整锻转子平衡孔的加工
2020-09-10闫勤学
闫勤学
摘要:该文主要介绍了汽轮机整锻转子平衡孔的加工,通过对产品结构及现有工艺方法的分析、改进,设计了新的加工工装,在达到图纸要求的情况下,增强了加工工装的通用性,大大降低了工装成本。
关键词:汽轮机转子;平衡孔;加工工艺
1 项目背景
高温高压冲动式汽轮机的转子大都是采用半整锻转子或全整锻转子的结构形式,为了平衡每级叶轮两侧的压差,减少转子的轴向推力,在每级叶轮上都设计有7串?准50H11或9串?准30H11的平衡孔,由于公司产品又具有多样化的特点,需投制大量不同规格的工装。
2 工艺现状
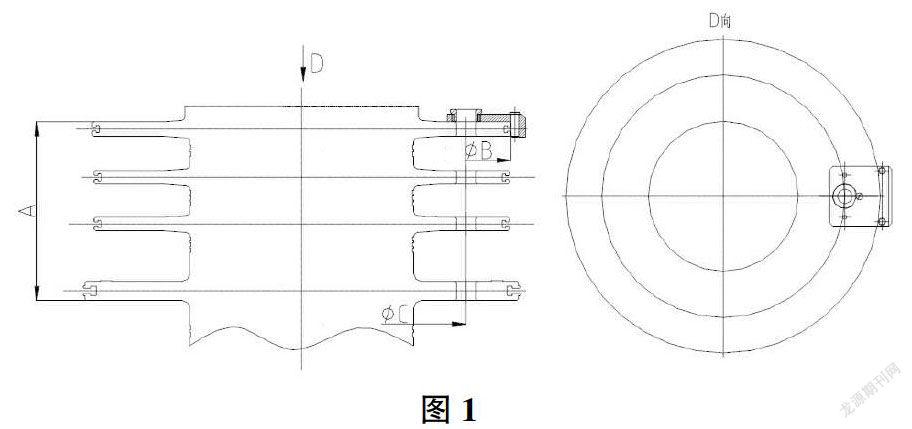
①目前我公司的的电站汽轮机主要以冲动式汽轮机为主,高温高压机组均采用半整锻转子或全整锻转子,在每级叶轮上都设计有一定量的平衡孔,且跨度(图1中的A)较大,有的甚至达3米以上,其加工方式主要是采用将汽轮机转子竖立起来,放置在地坑中,在每个叶轮上安装固定钻模板,然后采用摇臂钻逐级向下加工平衡孔的方式进行。钻模板结构及装夹方式见图1。
②因公司产品结构多样化的特点,即图1中的?准B、?准C值各不相同,造成钻模板的通用性不强,导致加工过程中需投制大量不同规格的钻模板,有的甚至仅能用于一根转子,造成了大量的资源浪费,大大提高了产品成本。
③随着市场竞争的日渐激烈,制造企业为了能够在市场中站稳脚跟,就必须提升自身的生产效率,通过工艺进步来引领企业降本增效,无疑是最有效的途径。
3 解决方案
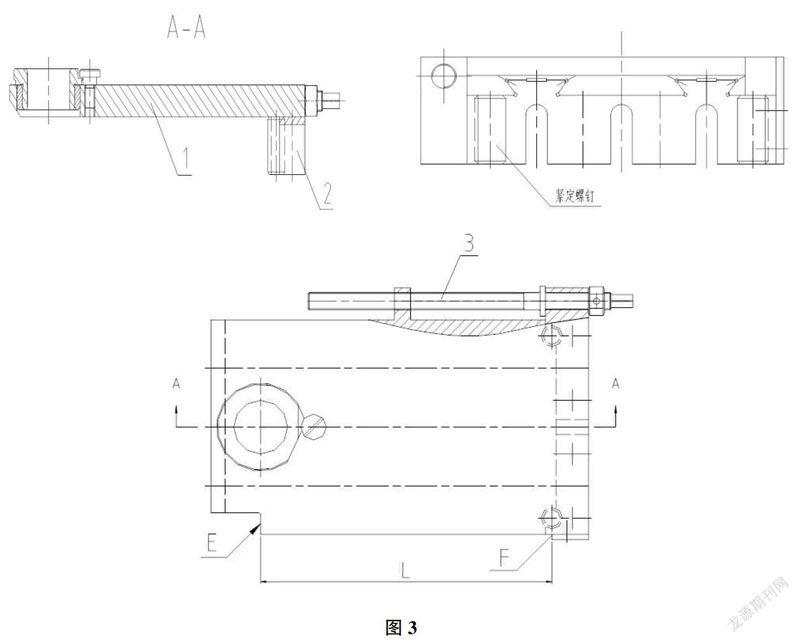
为了解决上述原有钻模板的局限性,提高工装的经济性,现对原有的钻模板进行改进,以增强工装的通用性,使其能满足不同产品下的定位需要。改进前的工装见图2。
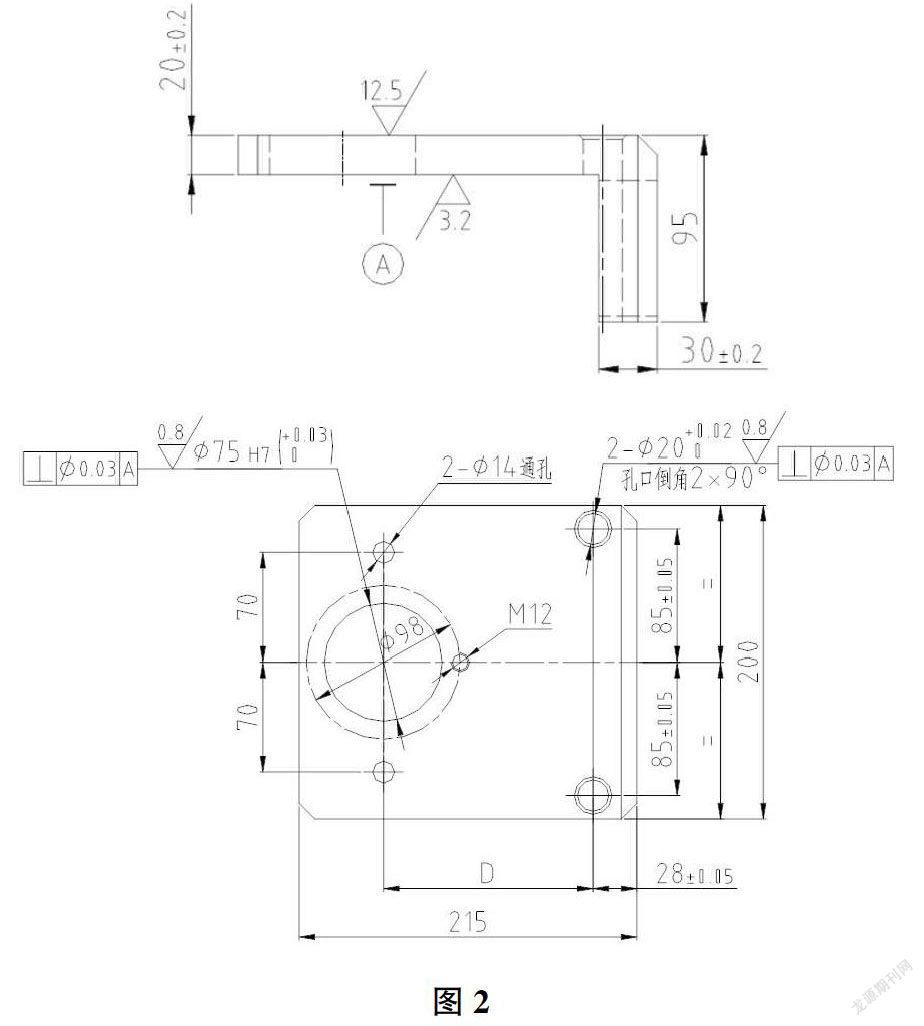
①现对原先的整体式钻模板进行拆分,将其分成3部分的组合结构,分别为钻模主板(序号1)、钻模副板组件(序号2)和调整螺杆(序号3)组件。具体见图3。
②为了解决因产品结构多样性造成的钻模板中的D值(图3中的L)不断变化的情况,在钻模主板和钻模副板的连接处,设计了燕尾槽的燕尾结构,通过钻模主板在钻模副板上燕尾凸台上的滑动,来调整D值,以使其能适应不同尺寸的要求。
③工装调整时,通过数显深度尺对图中E面和F面之间的距离进行精确测量,使主板与副板的相对位置符合图纸要求,工装还配有4个紧定螺钉,在调整到位后通过拧紧紧定螺钉将主板与副板的相对位置锁死。
④在满足②、③上述设计的条件下,在實际运用过程中发现,由于紧定螺钉的接触面积较小,无法完全克服加工过程中的摆动力,一段时间后会有松动的情况发生,影响加工精度。因此对工装进行了二次改进,增加了螺旋调整结构(件3),既可以精准调整主、副板的相对位置,又能通过螺旋结构实现主、副板之间的锁定要求,避免因加工时的摆动力过大影响加工精度。
⑤考虑到使用过程的方便性,根据产品结构的中心距范围(即图中L值)的不同,将工装分段设计,方便使用的同时也消除了由于伸出部分过长所导致前轻后重的影响,使使用过程更加安全、便捷。
4 取得的成果
①通过对改进后的钻模工装进行试用,并对加工结果进行检验,完全符合图纸要求。
②目前,此工装已广泛用于产品的加工中,预计每年能减少约80套的工装,节省约30万元。
5 结束语
通过对钻模工装的改进,并在实际加工过程中得以论证,确认了其可靠性和精确度均能满足产品的要求,进一步提高了公司的加工工艺水平,通过技术进步,有效降低了公司产品的加工成本,为企业的可持续发展做出来贡献。
参考文献:
[1]闻邦椿.机械设计手册[M].北京:机械工业出版社,2010.
[2]陈宏钧.简明机械加工工艺手册[M].北京:机械工业出版社,2007.
[3]刘华,黄俊杰,李蒙军.基于UD的汽轮机转子平衡孔钻模设计[J].现代制造技术与装备,2018(10).
