纤维素肠衣生产香肠常见问题浅析
2020-09-07李仁家郭华伟徐义帆董正祥王文星潍坊潍森纤维新材料有限公司
□ 李仁家 郭华伟 徐义帆 董正祥 王文星 潍坊潍森纤维新材料有限公司
香肠是一种深受消费者欢迎的快捷食品,而香肠的加工离不开肠衣,肠衣对香肠的定型、口感、色泽、与口味都有较大的影响。因此,肠衣的使用性能对香肠加工至关重要。
1 纤维素肠衣的结构和特性
1.1 纤维素肠衣的材质
纤维素肠衣一般是是再生的天然植物纤维素,天然植物纤维素再生后一般为层状结构,由多层再生纤维素分子交联成网状结构可获得一定的强度和弹性。初生的再生纤维素分子聚合度很高,具有较高的机械强度,经工艺处理及干燥后,抗张强度可达2~3 N/mm,伸长率在12%以上。
1.2 纤维素肠衣的特性
纤维素肠衣有优异的加工性能,纤维素肠衣套缩棒的强度大,经套缩后的褶间力度适中,非常适应高速、自动化灌装。由于其为多层网状结构,纤维素肠衣透气性好,有着优异的透气透烟性能,是非常理想的烟熏肠衣。纤维素肠衣热稳定性好,蒸煮变形少,蒸煮后可实现剥皮机的快速剥皮。由于肠衣内部预喷了剥皮涂层,肉质不会粘连,香肠表面光滑品相好。
1.3 纤维素肠衣加工流程及其设备
使用纤维素肠衣进行香肠加工,其流程基本相似,包括肉料准备—灌装—吊挂—蒸煮—包装。区别在于,小口径的纤维素肠衣在使用前不需要浸泡,而且由于再生纤维素不可食用,纤维素肠衣在蒸煮后一般会有剥皮处理,也有少数不做剥皮处理,比如本身为烟熏色的纤维素肠衣。
以德国Handtmann公司的AL系列灌装机为例,一套全自动化的适用于纤维素肠衣灌装香肠的灌装生产线通常包括以下组件:真空灌肠机、肠衣送料装置、导向装置、结扎及吊挂装置。该类型的灌装机具有专门的定长装置和精准结扎控制装置,能够生产长度均一的香肠,具有广泛的实用性,适合生产口径在13~50 mm的小口径香肠产品[1]。此外,剥皮机也是必不可少的设备。
2 纤维素肠衣生产香肠过程中的常见问题
从香肠加工的角度,结合纤维素肠衣产品特性,对使用纤维素肠衣进行香肠加工过程中容易出现的问题进行了初步的分析和讨论。
2.1 不能连续自动上料
上料是指灌装机自动装载纤维素肠衣到灌装管的过程。纤维素肠衣的一大特点就是适应自动化设备快速灌装,因而肠衣准确上料是灌装加工的第一步。肠衣棒必须有较大的强度,在自动上料过程中才不会发生棒断裂的情况,因为一旦棒发生断裂,可能无法完成自动上料,造成生产停顿,甚至可能损坏机器零件。同时,肠衣棒需要保持硬而直,并且开口要圆滑,不能变形,才能实现灌装管的准确上料,相比人工上料肠衣,这无疑增加了纤维素肠衣的生产难度。
2.2 肠衣棒中心与灌装管不匹配
肠衣棒中心太小会导致灌装管无法插入,或者因中心孔偏小,肠衣不能在灌装管上自由滑动;如果肠衣棒中心孔偏大,肠衣不能随灌装管自由旋转,无法实现扭结,容易出现肠衣空隙多泡或香肠表面褶皱的问题,此时需要检查肠衣规格或更换灌装管,维素肠衣规格与对应匹配的灌装管见表1。肠衣棒、灌装管、扭结器必须保持在一条直线上,并且肠衣棒要从扭结器夹头正中穿过[2]。
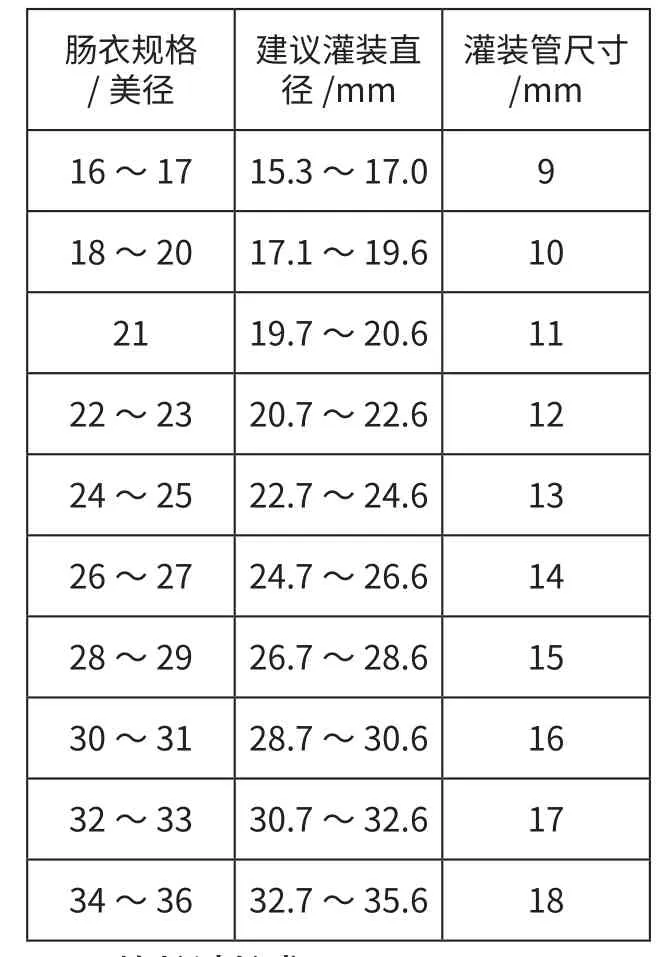
表1 纤维素肠衣规格与灌装管匹配表
2.3 棒长过长或不足
肠衣棒应符合标准棒长的要求(见表2),与灌装管的长度相匹配。肠衣棒压缩不足或弹性伸长可能导致肠衣棒过长,肠衣棒过长容易导致棒上料时断裂,或者需要人工去除过长部分。若肠衣压缩过大导致肠衣棒长不足,在灌装时可能因为拉力度过大导致肠衣棒断裂或进料不畅,此时可以适当提高灌装压力或减慢灌装速度,以适应较大的拉出力度。
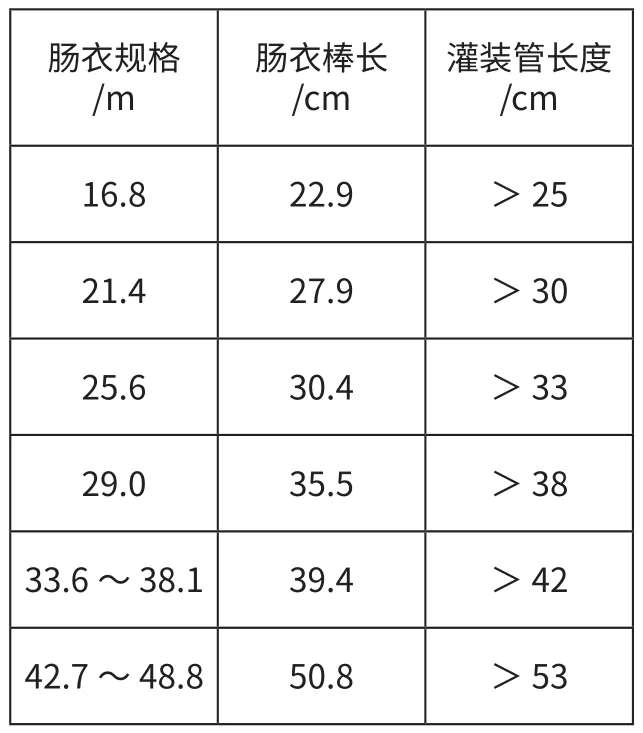
表2 纤维素肠衣棒长与灌装管匹配表
2.4 定量控制
对于对香肠包装和外观要求较高的香肠产品,定量稳定是很重要的一项香肠质量指标。定量控制一方面要求肠衣尺寸厚薄要均匀一致,偏差严格控制在标准范围内,定量问题可能伴随着香肠粗细不均、长短不一等现象。在灌装设备方面,定量不准的问题也可能由以下因素造成:灌装速度太高;真空度太低;灌装管太细或太长;料斗物料太少;真空管道堵塞或气压不稳等。
2.5 灌装破损
破损是灌装过程中经常遇到的问题。纤维素肠衣在灌装时的破损多是由扭结造成的,因此灌装管的型号与扭结器要匹配[3];纤维素肠衣破损也可能是因为有毛刺或碎渣,肠衣湿润后强度降低导致破裂或肠衣有瑕疵,比如因套缩过程中机器对肠衣的磨损造成针眼,因而在生产中要进行严格的控制和检验。
2.6 香肠外形不佳
肠外形不佳包括灌装过于饱满、末端呈梨形、粗细不均或长短不一等情况。
灌装过满容易导致肠衣破裂,或者后续剥皮困难,针对此种情况,需要检查是否存在灌装压力过大,或打结结扎装置是否设置到位。香肠末端呈梨形主要考虑肉料是否过稀,或者灌装能力不足,灌装不饱满;挂长时间过长时也可能因肉料下坠导致末端膨大,此时需要调整肉料配方,按照推荐灌装口径灌装。针对香肠粗细不均的情况,应考察灌装压力是否稳定、肉料制备是否均匀,流动性是否合格、扭结装置是否顺畅,在这些方面没有问题的基础上,考察纤维素肠衣在弹性是否稳定,口径是否存在偏差。
2.7 肠衣蒸煮破裂或爆肠
出现此种情况,首要考察烟熏室加工线上是否存在碎渣,或者烟熏架是否有毛刺。也应考察香肠是否过于饱满,蒸煮过程中,肉料受热膨胀过大,或者受热不均,肠衣失水过多变脆弱,产生了过多的收缩,从而导致破裂。此时应检查打结是否有过紧现象,提前消除掉肠风险。烟熏室湿度不能太低,相对湿度太低对肠衣破裂的影响较大。
2.8 烟熏色泽不佳
如颜色过深或烟熏不上色。对烟熏温度和时间进行控制是获得均匀、稳定烟熏效果的重要环节。烟熏室相对湿度的控制对烟熏效果的影响也较大,烟熏室的相对湿度通常控制在35%~55%,生产特定产品时也可能更高。相对湿度要均匀,湿度不均会造成烟熏不均匀、花皮的问题。此外,纤维素肠衣内喷剥皮液过多或过少也会影响烟熏的效果,此时可通过调整烟熏温度或时长来调整。
2.9 香肠剥皮
在剥皮之前,香肠必经降温处理,比如以盐水降温,否则会造成剥皮困难。剥皮时湿度不能太低,温度不宜高,使用蒸汽剥皮机效果更好。常见剥皮问题有肠衣剥不掉、剥皮不彻底、香肠有切痕等,应先确保使用的切刀合适,也应检查蒸汽压力是否足够,如果香肠在前期加工中存在灌装不满或过满、外形不均匀的情况,需要适当调整剥皮装置,确保剥皮加工顺利进行。
3 结语
纤维素肠衣作为一种取材天然的环保型材料,在国外的应用非常普遍,但在国内,尤其是小口径香肠的应用方面,尚处于起步和初期发展阶段。本文针对纤维素肠衣在生产香肠过程中存在的常见问题,就纤维素肠衣的应用和香肠加工中的问题进行了分析和阐述,希望能够有效解决纤维素肠衣在香肠加工过程中存在的问题,提高纤维素肠衣在肉制品行业的使用率,促进香肠肉制品行业向全面高产、高效、自动化方向迈进。
