青海某金矿石选矿工艺试验研究
2020-09-10应永朋苏世杰陈攀孙晓华赵玉卿熊馨
应永朋 苏世杰 陈攀 孙晓华 赵玉卿 熊馨








摘要:针对青海某金矿石,在查明矿石类型、金嵌布状态等基础上,进行了原矿环保型浸金剂浸出、浮选—浮选尾矿环保型浸金剂浸出、尼尔森重选—重选尾矿环保型浸金剂浸出3种工艺流程对比试验,最终推荐采用尼尔森重选—重选尾矿环保型浸金剂浸出工艺。该选矿工艺金回收率可达到97.04 %,且操作简单,环保高效,工艺稳定可靠,可为矿山开发及生产提供基础依据。
关键词:金矿石;重选;浮选;环保型浸金剂;尼尔森
中图分类号:TD953文献标志码:A
文章编号:1001-1277(2020)08-0067-04doi:10.11792/hj20200812
随着金矿的大规模开采,易处理金矿资源越来越少,难处理金矿石已成为黄金产业的主要资源[1]。青海某金矿石由构造蚀变岩型金矿石和石英脉型金矿石组成,矿石中金主要为裸露与半裸露金,硫化矿物包裹金次之,载体矿物多为黄铁矿;脉石矿物主要为石英、绢云母和方解石等。金矿石常用选矿方法为重选法、氰化法、浮选法等,根据矿石性质的不同,也可采用联合工艺,如重选—浮选、重选—氰化等进行选别[2-4]。本次试验以该矿石为研究对象,进行了浮选、浸出、重选等3种不同流程对比,旨在确定矿石的可选(冶)性能和合理的选别工艺流程,从而获得较好的技术经济指标,为同类型金矿的开发利用提供参考。
1 矿石性质
1.1 化学成分及矿物组成
矿石主要由构造蚀变岩型金矿石和石英脉型金矿石组成,含矿岩石主要为绢云母千枚岩、石英(脉)岩。矿石中金品位为2.99 g/t(见表1),是主要回收有价元素,银品位为0.98 g/t,未达到金矿石伴生组分评价指标要求,故不考虑综合回收。矿石中金属矿物为黄铁矿、褐铁矿、磁黄铁矿、毒砂、闪锌矿、黄铜矿、钛铁矿、白铁矿,少量自然金;脉石矿物主要由石英、绢云母、碳酸盐矿物、透辉石等组成。该矿石属于贫硫化物混合岩型金矿石。
1.2 金矿物嵌布特征
金矿物嵌布状态分析结果见表2。
由表2可知:矿石中金以裸露与半裸露金为主,占65.02 %,其次以硫化矿物包裹金为主,占18.81 %,碳酸盐包裹金占4.62 %,褐铁矿、硅酸盐包裹金占11.55 %。由此可见,在解离度适宜的情况下,矿石中的金可采用浸出法和浮选法回收。
2 试验结果与讨论
2.1 原矿环保型浸金剂浸出
某环保型浸金剂适用于金银矿石、氰化尾渣、金精矿等各类含金物料的堆浸、池浸、炭浆工艺等,使用方便,与常规氰化法工艺完全一致,药剂配制简单,浸金效果优良,可单独使用,也可与氰化物同时使用。采用该环保型浸金剂对原矿进行了浸出试验,考察金的浸出指标。固定试验条件为矿浆浓度30 %、浸出温度20 ℃、洗涤水总用量300 mL、石灰用量5 000 g/t、浸出时间24 h,试验流程见图1。
2.1.1 磨矿细度
在环保型浸金剂用量2 000 g/t条件下,进行磨矿细度试验。试验结果见表3。
由表3可知:在磨矿细度-0.074 mm占 90 %时,使用环保型浸金剂浸出,金浸出率达96.21 %,浸出效果良好。综合考虑,选择磨矿细度-0.074 mm 占90 %。
2.1.2 环保型浸金剂用量
在磨矿细度-0.074 mm 占90 %条件下,考察环保型浸金剂用量对金浸出指标的影响。试验结果见表4。
由表4可知:环保型浸金剂用量越大,金浸出率越高;当其用量达到1 500 g/t时,金浸出率趋于稳定。综合考虑,环保型浸金剂用量选择1 500 g/t,此时金浸出率为97.94 %。
2.2 浮选—浮选尾矿环保型浸金剂浸出
2.2.1 浮选磨矿细度
磨礦细度是影响浮选效果的重要因素,因此首先进行了磨矿细度试验。试验流程见图2,试验结果见表5。
由表5可知:当磨矿细度-0.074 mm占84 %时,金回收率达到88.38 %;继续增加磨矿细度,粗精矿金品位、金回收率整体均呈降低趋势。因此,选择磨矿细度-0.074 mm占 84 %进行后续试验。
2.2.2 药剂制度
根据矿石性质,选择丁基黄药、戊基黄药进行捕收剂种类试验。结果表明:在相同用量条件下,使用丁基黄药获得的金回收率较高,因此捕收剂选择丁基黄药。在此基础上,进行了粗选调整剂酸化水玻璃、活化剂硫酸铜、捕收剂丁基黄药的用量正交试验,结果表明:不使用调整剂酸化水玻璃对金回收率和金精矿金品位有益;硫酸铜用量选择100 g/t、丁基黄药用量选择150 g/t时,可以得到较高的金回收率。因此,选择粗选药剂制度为硫酸铜用量100 g/t、丁基黄药用量150 g/t。
2.2.3 闭路试验
在开路试验基础上进行了闭路试验,采用中矿顺序返回流程。由于中矿返回带有部分药剂,因此对最终的药剂用量进行了适当调整。闭路试验流程见图3,试验结果见表6。
由表6可知:采用中矿顺序返回流程,获得的金精矿金品位220.00 g/t,金回收率91.97 %;尾矿含金0.24 g/t,金损失率8.03 %。为此,对浮选尾矿进行了环保型浸金剂浸出试验,进一步提高金回收率。
2.2.4 浮选尾矿环保型浸金剂浸出
固定试验条件为矿浆浓度30 %、浸出温度20 ℃、洗涤水总用量300 mL、石灰用量5 000 g/t、浸出时间24 h。试验流程见图4,试验结果见表7。
综合以上试验结果,原矿通过浮选—浮选尾矿环保型浸金剂浸出流程选别,浮选金精矿金品位220.00 g/t,浮选金回收率91.97 %;浮选尾矿进行环保型浸金剂浸出,对原矿金回收率为5.70 %;全流程金回收率达97.67 %。
2.3 尼尔森重选—重选尾矿环保型浸金剂浸出
2.3.1 尼尔森重选
对原矿(-1.5 mm)进行尼尔森重选试验。试验流程见图5,试验结果见表8。
2.3.2 重选尾矿环保型浸金剂浸出
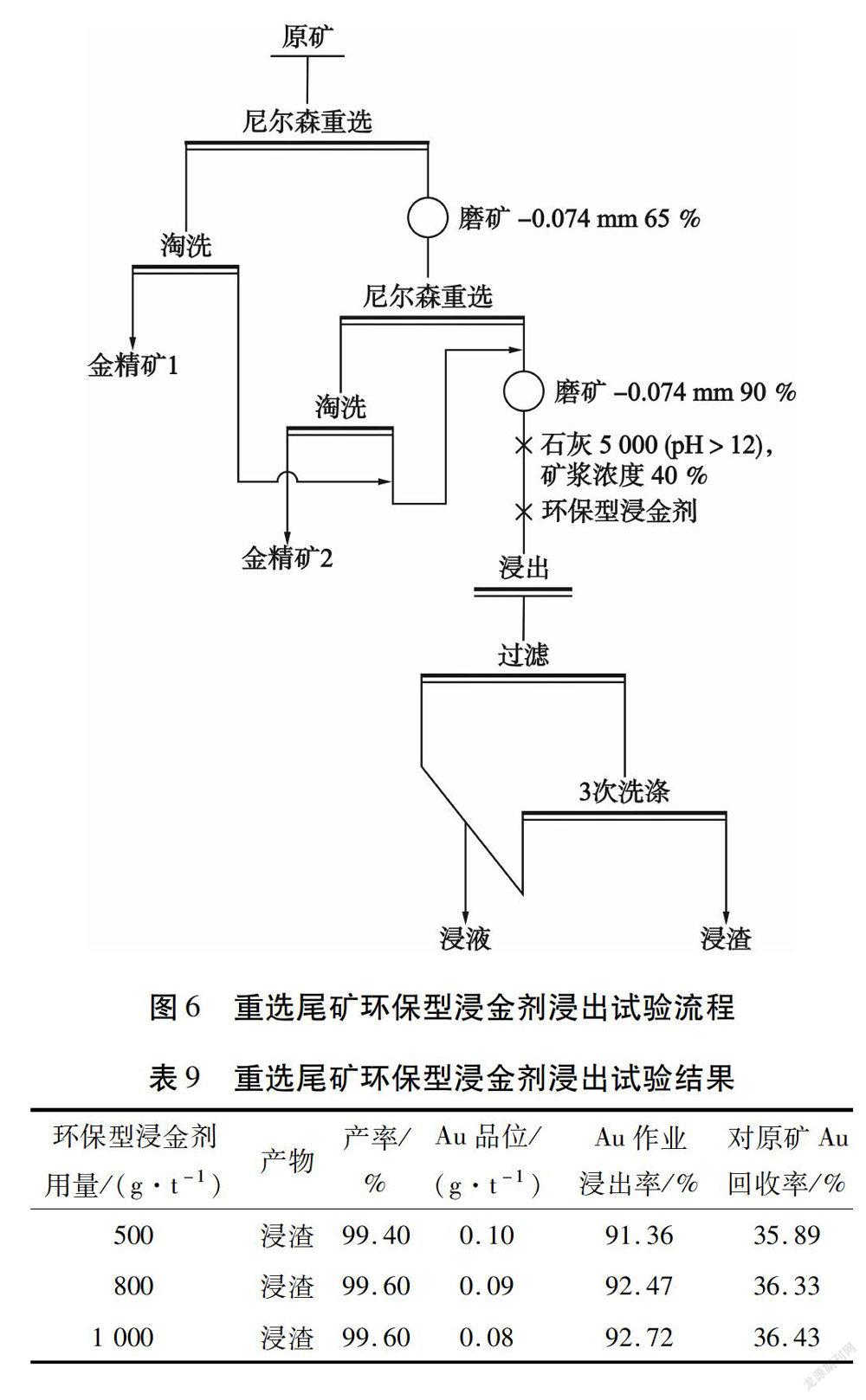
根据尼尔森重选结果:除金精矿外,其余产品合计金品位1.15 g/t,合计产率99.25 %,合计金回收率39.29 %。结合环保型浸金剂浸出试验条件,对这部分产品磨至-0.074 mm占90 %后进行浸出。试验流程见图6,试验结果见表9。
由表9可知:随着环保型浸金剂用量的增加,金浸出率逐渐增大;在环保型浸金剂用量达到800 g/t时,金浸出率趋于稳定。因此,选择环保型浸金剂用量为800 g/t,此时对原矿金回收率为36.33 %,与尼尔森重选金精矿产品合计金回收率为97.04 %。
2.4 选矿工藝推荐
根据尼尔森重选—重选尾矿环保型浸金剂浸出、原矿环保型浸金剂浸出、浮选—浮选尾矿环保型浸金剂浸出工艺流程试验结果,认为该矿石较为易选,重选、浸出、浮选均可得到较高的金回收率指标。综合考虑,推荐采用尼尔森重选—重选尾矿环保型浸金剂浸出工艺对该矿石进行选别。推荐的选矿工艺流程见图6,其中环保型浸金剂用量为800 g/t。
3 结 论
1)矿石工业类型属于构造蚀变岩型金矿石和石英脉型金矿石。矿石中可回收矿物主要为自然金,以裸露与半裸露金为主,占65.02 %,其次为硫化矿物包裹金,占18.81 %。
2)原矿环保型浸金剂浸出,在磨矿细度-0.074 mm占90 %,环保型浸金剂用量1 500 g/t的条件下,金浸出率为97.94 %。浮选—浮选尾矿环保型浸金剂浸出,浮选金精矿金品位220.00 g/t,浮选金回收率91.97 %;浮选尾矿采用环保型浸金剂浸出,对原矿金回收率为5.70 %;全流程金回收率为97.67 %。尼尔森重选可得到金品位222.00 g/t和金品位262.00 g/t的金精矿产品,金精矿合计金回收率为60.71 %;重选尾矿采用环保型浸金剂浸出,对原矿金回收率为36.33 %,与重选金精矿产品合计金回收率为97.04 %。
3)根据原矿环保型浸金剂浸出、浮选—浮选尾矿环保型浸金剂浸出、尼尔森重选—重选尾矿环保型浸金剂浸出3种工艺流程选别指标,推荐采用尼尔森重选—重选尾矿环保型浸金剂浸出工艺处理该矿石。
[参 考 文 献]
[1] 康建雄,周跃,吕中海,等.含砷金矿浮选研究现状与展望[J].四川有色金属,2008(3):2-5.
[2] 潘高产,周菁,朱一民,等.微细粒石英脉型金矿浮选试验研究[J].湖南有色金属,2011,27(1):1-4.
[3] 侯凯,谢贤,童雄,等.我国金矿床的工业类型及选矿研究方法[J].矿产综合利用,2014(4):9-15,24.
[4] 廖德华,王毓化.某低品位贫硫化物石英脉型金矿选矿试验研究[J].有色金属(选矿部分),2016(1):36-39.
