电子束选区熔化成形Nb521合金微观组织与性能分析
2020-09-08李会霞朱纪磊车倩颖赵小欢
李会霞,朱纪磊,车倩颖,赵 培,赵小欢,弋 阳,刘 彬
(1.西安赛隆金属材料有限责任公司, 陕西 西安 710018)(2.中南大学 粉末冶金国家重点实验室,湖南 长沙 410083)
Nb521合金是一种新型铌钨合金,名义成分为Nb-5W-2Mo-1Zr,具有熔点高(2 630 ℃)、密度适中(8.9 g/cm3)、高温强度高(1 600 ℃,Rm≥100 MPa)、加工及焊接性能优良等优点[1,2],有望取代C103(Nb-10Hf-1Ti)合金成为航空航天、核工业等行业中广泛应用的新一代高温结构材料[3]。合金中添加Mo、W元素进行固溶强化,提高合金的高温和室温强度,添加活性元素Zr改善合金抗氧化性和耐蚀性。Zr还可与间隙元素碳、氧生成碳化物、氧化物,起到净化晶界或沉淀强化的作用[4]。
电子束选区熔化成形技术(selective electron beam melting,简称SEBM)作为一项新型金属增材制造技术,具有能量利用率高、成形效率高、成形应力低、真空洁净等优点,解决了兼顾复杂形状和高性能金属构件快速制造的技术难题,在“高”、“精”、“尖”稀有难熔金属复杂精密构件的快速研制、结构功能一体化等方面均表现出独特的优势[5-7]。目前电子束选区熔化成形技术已经被广泛用于钛及钛合金[8,9]、不锈钢[10]、钨[11]、钽[12]、TiAl金属间化合物[13,14]等脆性、难熔、高活性金属材料的制备,但是在成形铌及铌合金方面,相关报道仍较少。Terrazas等人[15]采用电子束选区熔化成形的方法制备出力学性能良好的纯铌金属样块,样块致密度达到99.7%,此外作者还证明了SEBM制备超导射频腔零件的可行性。本研究探索了Nb521合金的SEBM成形工艺,对其致密化过程进行了表征,并对所制备的Nb521合金样品的显微组织及显微硬度分布特点进行了详细分析,初步掌握了利用电子束增材制造技术制备的铌钨合金的性能,为拓宽Nb521合金在复杂精密零件方面的应用开辟新的途径。
1 实 验
1.1 实验材料
实验材料为西安赛隆金属材料有限责任公司(以下简称赛隆公司)生产的Nb521粉末,其形貌如图1所示。该粉末表面光洁,卫星粉少,球形度>90%,粒径在53~150 μm之间的粉末占比>90%,流动性为12.1 s/50 g,松装密度为5.2 g/cm3,振实密度为5.75 g/cm3。表1为Nb521粉末的化学成分,粉末中杂质元素C、N、O、H含量较低,O含量为0.022%。
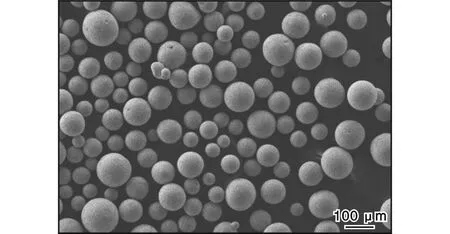
图1 等离子旋转电极雾化法制备的Nb521粉末形貌

表1 Nb521粉末化学成分(w/%)
1.2 实验过程
采用赛隆公司自主研发的S2型粉末床电子束3D打印设备进行样品成形。该设备主要由电器控制柜、电子枪和电源、真空成形室、送铺粉机构、真空系统等组成,最大成形尺寸200 mm×200 mm,最大熔化电流50 mA,最大跳转速度8 000 m/s,加速电压60 kV,电子束束斑直径≤200 μm,零件成形精度±0.3 mm。设备打印原理如图2所示。
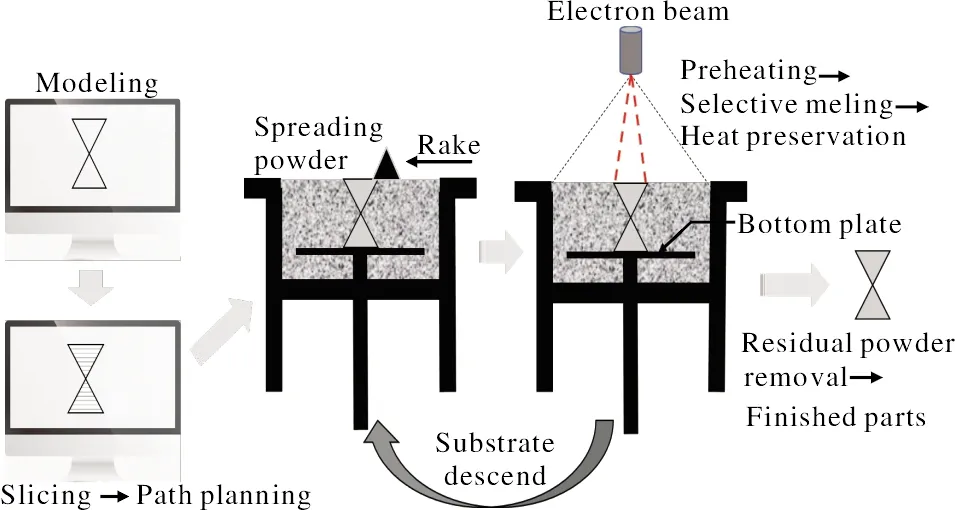
图2 电子束选区熔化成形原理示意图
电子束选区熔化成形过程:①采用建模软件绘制打印样块模型,样块尺寸为12 mm×12 mm×10 mm,拉伸样尺寸为12 mm×70 mm×12 mm;②利用赛隆公司自主研发的SL EBM BuildPrepare软件进行切片及路径规划,层厚设置为0.05 mm,熔化间距设置为0.1 mm,得到二维截面数据及路径规划数据;③将模拟数据导入打印机中,设置工艺参数;④采用电子束扫描预热底板(700~900 ℃);⑤成形过程中为维持底板工作温度,保证打印过程粉床稳定性,对铺展的粉末进行预热;⑥打印一层,底板下降一层的高度,取粉器进行铺粉,电子束再进行预热、选区熔化,直至整个零件打印完毕。为降低打印件性能的方向性差异以及减小成形过程中温度场分布的不均匀性,相邻两个层面扫描路径旋转90°。打印过程中,底板温度前期稍有上升,最终趋于稳定,底板预热及打印过程中的温度变化曲线如图3所示。
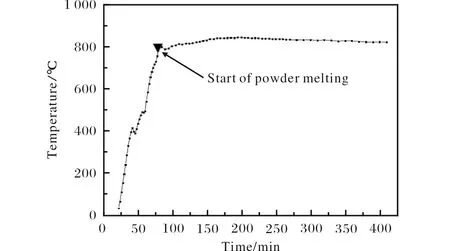
图3 电子束选区熔化成形过程中底板温度变化曲线
1.3 性能表征
成形Nb521合金样品经研磨、抛光后,用HCl+HNO3+HF混合酸液(体积比2∶2∶1)腐蚀,采用金相显微镜观察试样横向和纵向显微组织。采用化学分析法测定成形样品的化学成分。采用排水法测量样品的密度。通过X射线衍射仪分析样品的物相结构。采用Instron-5982万能试验机测定成形样品的室温拉伸性能。去除成形样品外表疏松层(约0.7 mm),表面经打磨、抛光处理后,采用显微硬度仪测量样品沿堆积高度方向和堆积层面的显微硬度,测试点间距为1 mm,载荷1.96 N,加载时间15 s。图4为显微硬度测量点示意图。
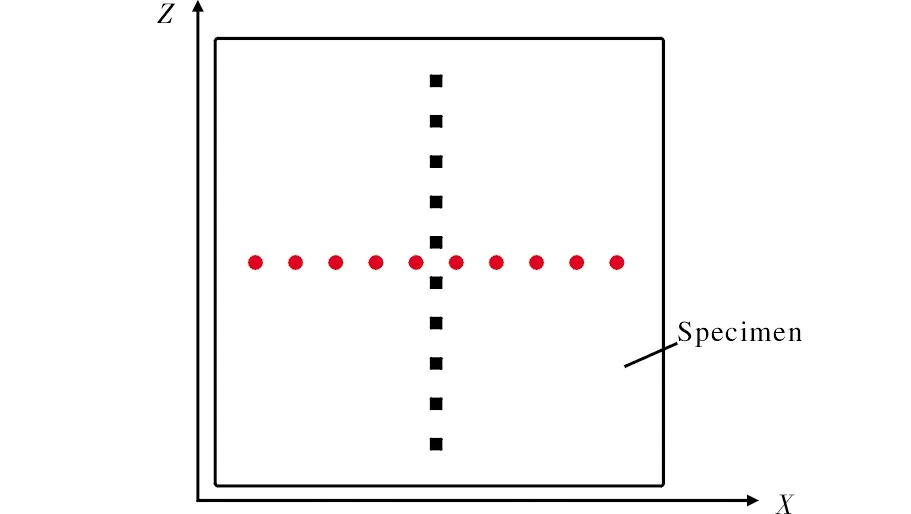
图4 显微硬度测试点示意图
2 结果与讨论
2.1 熔化工艺对致密化的影响
以线能量密度衡量粉末接收的电子束能量,计算式如式(1)所示。
E=IU/(vht)
(1)
式中:I为熔化电流;U为加速电压,60 kV;v为熔化速度;h为熔化间距;t为铺粉层厚。本研究中保持层厚及熔化间距不变,Nb521合金成形质量主要由熔化电流与熔化速度两个参数决定。图5为不同电子束能量密度下Nb521合金样品的宏观照片及内部缺陷形貌。从图5可以看出,随着电子束能量密度的增加,打印样品熔化质量从欠熔到良好,再到过熔状态。欠熔状态样品内部因熔池深度有限,层间结合不良,导致有较多沿层面分布的缝状缺陷;过熔状态下,能量输入过高,容易出现局部过热,熔池稳定性欠佳,易产生缩孔等缺陷。熔池能量密度为340 J/mm3时,具有最佳的熔合质量,视野范围内未见裂纹、熔合不良等缺陷。
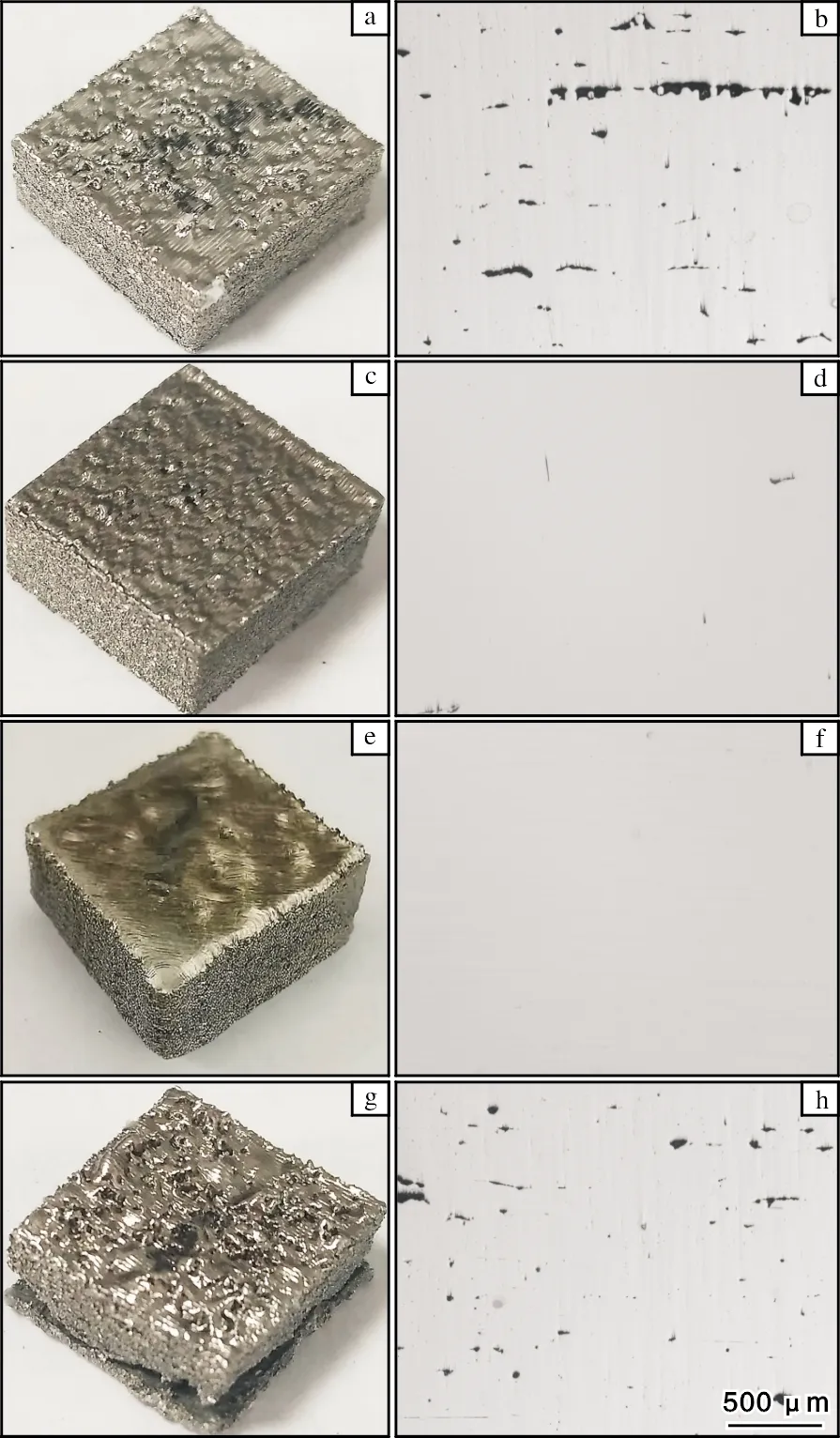
图5 不同电子束能量密度下Nb521合金样品的宏观照片及内部缺陷形貌
结合以上成形质量分析,形成如图6所示的Nb521合金成形工艺窗口。在熔化速度0.3~0.35 m/s,熔化电流8~9 mA时,熔合质量较佳;熔化电流10~13 mA且速度1.0~2.0 m/s时,熔合质量欠佳;熔化电流12~13 mA, 速度0.3 m/s时,出现了过熔、变形翘曲的现象。采用排水法测量最佳工艺下成形样品的密度为8.78~8.79 g/cm3,达到航天用铌钨合金棒材的密度要求(8.65~9.00 g/cm3)[16]。
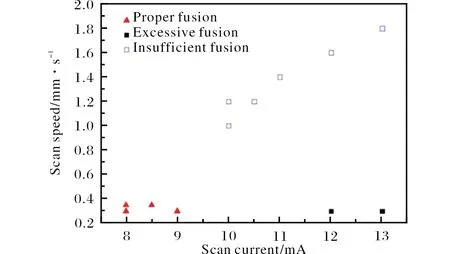
图6 SEBM成形Nb521合金工艺窗口
2.2 化学成分
表2为Nb521合金样品的化学成分。与表1中Nb521粉末化学成分相比,成形件中W、Mo、Zr合金元素含量与粉末相比无明显变化。由于电子束成形环境洁净,成形样品中C、N含量均明显降低,H含量无明显变化,氧含量仅增加0.005%。

表2 Nb521合金成形件化学成分(w/%)
2.3 显微组织
图7是电子束选区熔化成形Nb521合金样品纵向截面(即沿沉积方向)的显微组织。SEBM成形样品的晶粒呈由底部生长的柱状晶,柱状晶几乎贯穿整个沉积高度方向,柱状晶的宽度在5~100 μm之间不等。图7中层与层之间的层带结构明显,该层带结构是熔池与已凝固层的界面,为道次/层次的形成痕迹。
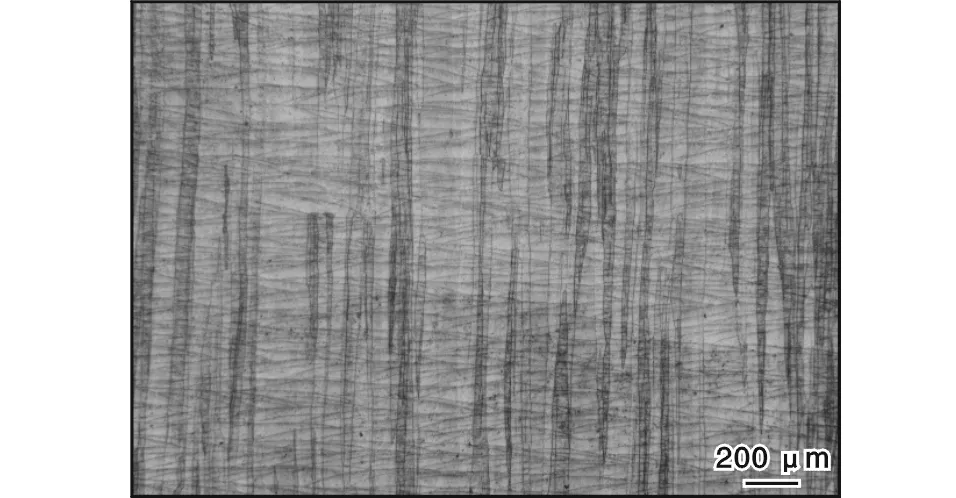
图7 Nb521合金样品纵向截面显微组织
图8a为成形样品垂直于沉积方向的沉积层面显微组织。图8a中除可见的大尺寸柱状晶外,还不均匀分布着少量等轴晶,晶粒尺寸在20~100 μm之间不等。针对这一现象,对成形样块的边缘部分进行了显微组织分析,发现靠近边缘部分同样为等轴晶组织(图8b)。这种现象可能与边部热量扩散快,温度梯度大,晶粒没有继续长大的条件有关,而存在于样块内部的等轴晶,可能与温度场分布不均匀有关。

图8 Nb521合金样品横向截面显微组织
2.4 物相组成
图9为Nb521粉末及SEBM成形Nb521合金样品的XRD图谱。从粉末的XRD图谱中可以看出,38.6°、55.7°、69.9°、82.8°分别对应Nb基体相(110)、(200)、(211)、(220)晶面的衍射峰,没有出现其他衍射峰,Nb基体相的衍射峰向高角度偏移,这与W、Mo原子半径小于Nb,固溶到Nb中导致晶格常数变小有关。成形样品的XRD图谱中除存在Nb基体相外,还存在少量Nb2C与ZrC析出相。与Nb521粉末的衍射峰相比,成形样品在(200)晶面上强度明显增强,说明晶粒沿(200)晶面有较强的择优生长取向。这与金相观察中晶粒组织形貌表现一致。此外,成形样品Nb基体衍射峰向低角度偏移,这与部分碳化物相的析出导致晶格常数变大密切相关。
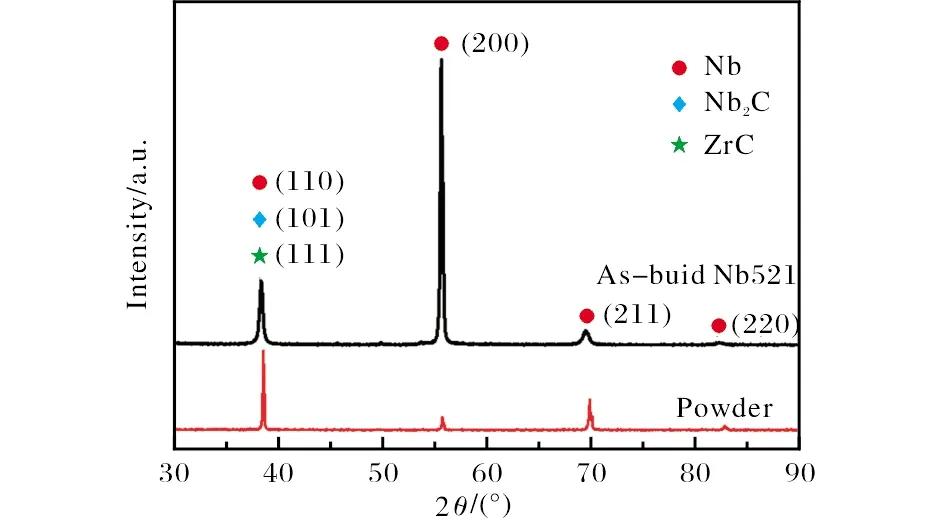
图9 Nb521粉末与Nb521合金样品的XRD图谱
2.5 拉伸性能及硬度
SEBM成形Nb521合金试样的室温拉伸应力-应变曲线如图10所示。成形样品抗拉强度达384 MPa,屈服强度为307 MPa,断后延伸率为16.5%,基本达到GJB 8507—2015《航天用铌钨合金棒材规范》中的力学性能要求,但还存在少许差距,主要原因包括以下几个方面:①成形Nb521合金密度虽达标准要求,但致密度仍有待提高;②从样品中层与层结合处的道次痕迹看,成形质量仍有待提高;③晶粒为沿沉积方向的柱状晶,尺寸粗大,拉伸试样的轴向垂直于沉积方向,即拉伸应力垂直于柱状晶,而柱状晶晶粒间咬合力有限,结合强度不高;④由于电子束选区熔化成形是急速熔化-冷却凝固的过程,强化相碳化物来不及充分析出,析出物为亚稳相,且分布不均匀,故强化效果不明显。
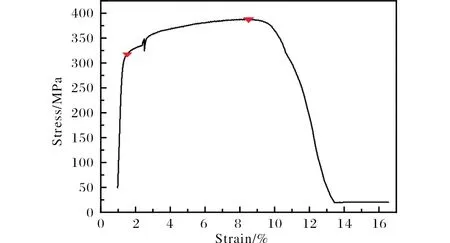
图10 Nb521合金样品的室温拉伸应力-应变曲线
分别测试了Nb521合金试样沿堆积垂面方向(Z向)和沿堆积层面内(XY平面)的显微硬度分布,结果见图11。从图11可以看出,无论是垂面还是层面内,其显微硬度均处于1 500~1 700 MPa之间。样品显微硬度测量值均未随测点位置变化而出现较大波动,显微硬度表现为各向同性。
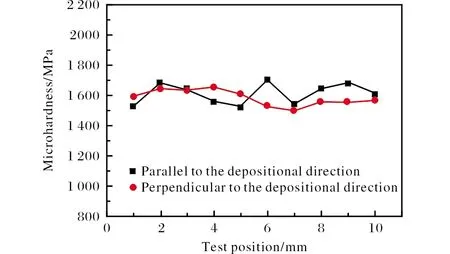
图11 Nb521合金样品的显微硬度分布
3 结 论
(1)采用SEBM成形Nb521合金,当电子束能量输入密度为340 J/mm3时,基本消除了熔合不良缺陷,成形样品密度达到8.78~8.79 g/cm3。
(2)SEBM成形Nb521合金显微组织沿沉积方向呈现典型的柱状晶特征,由于温度场分布及温度梯度的区域差异,沉积层面边缘存在少量等轴晶。
(4)SEBM成形Nb521合金样品沿(200)晶面有较强的择优生长取向。成形样品中除Nb基体相外,还存在少量Nb2C、ZrC碳化物析出相。
(5)SEBM成形Nb521合金的抗拉强度达到384 MPa,断后延伸率16.5%,显微硬度在1 500~1 700 MPa之间,沿沉积垂面、沉积层面均无各向异性,力学性能基本达到航空航天应用要求。
