气浮-EGSB-生物接触氧化工艺处理中药制药废水
2020-09-09刘昕松万统军
刘昕松, 万统军
(枣庄市环境保护科学研究所有限公司, 山东 枣庄 277800)
某中药制药有限公司主要以天然三七为原料生产软胶囊、 硬胶囊、 颗粒剂等成品。 在生产过程中, 排放出大量高、 低浓度的有机废水, 这些废水若未经处理, 直接排放将会对下游接纳水体造成较大影响。 本案例对该类废水污染物进行有针对性地处理, 出水水质达到排放标准要求, 为同类型工业废水的处理提供参考。
1 设计规模及水质
根据企业提供的资料, 处理站进水来自于提取和制剂2 个车间, 合计排水量为200 m3/d。 废水经过处理后出水水质达到GB/T 31962—2015《污水排入城镇下水道水质标准》表Ⅰ中A 级标准后排放。具体设计进出水水质指标见表1。
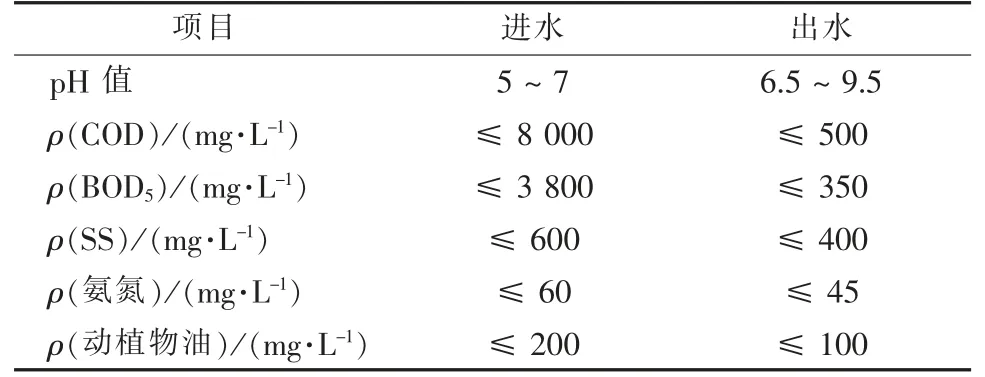
表1 设计进、 出水水质指标Tab. 1 Design influent and effluetn water quality
2 处理工艺流程
提取车间利用乙醇对三七总皂苷和板蓝根稠膏等原料进行提取, 废水非连续排放, 污染物浓度高, 主要成分为醇类、 糖类、 木质素纤维、 生物碱、 蛋白质、 色素及它们的水解产物等[1]。 制剂车间主要生产软胶囊、 颗粒剂、 硬胶囊等成品, 产生的废水属于混装制剂废水, 污染物浓度较低, 但水质波动较大, 主要是包装容器和工艺设备清洗时产生的清洗废水、 冲洗厂房地面的冲洗水等。 由于制剂过程中使用了油类, 因此废水中含有较高浓度的植物油。 根据对废水水质特点的详细分析, 综合比较后确定, 采用筛网-气浮工艺先对废水中的油类和SS 类物质进行预处理; 之后结合现场占地, 以及污染物可生化性好的特性, 采用EGSB-生物接触氧化工艺。 对废水中有机污染物进行降解, 确保出水达标排放。 具体的工艺流程见图1。
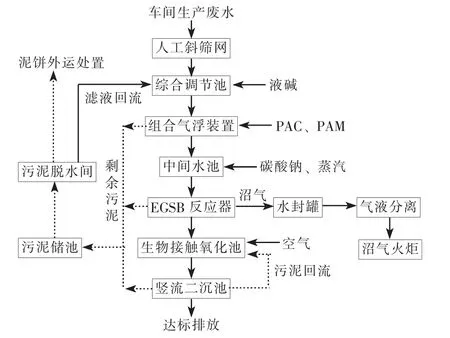
图1 工艺流程Fig. 1 Process flow
车间排放的生产废水首先经人工斜筛网截留去除废水中的悬浮态大颗粒物质, 之后在综合调节池进行均质、 均量, 再通过组合气浮装置进一步去除废水中部分溶解态的颗粒性物质以及油类物质。 经过预处理的废水先进入中间水池加热升温后, 泵提至EGSB 反应器, 在EGSB 反应器内利用产酸菌和产甲烷菌等厌氧微生物将废水中的有机污染物降解成沼气和H2O, EGSB 反应器内设置三相分离器,它由沉淀区、 集气室和气封组成, 用于把沼气、 污泥和液体进行分离[2], 产生的沼气经管道收集, 脱水、 脱硫后利用火炬点燃后排放[3]。 EGSB 反应器出水自流入生物接触氧化池, 池体内部设置组合填料, 在有氧条件下利用好氧微生物将废水中的有机物降解成CO2和H2O[4]。 出水在竖流沉淀池进行泥水分离, 上清液达标排放。
3 主要工艺单元设计参数
(1) 综合调节池。 设计尺寸为6.0 m×3.5 m×4.0 m(利用原厂区废水收集池), 设计停留时间为8.0 h。 池内新增空气穿孔搅拌装置, 设计液碱(40%)投加量为300 mg/L。
(2) 组合气浮装置。 采用一体化平流气浮装置, 设计尺寸为3.0 m×1.0 m×2.0 m, 置于钢制中间水池之上。 沉淀区表面负荷为4.0 m3/(m2·h),出水回流比为30%。 设计PAC 投加量为200 mg/L, PAM 投加量为2.0 mg/L。
(3) 中间水池。 采用钢制池体, 设计尺寸为4.0 m×2.0 m×3.0 m, 设计停留时间为1.5 h。 池内设置蒸汽加热装置用于维持EGSB 反应器温度在30 ~35 ℃, 设置碳酸钠投加装置用于控制反应器内碱度在适宜范围内。
(4) EGSB 反应器。 采用升流式厌氧反应器,利用分支状管道布水, 设计上升流速为5 m/h[5-6]。设计尺寸为φ 3.0 m×27.0 m, 1 座, 设计有效容积负荷为6.0 kg[COD]/(m3·d), 设计反应区停留时间为19.6 h, 反应区有效水深为23 m。 三相分离器为碳钢材质, 表面采用环氧防腐, 上下两组隔式重叠。 集气室的缝隙部分面积占该反应器总面积的20%[2], 沉淀区表面负荷小于0.4 m3/(m2·h), EGSB反应器设置内、 外强制循环泵。
(5) 生物接触氧化池。 设计尺寸为6.0 m×4.2 m × 4.5 m, 总停留时间为12 h, 池内设置组合填料, 污泥质量浓度为3 500 mg/L, 填料容积负荷为1.32 kg[BOD5]/(m3[填 料]·d), 污 泥 回 流 比 为100%, 气水比为15 ∶1。
(6) 竖流沉淀池。 设计尺寸为3.5 m×3.5 m×4.5 m, 污泥泥斗角度为60°, 沉淀区表面负荷为0.82 m3/(m2·h)。
4 运行情况分析
处理站自2016 年11 月中旬开始调试运行, 系统初期进水量在130 m3/d 左右。 经过45 d 调试运行, 在中间水池蒸汽加热系统/碱度投加系统不运行情况下, 处理站出水COD 指标不能持续稳定达标, 尤其是EGSB 反应器对COD 去除效果受系统碱度及温度影响较大。 调试期间实测出水水质见表2。
经取样分析发现, 车间来水可生化性较好, 在调节池和EGSB 反应器内极易水解, 当不及时补充碱度时, 易造成系统酸败而导致厌氧污泥流失, 进而影响厌氧系统产甲烷菌效率。 调试期间虽然当地白天气温较高, 但冬季昼夜温差较大, EGSB 反应器无法维持在30 ~35 ℃范围内。 针对上述问题,通过对厌氧系统碱度和温度进行控制, 持续补充蒸汽将厌氧温度控制在30 ℃左右, 在综合调节池投加液碱控制pH 值在9.0, 在中间水池投加碳酸钠进行缓冲, 保证EGSB 反应器pH 值在7.2 ~7.5 左右。 经过上述调整, 半个月后通过对系统观察发现, EGSB 反应器出水状况良好, 未出现跑泥现象, 出水较清澈, 重新对EGSB 反应器和生物接触氧化池出水水质进行检测, EGSB 反应器出水COD质量浓度可以稳定在1 000 mg/L 左右, 去除率稳定在85% 左右, 生物接触氧化池出水COD 质量浓度可稳定在350 mg/L, 完全达到排放要求。
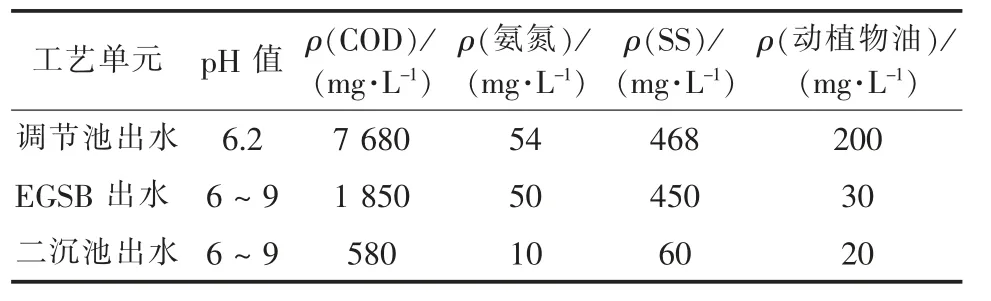
表2 调试期间实测出水水质Tab. 2 Actual measured effluent water quality during debugging period
5 运行费用分析
本项目稳定运行后, 经过核算直接运行费用为3.47 元/m3, 其 中 电 费1.38 元/m3, 药 剂 费(含 液碱、 碳酸钠、 PAC、 PAM)合计0.84 元/m3, 人工费1.25 元/m3, 其他蒸汽、 折旧、 大修等不计。
6 结语
采用综合调节-组合气浮-EGSB-生物接触氧化的组合工艺处理某中药制药废水, 出水可稳定达到GB/T 31962—2015 表Ⅰ中A 级标准。
该类中药制药废水可生化性较好, 由于本项目占地较为紧张, 采用EGSB 反应器可以节省占地,同时COD 去除率可稳定达到85% 甚至更高。 但EGSB 相比其他普通厌氧反应器, 上升流速更高,容积负荷更大, 对系统控制条件及人员操作水平要求更高, 在厌氧处理过程中须控制好进水pH 值,保证进水碱度在适宜范围内, 避免进水偏酸性或水解反应过快导致厌氧出现酸化, 进而出现EGSB 反应器跑泥现象, 影响厌氧出水效果。
中药制药车间生产排水规律性较差, 常以销定产, 排水经常会出现变化, 建议在条件许可的情况下, 前端收集调节池尽量按照停留时间24 h 设置,以满足各种不同工况下系统的连续稳定运行。