沙特阿美燃气增压站MGS 项目无损探伤管理
2020-09-08董占凯李新洪李宏宇
王 纯, 董占凯, 李新洪, 李宏宇
(中国电建集团山东电力建设有限公司, 济南250014)
MGS (master gas system) 是当今世界上规模最大的天然气采集和处理系统, 自1982年建成以来, 成为沙特工业经济网的支柱。 随着沙特国内中西部天然气需求的增加, 沙特阿美石油公司(下称阿美) 拟通过新建增压站, 提高其东气西输管线的输气能力。 MGS 项目作为沙特阿美东西管道走廊的扩建项目, 由中国电建集团山东电力建设有限公司EPC (engineering procurement construction) 总承包模式中标建设。 项目占地约89×104m3, 建成将使天然气输送能力由每日2.72×108m3提高到3.55×108m3, 项目包含地上管道5.3×104m, 焊接当量1.1 万达因[1]。
阿美作为全球最大的石油和天然气公司之一,其投资运营的油气、 石化及电力EPC 总承包项目为中国企业提供了大量的机会, 但其严苛的企业标准和管理体系也对中国企业的管理水平提出了更高要求[2]。 MGS 项目虽采用ASME B31.8[3]设计标准, 但在项目实施及质量控制过程中, 需同时满足高于一般国际标准的阿美工程标准SAES、 项目程序文件SAEP、 材料规范SAMSS 等标准和程序[4]。因此熟悉阿美项目无损探伤流程和工艺, 对于项目焊接质量评价、 焊接进度管理具有重要的意义。
1 管线等级和无损探伤要求
阿美标准对于服役管线的等级编码有明确的定义和分类 (见表1)。 所有管线服役编码在阿美文件系统中可查找对应标准, 设计图纸和P&ID 也须提交业主审核签发。 如管线标识6″-FG-123-1CS1P, 指一个线号为123 的 Φ152.4 mm (6 in)燃气线, 其管线等级为1CS1P。 而对于管线等级和试压压力, 沙特阿美标准SAES-L-105[5]和SAESA-003[6]中分别将其细化、 分类、 定义。 在工艺系统类别中, 将钢种分为非酸性条件服役碳钢、 酸性条件服役碳钢、 低合金钢、 不锈钢和高合金钢, 进而将根据不同钢种的设计温度、 压力和服役环境等对应至不同的管线等级。 阿美标准对于管线等级的一般定义为: 第一区为管线压力等级; 第二区为管线材质; 第三区为设计腐蚀余量; 第四区为服役系统; 第五区为修正要求, 明确系统介质类型和具体要求。 如管线等级3CS1P11, 指碳钢管线的设计压力为300 psi, 腐蚀余量1.6 mm, 普通工艺管线服役环境, 修正要求需满足具体项目规范要求。
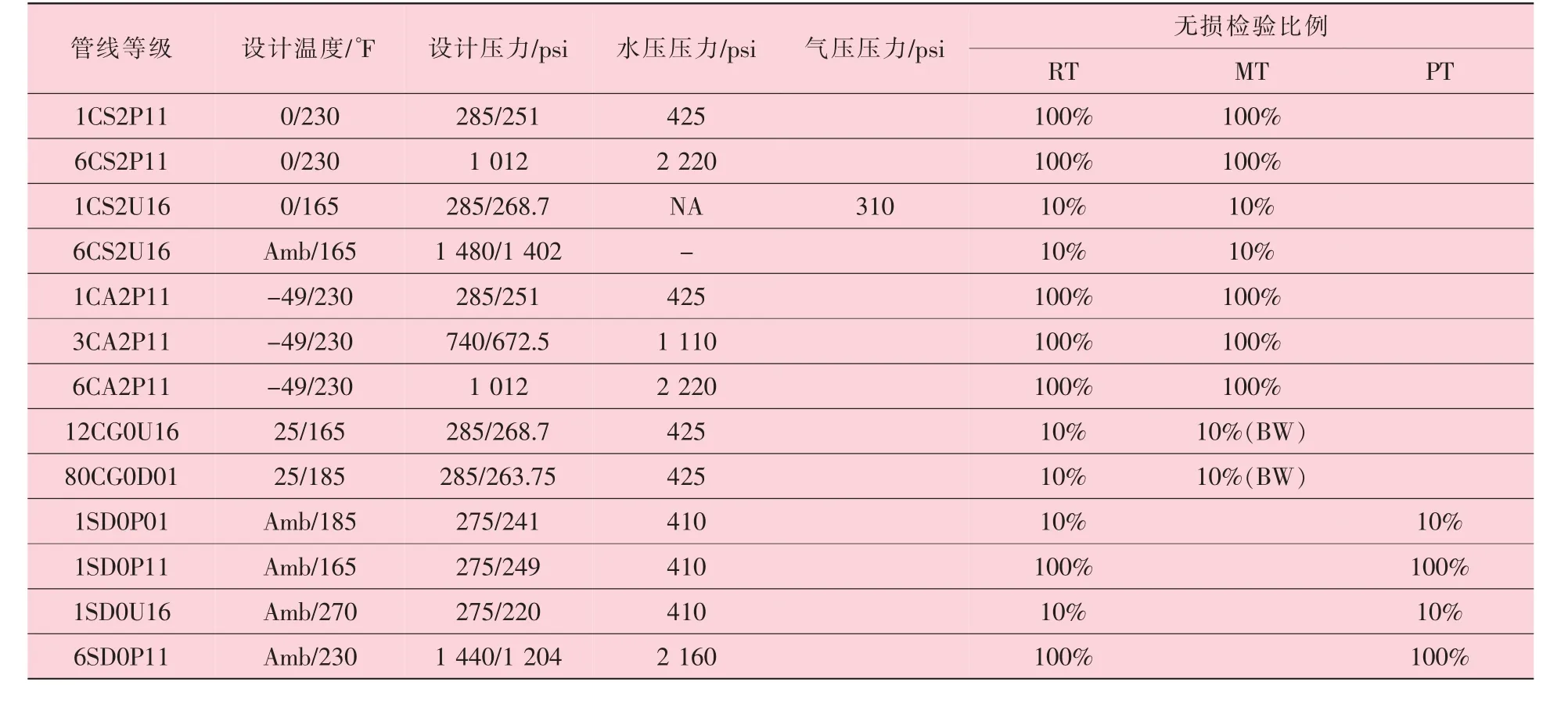
表1 阿美MGS 项目管线等级及无损检验比例
表1 表明, 阿美MGS 项目不同管线等级对应不同工艺系统[7], 且对应不同设计温度、 试压类型和试压压力, 进而确定无损探伤类型和比例, 也表明管线等级可以直接反映管道服役介质。 管线等级1CS2U16、 6CS2U16 为工艺系统用碳钢材质的管线焊缝, 服役环境一般为公用系统, 如氮气、空气、 排污系统等, 运行压力小或不考虑燃气、有毒气体泄露等因素, 仅需10%RT, 同一管线等级附加10%MT 检验比例; 管线等级12CG0U16、80CG0D01 为碳钢材质 (含镀锌碳钢材质) 的管线焊缝, 需10%RT, 同一管线等级附加10%MT 检验比例; 管线等级1SD0P01 (工艺系统)、 1SD0U16(公共水系统且阿美明确规定此等级) 为316/316L材质管线焊缝, 需10%RT, 同一管线等级附加10%PT 检验比例; 其余管线无论材质或介质, 均需100%RT 附加100%MT 或100%PT。
2 阿美MGS 项目无损探伤类型
阿美项目对于碳钢管线焊缝质量评价常用RT、 MT、 PT、 UT 无损探伤方式, 对于不锈钢管线焊缝质量评价常用RT 评价管线焊缝质量、 PMI评价母材和焊缝成分。 无损探伤方式的选用在阿美标准SAEP-1143 中有明确的补充说明, 表2 为以阿美项目为例的不同无损检测方式及其特点。
由表2 可以看出, RT 能够检测出体积型缺陷, UT 能检测出面积型缺陷, MT 和PT 主要检测近表面裂纹[8]。 RT 和UT 自身特点相比, UT 安全,成本低; RT 具有辐射性, 同时对检测人员和评片人员资质要求高。 MGS 项目由于地处沙漠深处,环境恶劣, UT 检验易受个人操作和环境影响; 此外, 由于焊缝余高和UT 对于缺陷方向性的限制,综合因素会产生探头杂波、 仪器杂波、 耦合杂波、焊角反射、 咬边反射、 沟槽反射、 焊缝错位和上下宽度不一等情况, 进而造成一系列非缺陷引起的反射假信号[9]。 加之施工周期短, 为避免UT 检验结果的准确性不能保证, MGS 项目只能选择RT检验方式进行管线焊口的缺陷评审。
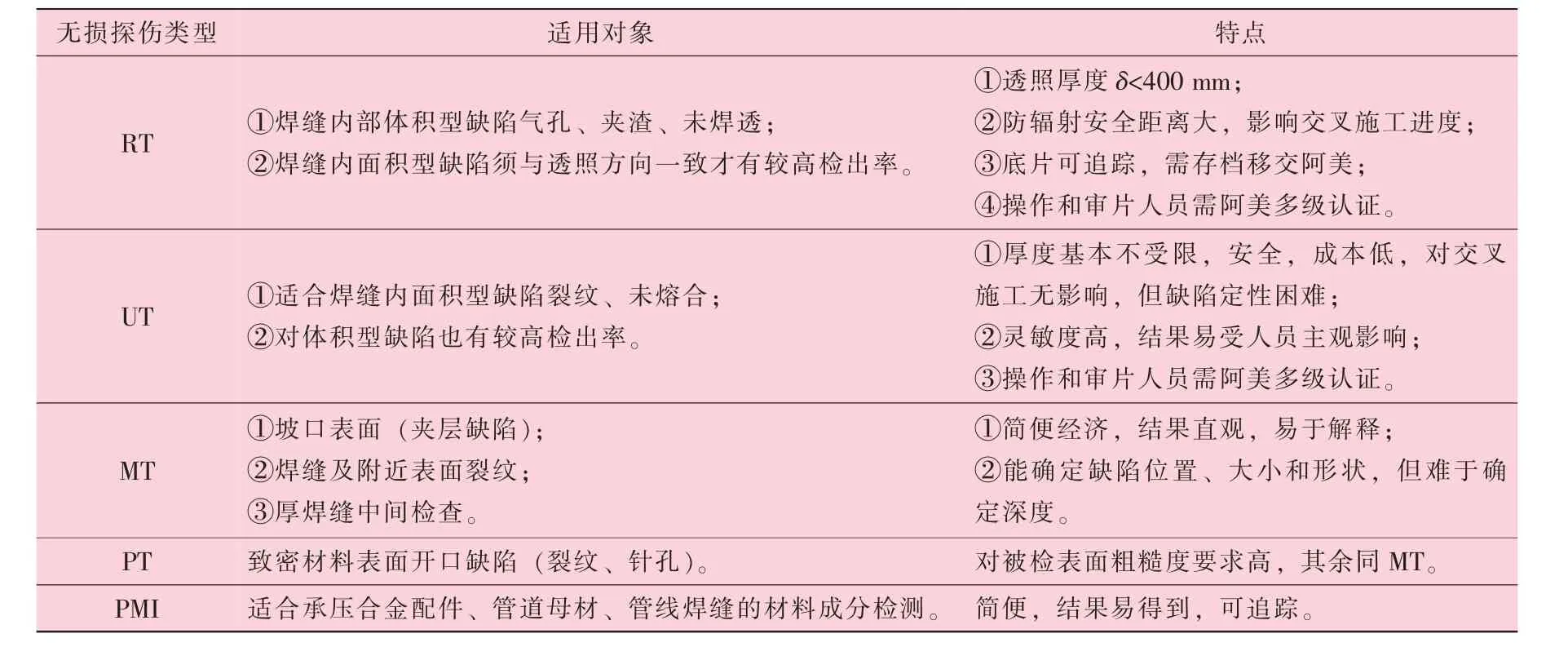
表2 阿美MGS 项目焊缝无损检测方法比较
3 阿美MGS 项目无损探伤管理
3.1 资质说明
MGS 项目焊缝无损探伤方式以RT 和UT 为主, MT 和PT 附加。 以RT 为例, 曝光操作员资质以ASME Section V, ASNT-CP-189 标准为基本要求, 现场RT 曝光人员须2 人一组, 且最少Level I 和level II 各1 人, 对于曝光人员的认证,需阿美公司认证考试授权; MGS 项目RT 检验审片流程分为三级, 第一级由RT 检验公司具有level III 资质的评片员审核, 第二级由阿美公司认证的具有level III 资质全职评片员审核, 第三级由阿美的OID ( operation inspection department) 部门审核, OID 为阿美石油运行验收部门, 具有否决权。 也就是说如果OID 审核结果不合格, 即使第一级和第二级审核合格, 也改变不了不合格的结果。 从RT 检验到获得最终报告需要3~5 天。 阿美程序Schedule-Q 中规定, 在预制车间或现场必须要有1 名阿美PID (project inspection department) 部门认证的NDT 协调员,申请许可证、 检查焊缝、 准备图纸等。
UT 检验前, 需按照API 1104[10]或ASME IX[11]规定从预检验母材取标准样对操作设备进行校验,所有UT 检验人员必须通过阿美公司的资格考试认证, 对设备调试, 数据采集、 分析人员最低要求具备资质Level II。 对UT 设备操作和结果审核人员最低要求具备资质Level II 或Level III, 阿美对于无损探伤人员要求需符合ANSI/ASNT CP-189[12],也要满足阿美项目程序SAEP-1142[13]等要求。
3.2 程序文件审批
阿美项目的程序文件审批具有一套精细完整的系统。 RT 检验因涉及放射源的存放, 审批流程涵盖部门多, 耗时长。 总包方先确认具有阿美Vendor Code 且有阿美资质的第三方, 分包商准备全套操作流程文件交给总包方, 总包方主管部门审核签字后通过文控发正式Transmittal (总包方审核签字文件) 提交给阿美项目方文控, 由其文控发送至主管PMT (project management department) 审核, PMT 审核后向更高一级LPD (lost prevention department) 和Proponent (项目运营者) 请求审核。 在此过程中, 每一级审核给出的意见都需修改再提交请求审核, 过程耗时且效率低下, 程序文件审批需总包方主管人员清晰流程流转位置, 充分协调第三方和阿美PMT 部门, 为文件审批节约时间。
3.3 无损探伤过程管理
MGS 项目的无损探伤主要以RT 检验为主,RT 检验是管道试压前必须完成的重要环节, 是确保焊接质量及工程安全投运的有效手段, 也是阿美试压文件包中最为核心的支撑性文件。 RTFI(RT for inspection) 报告包含管线焊缝信息和无损探伤结果, 管道水压包文件在提交给阿美审核之前, 须附上完整的阿美三级认证签字RTFI, 同时焊缝的无损检测合格率也会影响项目执行的PQI[14]指数 (project quality index, 阿美基于QMIS 系统数据对承包商质量管理能力评价)。 因此, 正确控制过程, 提高检验效率, 对在建项目意义重大。
阿美认证的无损探伤公司操作人员技能素质各不相同, 常出现因技能原因产生的非专业行为,如RT 检验重影、 高低密度、 高曝光, 需重新进行RT 检验, 造成时间的浪费。 对于RT 检验的审核结果, 需遵循阿美流程严格审核。 若一级审核合格, 需继续依次报独立的阿美二三级审核直至三级RTFI 检验完成; 若一级审核不合格, 二三级审核一般会默认检验结果不合格, 因此EPC 总承包企业有必要增加专业认证的审核员来核实一级审核结果的正确性。 中企承包的阿美项目一般具有工期短、 任务重的特征, 因RT 检验的电离辐射安全隐患, 一般选择夜间进行, 避免日间作业对于其他交叉作业的影响。 同时, 也应考虑通过监测射线源的能量大小, 充分利用协调员在RT 前确定焊缝位置, 必要时借助阿美PMT 部门来督促OID加快审核等方式全面提高RT 检验效率。
3.4 黄金焊缝
黄金焊缝是指不参与管线试压, 但至少须100% RT 检验或UT 检验来保证质量的焊缝。 黄金焊缝是为解决常规试压中一些难以实现的管线试压问题而提出的, 比如常常遇到一些与管线焊接在一起, 不能参与试压的设备、 阀门等, 通过选取设置合适的黄金焊缝, 能有效地解决管线试压中存有的一些问题[15]。
MGS 项目与阿美原始管线相接, 其原始管线仅可临时停气, 且阿美一般给出窗口时间很短,因此接口不可试压, 只能以黄金焊缝代替管线试压。 阿美标准对黄金焊缝的要求极为严格, 如阿美审核批复图纸及施工程序文件; 组对前进行母材的PMI、 UT、 PT、 MT, 厚度检查, 确保焊接接头材质正确, 母材无分层, 坡口面无裂纹, 材料厚度达标等; 焊接过程需阿美PMT、 PID、 QC 三方见证, 每焊接完一层需PT/MT 检验合格后进行下一层焊接; 黄金焊缝采用100%UT+100%RT+100%PT/MT 来确保质量满足阿美要求。
4 结束语
EPC 总承包项目是中国企业承包沙特阿美项目的主要模式之一, 随着阿美管线不断扩建的需求, 中国企业在沙特管线市场的机会越来越多, 而焊接和无损检测是管线扩建项目中重要的一环。 面对复杂的阿美程序文件和更高一级的标准要求, 笔者以阿美MGS 项目为例, 对阿美管线扩建项目的管线等级, 特定无损探伤方式, 特别是对RT、 UT检验资质、 检验程序流程、 无损探伤过程控制等均予以说明, 为后续中资企业在阿美管线项目的经营活动和过程控制提供一定的参考, 为无损探伤的组织和质量管理提供一定的借鉴。
