平朔煤在碎煤加压气化炉上的运行研究
2020-09-08樊志强
樊志强
(山西中煤平朔能源化工有限公司,山西 朔州 036006)
引 言
中煤平朔能源化工有限公司主体由氨生产和氨加工两部分构成,其中氨生产系统设计年产30万t合成氨,7.2万t液化天然气;氨加工部分由2套18万t/a硝酸装置、2套20万t/a硝酸铵装置组成[1]。该项目是山西省的重点建设工程,也是平朔集团落实转型发展战略目标的标志性工程。该项目于2012年9月15日正式开工建设,2016年9月29日打通全流程,产出合格硝铵产品。本文着重以平朔煤在气化装置运行过程中存在的一些问题及后续的技术改造情况进行总结。
1 碎煤加压气化炉的结构与原理
我国最初引进的碎煤加压气化炉主要用于制取合成氨的合成气,以云南解放军化肥厂和山西天脊煤化工集团公司(原山西化肥厂)为代表。由于该炉型气化温度低,合成气中含有大量的甲烷气,因此在近几年的煤制气项目中应用也较为广泛,其中以新疆庆华、大唐克旗等为代表。虽然上述各家终端产品并不相同,但气化炉的结构并无明显差异。
1.1 碎煤加压气化炉结构简介
碎煤加压气化炉是一个结构复杂的组合设备,由炉体与煤锁、灰锁等辅助设备组成。
1.1.1 炉体
炉体的主要功能是燃烧过程的反应器,使气化剂与原料煤接触均匀,从而生成粗煤气。气化炉为双层容器,内表层为水夹套,外表面为承压壁,其设计压力为3.6 MPa,内夹套与外表层压差设计为0.15 MPa。在正常操作下,用中压锅炉给水冷却气化炉壁,并在夹套内自然循环后回收气化反应热,产生的中压蒸汽经夹套蒸汽分离器分离液滴后作为气化剂的补充。平朔能源化工公司气化炉采用的是由赛鼎工程有限公司在原Mark-IV鲁奇炉基础上改进的炉型,运行方式为四开一备一检修。
1.1.2 辅助设备
气化炉的辅助设备由煤仓、煤锁、灰锁、布煤器、搅拌器、炉篦等组成。煤仓为常压设备,容积200 m3,其储量可满足气化炉在正常负荷下操作约3 h。煤锁与灰锁均为压力容器。通过法兰与气化炉连接,再由上下阀的开、闭配合,使煤锁、灰锁进行充压、卸压的循环操作,以实现将煤加入高压气化炉及将高压的灰排至灰锁的目的。布煤器为中空圆盘,通锅炉给水冷却,盘上开有两个斜度的长方形布料孔,随着布煤器的转动,上部冷圈内的原料煤均匀布于床层,冷圈为夹套结构,夹套内通入锅炉给水冷却,仓壁设有刮刀,清除有可能积聚在壳体表面的焦油、煤尘。搅拌器为四桨式设计,桨叶为中空三角形,内部通锅炉给水冷却,外部堆焊硬质合金,以提高耐磨性增加其使用寿命。通过搅拌桨叶的转动,床层始终处于松散的状态,使气化炉内上部受热软化的煤与下部已干馏的半焦充分混合。同时,将因黏结形成的较大的块状物割碎,以达到床层颗粒均匀分布的目的,保证床层正常的孔隙率。布煤器和搅拌器为同轴,通过传动装置由炉外的变频电机带动。炉篦呈宝塔式布置,其主要作用是在气化炉的横截面上均匀分布由氧气和水蒸气组成的气化剂,同时还能起到支撑床料、排灰、破碎大块灰渣的作用。炉篦的出灰能力取决于装在其下面的刮刀数和炉篦转速,炉篦运行方式为连续运行,仅在灰锁循环开始时才短暂停止。气化炉的关键设备见第48页图1。

图1 气化炉炉体、煤锁、灰锁结构简图
平朔能源化工公司碎煤加压气化炉净重126 t,设计运行压力3.0 MPa,其外形尺寸Φ4 000 mm×13 000 mm,内径3 800 mm,容积103.8 m3,夹套容积13.3 m3。煤锁外形尺寸Φ3 000 mm×3 800 mm,容积12.7 m3;灰锁外形尺寸Φ2 800 mm×4 720 mm,容积13.2 m3,因煤锁相对较大,且原料煤固定碳含量较高,煤锁阀门动作频率相对较低;而灰锁上、下阀由于工况环境恶劣,其中的粗灰、残渣等会对密封面造成损伤,故更换频率较高。
1.2 碎煤加压气化炉工艺原理
原料煤由皮带送入煤仓,经煤溜槽靠重力入煤锁。煤锁间断地将原料煤加入气化炉内。在气化炉中,原料煤与上升的混合气逆流接触,依次通过干燥预热层、干馏层、气化层、燃烧层、灰渣层。反应后灰渣通过旋转炉篦排入灰锁,灰锁间断的将灰渣排入竖灰管经水力排渣系统排入灰渣沉淀池。气化炉夹套中加入中压锅炉给水,产生的蒸汽经夹套蒸汽分离器并入气化剂管线。离开气化炉的粗煤气温度约为600 ℃,以CO、H2、CH4、和CO2为主要组分。在洗涤冷却器中,煤气被来自煤气水分离装置的煤气水和循环洗涤煤气水进行冷激和饱和。废热锅炉回收粗煤气中的大量显热和潜热生产低压蒸汽,经气液分离器将夹带的液滴分离后的粗煤气被送往变换冷却装置。
在废热锅炉下部收集因煤气温度降低而产生的冷凝液,经洗涤冷却循环水泵送至洗涤冷却器循环使用,多余的煤气水送往煤气水分离装置。在开、停车和异常操作期间,来自气化装置的煤气进入开工火炬系统。火炬放空量有限,仅能满足气化炉开停车期间的低负荷放空气或单台气化炉事故状态下的放空需要。碎煤加压气化装置工艺流程见第49页图2。
2 碎煤加压气化炉在平朔能化公司的运行与技术改造情况
2.1 运行情况简介
平朔能源化工公司自2016年9月29日打通全流程以来,目前已运行3年有余。因设计缺陷、操作不当以及设备隐患等问题使气化炉在投产初期未达设计产能。后经过一系列的技改和操作人员素质的不断提升,使得气化炉的连续运转率不断得到提高。截止到2019年底,气化炉的单炉运行率已接近或超过设计值,近两年的运行情况见第49页表1。
由气化炉运行统计表可以看出,气化炉的平均在线率由2018年的72%/台(理论平均在线率为83.3%/台)提高到2019年的86%一台后,气化炉平均运行时间有显著提高;总停车次数也由85次/a下降到58次/a。尤其随着操作人员业务水平的不断提高以及工艺人员素质的提升,人为误操作导致的停车事故得到有效遏制,使得气化炉运行时间越来越长。近两年气化炉停车具体原因统计情况见第49页表2。
从表2统计数据得到第49页图3,可清晰明了地发现,造成气化炉停车的主要因素仍为设备、外界因素,如灰锁阀门无法关闭、外电网晃电、DCS死机等。且气化炉计划开、停车次数也较多,这也就要求在今后的工作安排中要更有前瞻性,做好沟通、衔接工作。
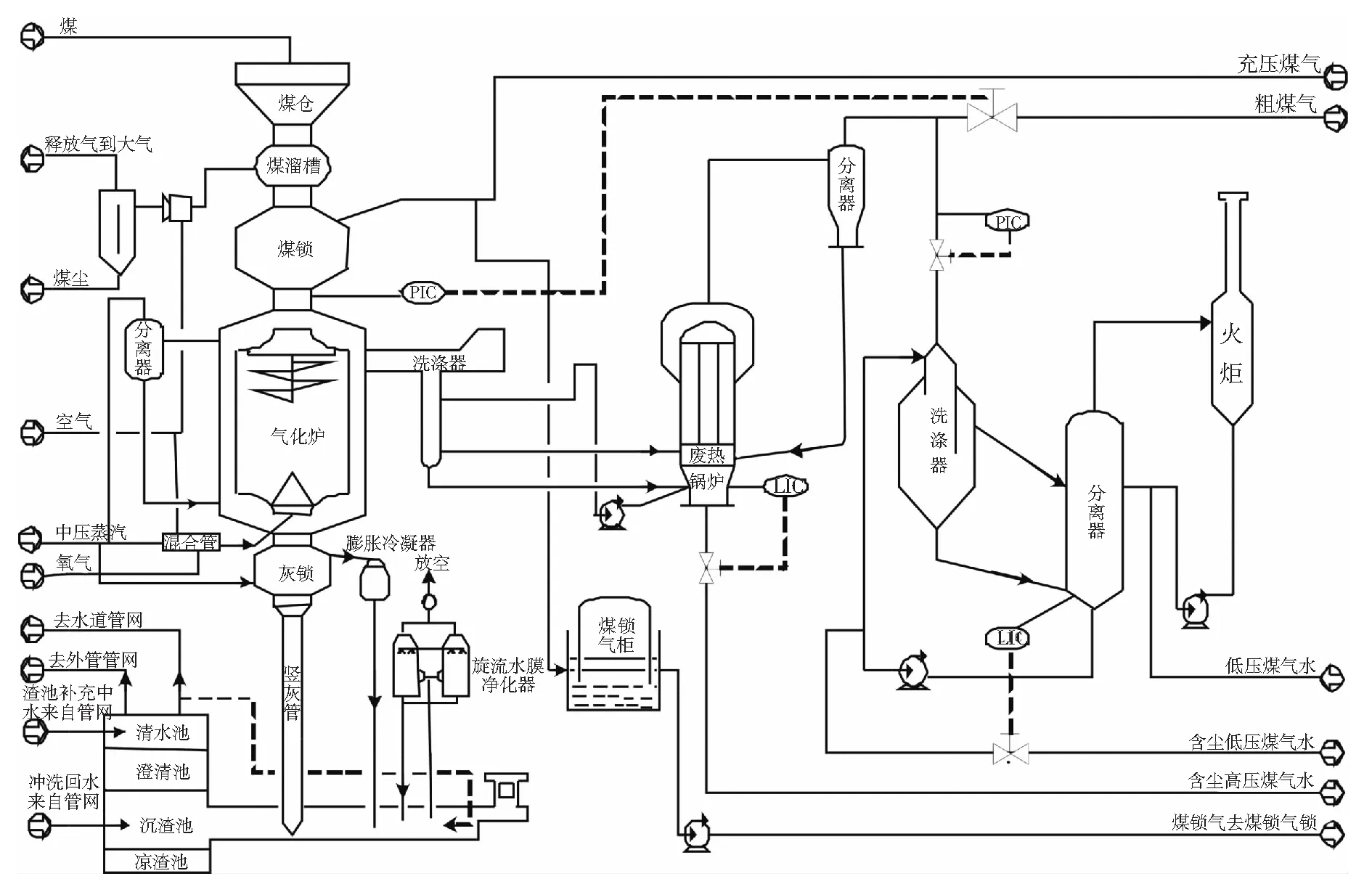
图2 碎煤加压气化装置工艺流程图

表1 平朔能源化工公司碎煤加压气化炉近年运行情况统计表
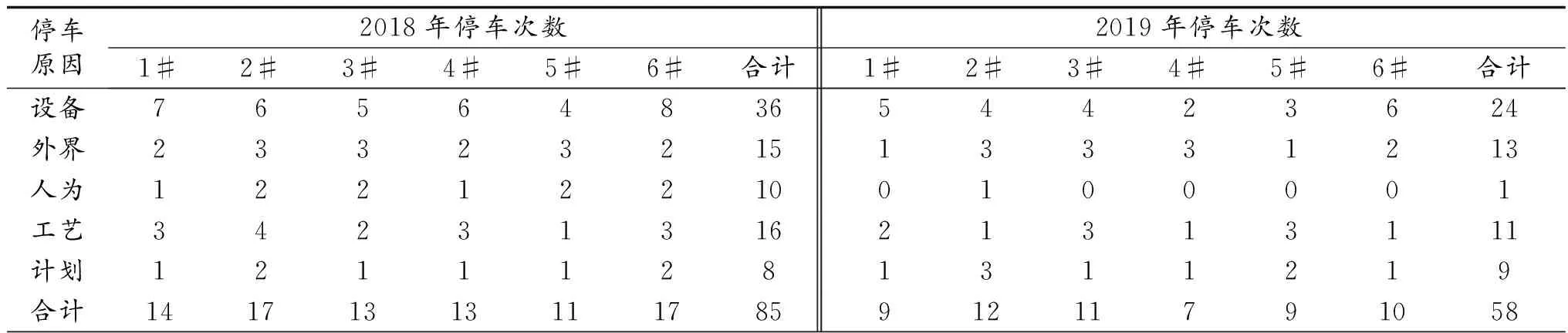
表2 平朔能源化工公司气化炉近年停车原因统计表

图3 气化炉今年停车原因统计表
2.2 入炉煤煤质数据
平朔煤的特征为:灰分高,普遍在25%以上;硫含量高,达1.5%~2.5%,最高时超过3%;灰熔点高,变形温度一般均大于1500 ℃,故平朔煤也称“三高”煤。入炉煤质数据见第50页表3。该煤种之前一直作为动力煤使用,尚无在化工行业作为原料煤使用的先例。平朔能化公司在满足安全、稳定、长周期的前提下,积极探究平朔煤在碎煤加压气化炉中的合理使用。结果表明,平朔煤具有很好的气化性,可以作为化工行业的气化原料煤使用。

表3 入炉煤的煤质数据
2.3 粗煤气成分
碎煤加压气化炉因其工艺设计的特点,有效气(CO+H2)含量一般在60%左右,且蒸汽分解率低,产生的煤气水量较多。平朔煤在碎煤加压气化炉中使用的三年以来 ,随着操作条件的不断优化和负荷的不断提高,截至2019年底,在3.0 MPa操作压力下其所产粗煤气中的有效气成分(CO+H2)可达66%左右,CH4体积分数稳定在7.7%左右,这对于配套低温甲醇洗以及液氮洗工艺的合成氨装置来说是一个相对较好的气体组分。平朔能化公司近年气化装置所产粗煤气的典型气体成分见表4。

表4 粗煤气成分分析表
3 气化炉稳定运行的制约因素及解决措施
生产装置“安、稳、长、满、优”运行是生产经营的核心,也是实现利润最大化的最有效手段,所以为了实现气化炉的长周期、高负荷的稳定运行,平朔能化公司从管控来煤质量、降低进炉煤粉率、搅拌器改造、气化渣沟改造、含尘重环烃分离改造以及规范操和检修等方面进行了全面的技术攻关。
3.1 煤质稳定性对气化炉的影响及解决措施
气化炉所用原料煤若粒度过大,则加热反应过程长;若粒度过小,则粉煤率高,会导致生成的粗煤气中粉状物增多,容易增大气化炉的废热锅炉等设备的管道磨损,同时还易出现堵塞现象,维修成本大,检修率高,并且会对煤气水分离装置分离重环烃、多元烃等副产品产生不良影响,甚至根本得不到上述的油类产品,只能被迫停车处理淤积在分离器底部的含油煤尘。同时,由于粗煤气中粉状物的增多,会增加变换装置的阻力降,使得粗煤气的水分不能得到有效分离,这就会对低温甲醇洗装置的运行造成极大困扰,存在冻堵的风险,严重制约整个系统的长周期、满负荷运行。
针对煤质对气化炉正常操作带来的影响采取了以下措施:
1) 严把煤质关,保障煤质稳定。由于先期气化块煤来源紧张,经常是多个露天矿的块煤掺杂在一起,煤质指标波动较大。而操作人员需经过一定时间的摸索才能掌握一种煤的特性。若煤源不稳定,短时间内操作人员无法将气化炉工况调整至最佳,很可能造成气化炉指标不稳,甚至出现停车。针对来煤质量对气化炉操作的重要影响,指派专人负责气化煤的进料事宜,并制定了严格的来煤制度,不符合要求的原料煤严禁入厂、入炉。
2) 严格控制入炉原料煤粒度。气化炉原设计指标要求入炉煤使用5 mm~50 mm的块煤,实际生产过程经过多次转运,入炉煤含粉率仍然超过了设计值,无法保障气化炉的正常运行要求,并对煤气水分离装置的油水分离工艺环节带来不良影响。通过将入炉之前块煤要经过的驰张筛目数适当放大,使入炉气化块煤粒径下限由原先的5 mm提升至10 mm,通过如此技改,使得入炉的粉煤减少,气化炉的稳定运行得到极大改观,而且煤气水分离工段原先一直无法正常分离出的多元烃也可以实现正常分离,并趋于运行正常。
3.2 搅拌器改造
因平朔煤具有弱黏结性,设计之初在气化炉内部配有破黏装置——搅拌器。由于其处于炉内高温区域,在运行中与煤块、煤气接触,工况恶劣,虽在其表面堆焊有一层硬质合金,但也常出现裂纹造成搅拌器内冷却水漏入炉内,造成炉内局部熄火,进而产生非计划性停车。
气化炉原设计煤源由平朔井东煤业和三号井提供,但在实际运行中,由于上述两个井工矿所产原煤量无法满足能化公司生产需求,大部分煤量由安家岭和安太堡的风选煤厂提供,这就使得原设计中的关键指标——黏结指数GR.I,由设计值13降至10左右。由于黏结指数下降较多,故考虑先将其中一台气化炉的4片搅拌桨叶减至2片进行验证,经过现场运行检验,可以满足气化炉的破黏需求,同时由于桨叶数量的减少,搅拌器泄露的概率减少了一半,为气化炉长周期稳定运行创造有利条件。在一台气化炉改造试验取得成功后,推广到余下的气化炉,使得曾经制约气化炉连续运行的搅拌器泄漏问题得到明显改善,为全生产线满负荷运行奠定坚实基础。
随着对煤质的认识逐步加深,将搅拌器低转速运行或短暂停运,气化炉运行周期有了较大的提高。但是从操作经验来看,搅拌器的转动对稳定气化工况仍有着不可替代的作用。
3.3 气化渣沟改造
气化装置的灰渣通过灰锁排至气化渣沟内,再通过水力输送至气化渣池,由捞渣机捞至晾渣台控水,控出的水返回至渣池,灰渣由汽车运输出厂区。原先设计的渣沟底部为耐磨铸石板,但是由于平朔煤灰分高、排渣量大,且冲渣水的压力大,其不断侵蚀渣沟底部镶嵌的铸石板接缝,导致铸石板大面积脱落,进而造成整条渣沟基础损坏,甚至对厂房基础造成破坏,还增加了渣沟的阻力,使得气化渣沟检修频繁。为此,依据渣沟底部的形状,重新设计渣沟底板材质,改为锰钢铸铁整体组装槽板,该种材料具有抗冲刷、耐磨的特点。其连接方式采用堆叠压扣式,使每两块板之间接缝紧密,确保能承受冲水的冲击。同时,在与冲渣水流动的垂直方向上,每隔一定距离焊接一块锰钢条,旨在尽量减少灰渣对底部锰钢板的磨损。改造完成运行6个月后,检查发现各锰钢板连接紧密、状态良好,气化渣沟检修频繁的顽疾得到根本性解决。
3.4 含尘重环烃分离改造
平朔能化公司的碎煤加压气化炉因其采用固态排渣方式,炉内气化核心温度相对较低,使得粗煤气中含有大量未分解的烃类有机物,而该部分烃类有机物在经过煤气水洗涤、冷却后在煤气水分离工段逐步分离出来。其中的部分产物为含尘重环烃,该产物在平朔能化公司建厂初期并未列入国家危废名单。近年随着环保压力的日益严峻,国家环保部在2016年8月1日起将含尘重环烃列入《国家危险废弃物名录》,危废代码为HW11-450-001-11、HW11-450-003-11,原则上不得进行危废转移。若不能对其进行有效处理,将成为制约平朔能化公司生产装置正常稳定运行和可持续性发展的限制性瓶颈[2]。
因此,平朔能化公司与山西立信公司共同开发出高效、环保的含尘重环烃处理新技术,主要通过采用离心机将含尘重环烃进行固液分离,分离出的固体油渣通过加热裂解蒸馏设备实现油、渣完全分离。油品直接外售,干渣发热量在25 115 kJ/kg以上,可送至锅炉做燃料使用。该技术采用密闭生产工艺,不会造成二次污染,既解决了制约生产的难题和环保问题,也增加了企业的效益,初步估算此项技改可每年创收300.58万元。
3.5 规范化操作及检修
1) 为了尽量避免人为主观错误,气化车间编制了气化炉开、停车标准化作业表,做到步步操作有确认。尤其是在涉及到可能导致气化炉联锁停车的操作时,如进行加减氧气负荷等关键操作时,必须双人确认后方可进行,最大限度保障气化炉安全、稳定、长周期运行。并且气化车间每年对运行中出现的异常问题不断总结,尤其是对人为误操作、外网晃电、空分跳车等紧急情况下的非计划性停车组织班组进行学习,不断提高操作人员的应急操作能力和综合素质,收到良好成效,2019年人为误操作导致的停车次数大幅下降。
2) 检修质量的高低直接影响气化炉能否长期稳定的运行,公司为此组建了气化炉特护小组,由电气、仪表、机修等各专业人员组成,每周召开一次气化炉特护会,总结气化炉近期运行中出现的现象和问题。在气化炉停车检修前制订检修计划,制订标准化检修作业流程,并在检修过程中安排专人对具体执行的技术和质量细节把关要点,气化炉每次检修过程中和完成后,相关专业人员持表逐一检查,严格控制检修过程及避免漏项[3]。
4 结论
平朔煤在3.0 MPa碎煤加压气化炉中使用至今,通过工艺上的不断优化及操作人员素质的不断提升,已经摸索出该炉型相对合理的工艺指标操作范围,单炉氧负荷可稳定在6 000 m3/h;同时,通过对制约气化炉长周期运行的设备进行优化改造,降低了设备的检修频率,目前单炉运行周期最长可达114 d,为计划检修提供了依据和支持,也有效保证了整个生产系统的稳定。从实际运行情况看,3.0 MPa碎煤加压气化炉能很好地使用灰熔点高(>1 500 ℃)、灰含量高(26%~37%)、硫含量高(>2.5%)的平朔煤,单炉日投煤量最高可达550 t左右,粗煤气中有效气含量可达66%、甲烷含量稳定在(7.5±0.5)%,这对于合成氨流程而言,是一个相对理想的气体组分。
平朔煤硫含量高,硫回收装置运行良好,硫磺产量最高可达30 t/d;平朔煤挥发分高,煤气水中油、酚含量较多,运行3年来,煤气水装置产出了多元烃,低甲装置分离出了轻烃,酚氨回收装置萃取出了酚,极大地减轻了后续污水系统的生化处理难度,为工业污水的达标排放和再利用创造了有利条件。
平朔能源化工公司劣质煤综合利用示范项目自流程打通之日起已累计运行3年有余,目前全系统运行状况良好,已实现满负荷运行,最高运行负荷达设计值的110%。这也成功地表明了平朔煤作为化工原料煤使用是完全可行的,该项目为低附加值的平朔高硫煤找到了合理的转化路线,同时也为平朔集团的转型跨越迈出了重要的一步。
