基于空气耦合超声兰姆波技术的固体火箭发动机脱粘检测研究①
2020-09-05曾雪峰常俊杰万陶磊吴中权
曾雪峰,常俊杰,2,万陶磊,余 盼,吴中权,卢 超
(1.南昌航空大学 无损检测技术教育部重点实验室,南昌 330063;2.日本探头株式会社,横滨 232-0033)
0 引言
粘接结构在航空航天、汽车制造、电子电器等领域有着广泛的应用[1]。固体火箭发动机壳体/绝热层之间的粘接质量决定了发动机的安全和可靠性,该粘接结构的无损检测尤为重要[2]。目前的实际检测中,对于空气脱粘多采用X射线数字成像技术、CT、传统接触式脉冲反射回波法和兰姆波[3]。这些方法或多或少存在着不足之处,X射线精度高但是设备昂贵、复杂、操作不方便,且只能检测空气脱粘缺陷;而接触式脉冲回波法常搭配信号处理技术进行检测难以实现快速自动化检测和成像;中北大学王召巴使用兰姆波诱发波原理[4-6],研制出适用于SRM的自动化检测系统,能够对脱粘进行有效检测和成像,但是换能器和壳体之间仍采用水、有机溶剂等进行耦合,检测精度较高但检测效率较低。空气耦合超声作为一种新兴的无损检测技术,其具有非接触、非浸润以及无伤害的特性,且空耦兰姆波使用信号线采集方式取代传统超声逐点采集信号方式,因此检测效率得到大幅提升[7-8]。空耦超声粘接结构质量检测在国内研究尚少,江洋使用COMSOL对双层铝板进行兰姆波信号仿真研究,验证该方法对脱粘缺陷的检测能力[9]。王兴国使用空耦穿透法结合界面弹簧模型对双层粘接结构的固化过程进行评价,其结果和非线性超声检测结果基本一致,效果较好[10-11]。随着高功率检测系统和高性能空气耦合超声换能器的研制,空气耦合超声逐渐在复合材料检测、材料特性评估等方面得到应用,未来发展潜力巨大[12-15]。
基于以上分析,本文提出更高检测效率的空耦超声兰姆波检测技术,使用粘接结构中漏兰姆波(Leakage Lamb wave)对空气脱粘缺陷进行定位、定量及成像检测。本文以钢/橡胶粘接结构为对象,使用同侧兰姆波通过仿真和实验对钢/橡胶结构中不同尺寸脱粘缺陷对接收信号的影响和不同模态的缺陷灵敏度进行研究,使用6 dB法进行缺陷定量,并使用概率损伤成像方法和异侧兰姆波自动扫查技术对缺陷进行成像。最后将仿真结果和实验结果进行对比,验证空气耦合超声对固体发动机中损伤检测的可行性及高效性。
1 兰姆波检测原理
兰姆波是超声换能器以一定的角度倾斜入射到材料表面后,体波在材料厚度范围内发生相互耦合叠加而形成的一种具有多模态特性的波。传统接触式超声通常在超声换能器表面施加一个不同角度的楔块来获得具有不同入射角的超声波。相对于传统接触式超声兰姆波激励方式,空耦超声优势在于可以通过连续调整换能器角度而无需配备各种角度的楔块就能获得不同模态的兰姆波。
如图1所示,T-R换能器配置方式为同侧对向法(Same-side method),也称同侧透射法,T-R′换能器配置方式为异侧对向法(Opposite-side method)。

图1 兰姆波在粘接结构中的激发和传播Fig.1 Excitation and propagation of Lamb waves in bonded structures
兰姆波在钢板传播过程中会以一定角度往上下两侧半无限空间中泄漏,由于橡胶中体波速度与钢板差异较大且剪切衰减较大,泄漏在橡胶中的兰姆波并不会重新在橡胶中产生新的模态兰姆波,而是以横波或纵波的形式在橡胶中产生折射和反射,反射的超声波以一定的角度重新入射至钢板中并形成新的兰姆波,即钢板中的诱发波(本文称为:类兰姆波,Secondary Lamb wave),橡胶里折射的兰姆波则泄露至另一侧空气中。使用同侧法当钢板中泄漏的兰姆波遇到空气脱粘缺陷时,由于空气和钢板巨大的声阻抗差,往空气中泄漏的兰姆波能量小,往橡胶中泄露的兰姆波能量大,则泄漏介质为空气相对于泄漏介质为橡胶时钢板中兰姆波能量增大,因此接收兰姆波信号的能量增大。异侧法检测原理和穿透法类似,遇到缺陷时接收信号能量相应减小。依据以上理论可对该粘接结构中脱粘缺陷进行检测。计算5 mm厚钢板中兰姆波相速度如图2(a)所示,依据Snell定理计算空气耦合超声兰姆波入射角频散曲线如图2(b)所示。
(a)5 mm steel plate phase velocity dispersion
(b)Incidence angle dispersion图2 钢板中相速度和入射角频散曲线Fig.2 Phase velocity and incident angle dispersion curves in steel plate
2 粘接结构兰姆波声场仿真
使用WAVE2000有限差分法仿真软件对不同缺陷尺寸的模型进行仿真研究。由于超声在空气中衰减剧烈,因此通常在实际检测中空耦换能器频率被限制在1 MHz以下。由频散曲线可知在低频状态下(小于400 kHz)导波模态呈现单一化即只有A0或S0模态,并且空耦超声极易激励材料中的A0模态,相对于传统接触式高频超声,从某种程度上这避免了因导波模态过多导致信号混叠难以区分的结果。使用同侧法分别建立了200、400、800 kHz频率具有无缺陷和缺陷长度为10、20、30、40 mm的25个模型。钢板厚5 mm,橡胶厚2 mm,粘接层厚度为0.1 mm。
图3为800 kHz频率时不同缺陷长度的接收信号,A0和S0模态信号幅值随着缺陷长度的增加而增大,这与理论分析结果是一致的。从兰姆波结构角度分析,在相同波能量情况下,800 kHz频率下S0模态的离面位移分量稍大于A0模态,垂直于板面的振动位移更大,因此接收信号能量更大;而类兰姆波分量的一部分和S0模态混合在一起会造成信号幅值增大的结果,当脱粘缺陷的尺寸增大时,类兰姆波分量减小,导致S0模态的波包幅值增大的趋势变慢,但是从宏观幅值大小的变化可知,A0和S0模态信号幅值都随着脱粘尺寸增大而相应增大,因此依据信号幅值的变化程度可以检测该结构中的脱粘缺陷并定量分析,而类兰姆波和缺陷长度对S0模态幅值的主次影响需要进一步通过实验进行验证。

图3 不同尺寸脱粘缺陷接收信号Fig.3 Receive signals with different size debonding defects
图4为不同频率模态兰姆波信号幅值与缺陷尺寸之间关系,可知400 kHz的S0模态幅值几乎不变,对缺陷完全不敏感,400 kHz的A0模态灵敏度稍高于S0模态,其余模态均具有一定的检测能力,因此在实际中应当根据实际条件和钢板的频厚积选择模态进行检测。
图4 仿真不同频率和模态信号幅值与缺陷尺寸之间关系Fig.4 Relationship between amplitude of different frequency and modal signals and defect size
3 实验检测
3.1 检测系统及试样制备
该文使用空气耦合超声检测系统(NAUT-21)进行检测。该系统由高功率复合脉冲信号发射接收器(JPR600C)、NI-PXI-5114信号采集卡、三轴步进电机、超低噪声前置放大器(60 dB)、空气耦合专用换能器、系统控制软件组成。使用同侧和异侧兰姆波法对该种缺陷类型进行检测,即将换能器布置在试样的同侧或异侧,通过调整换能器角度和距离调整接收信号的模态。
试样基体材料为钢和三元乙丙橡胶,钢材厚5 mm,橡胶厚度为2 mm,粘接剂为东凯有限公司生产的G-322型金属-橡胶专用粘接剂。在粘接前,使用400、800号砂纸由低至高依次对钢板和橡胶表面进行交叉打磨,酒精擦拭并干燥2 h。在钢材和橡胶表面均匀涂抹粘接剂,并放入模具中常温固化72 h。在橡胶表面挖空出不同尺寸正方形空洞模拟空气脱粘缺陷,制作具有10 mm×10 mm、20 mm×20 mm、30 mm×30 mm和40 mm×40 mm缺陷大小的试样。
3.2 空耦兰姆波检测结果
使用同侧法的三种频率换能器进行检测,入射角和仿真中角度保持一致,换能器中心相距70 mm,中心点至试样表面高度为3 mm。图5(a)、(b)分别为800 kHz频率A0模态和S0模态在无缺陷和具有40 mm空气脱粘缺陷上方时接收信号时域波形图。从波形图中可得出主要由A0和S0模态组成,当发射和接收换能器中间出现脱粘缺陷时,兰姆波信号能量相对于无缺陷时明显增大,这一结果与仿真结果完全一致。由于超声在橡胶中的衰减较大加上在空气中的剧烈衰减,空耦接收换能器并未明显接收到由橡胶中体波反射至钢板中产生的类兰姆波,因此类兰姆波的影响相较于缺陷长度对S0模态幅值的影响非常小。
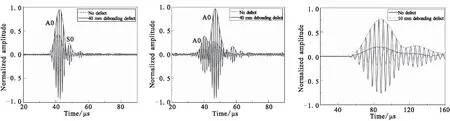
(a)800 kHz A0 modal detection signal (b)800 kHz S0 modal detection signal (c)200 kHz A0 modal detection signal图5 同侧法800 kHz A0和S0模态及异侧法200 kHz A0模态检测信号Fig.5 800 kHz A0 and S0 modal signals on the same-side and 200 kHz A0 modal signals on the opposite-side
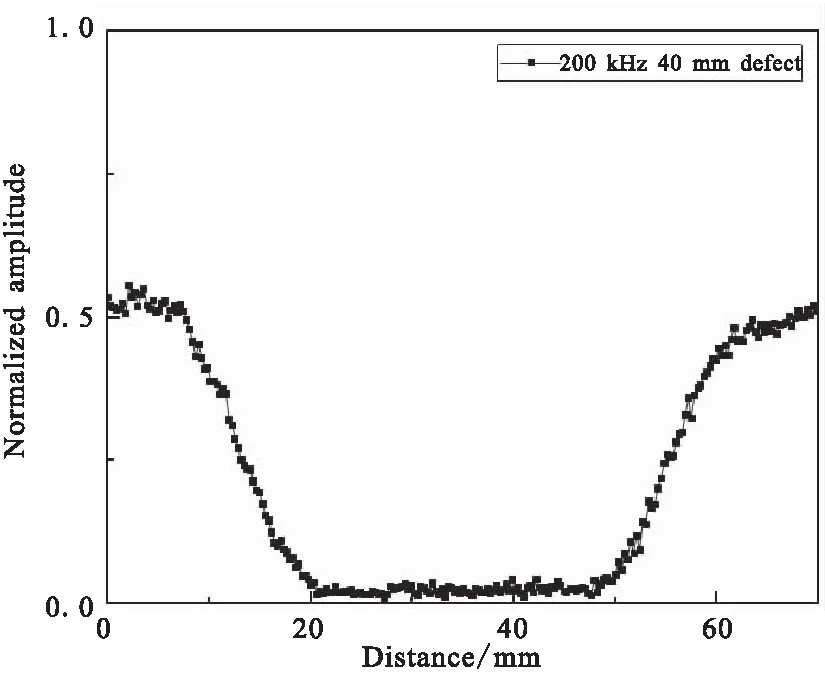
图6(a)为不同频率和模态信号幅值随缺陷长度变化关系,依据无缺陷至40 mm缺陷时信号幅值变化量大小可判断各种频率和模态的检测灵敏度,200 kHz的A0模态信号幅值变化量最大为0.75;400 kHz A0和S0模态变化量分别为0.32和0.05;800 kHz A0和S0模态幅值变化量分别为0.52和0.69;由此可知200 kHz A0模态检测灵敏度最高,400 kHz的S0模态灵敏度最低,而800 kHz的S0模态灵敏度稍高于A0模态,该结果和仿真结果基本一致。使用异侧兰姆波法进行检测时,将换能器配置在试样两侧,其余参数和同侧法保持一致,如图5(c)所示为使用200 kHz频率A0模态时10 mm缺陷和无缺陷处检测信号,图6(b)为幅值与脱粘尺寸之间关系。由结果可知,只要试样中出现了脱粘缺陷会导致信号能量的急剧衰减,相较于同侧法其幅值变化更为明显,幅值变化灵敏度得到提高,而且由于该方法的特性各个频率和模态兰姆波都具备一定缺陷检测能力。

(a)Defect length and amplitude relationship (b)Defect length and amplitude relationship
在得到检测信号基础上,采用信号线采集代替传统超声逐点采集的方式,固定发射接收换能器间距,以兰姆波传播方向与缺陷垂直位置即x方向,移动发射、接收换能器从无缺陷位置至脱粘区域再至无缺陷位置,按照顺序累加得到幅值趋势曲线。同侧法幅值趋势变化如图7(a)所示,图中“凸”的区域为缺陷区域,异侧法幅值趋势变化如图7(b)所示,相反的“凹”的区域为缺陷存在的区域。从图中曲线变化可分辨出损伤区域和完好区域,并且可粗略得出在这个方向上脱粘区域的宽度大小。为实现更精确地定量,对该曲线使用6 dB法,从而对缺陷长度进行定量描述,结果如表1所示。可知当脱粘尺寸较大时,定量结果较为准确,当脱粘尺寸较小时误差较大,200 kHz换能器定量精度低于800 kHz频率,异侧法精度高于同侧法。

(a)800 kHz A0 and S0 modal amplitude trends using the same-side Lamb wave method
(b)200 kHz A0 modal amplitude trends using the opposite-side Lamb wave method图7 同侧和异侧法幅值趋势曲线Fig.7 Same-side and opposite-side method amplitude trend curves
3.3 概率损伤成像、异侧兰姆波成像以及C扫成像
常用超声成像方法主要有超声C扫描、兰姆波成像等[16]。空耦超声C扫描速度快,效率高,但是其换能器频率较低,因此检测精度不够高,对缺陷的形状不敏感。兰姆波成像主要有合成孔径和概率损伤成像,合成孔径方法需要采集缺陷的反射回波信号,对于该文使用的同侧对向的换能器摆放方式并不合适,因此使用文献[3]中所述概率损伤方法对缺陷进行二维成像。
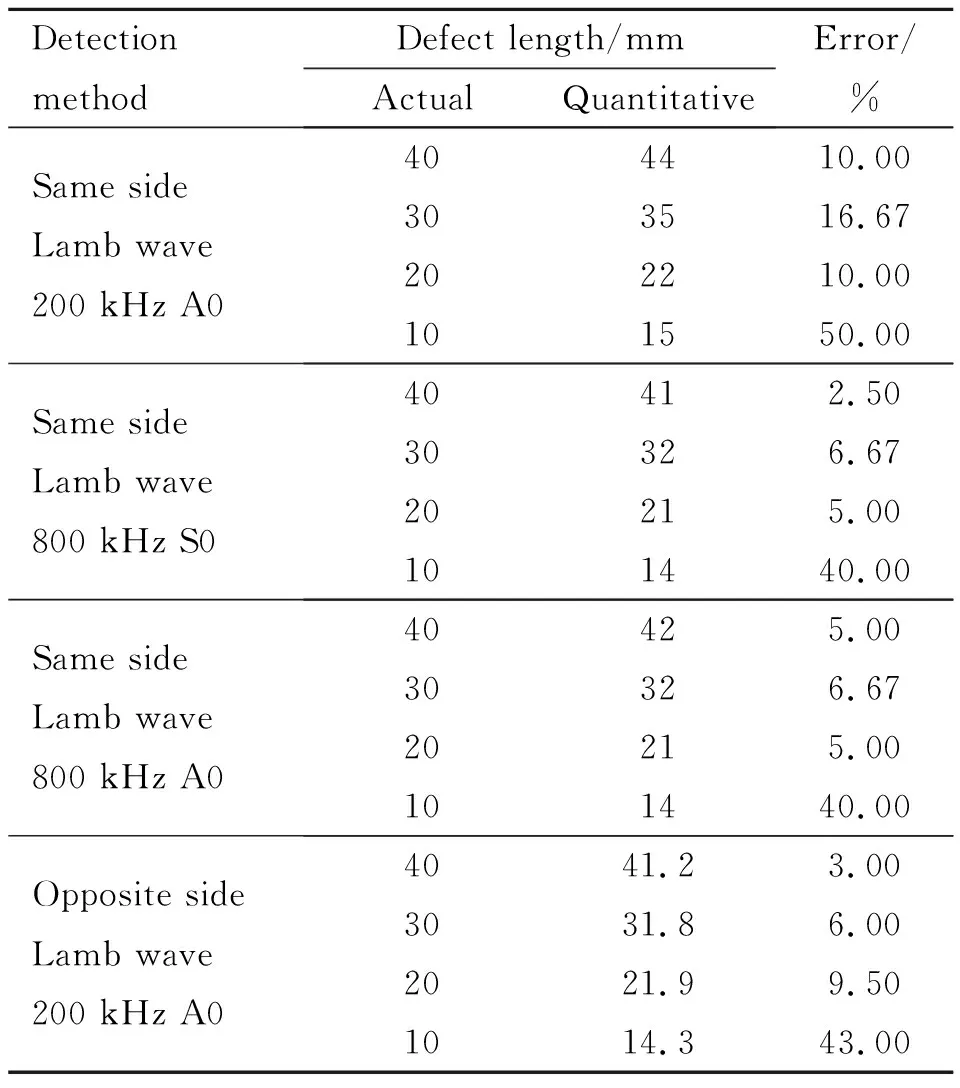
表1 6 dB法定量结果Table 1 6 dB method quantitative results
在两个垂直方向即x和y方向上以一定步进移动信号,选取信号频谱幅度差为损伤因子,使用概率损伤算法对两个方向上的数据进行融合并成像。频谱幅度差损伤因子的计算公式可由式(5)表示[18]:
(5)
对信号进行傅里叶变换是在复数域展开的,其复系数模值大小表示信号的不同频率成分的幅度,复系数的相角表示不同频率成分之间的相位变化。因此,复系数模值大小只和检测信号的幅度大小有关而与检测信号的相位无关,选取信号频谱幅度差为损伤因子能够反映检测信号绝对幅值的变化,从而能够定量反映有无缺陷时检测信号的幅值,即能量的变化。
使用同侧兰姆波发射接收换能器布置方式,换能器频率为800 kHz,扫描区域为100 mm×100 mm,调整入射角分别激励A0和S0模态,在x、y方向分别以1 mm步进采集信号,1 mm×1 mm即成像结果的分辨率。将数据导入Matlab中进行傅里叶变换求取信号的频谱幅度差损伤因子,800 kHz频率A0模态40 mm缺陷损伤因子趋势如图8所示,和幅值趋势曲线类似,损伤值较大的区域即为存在损伤的区域。
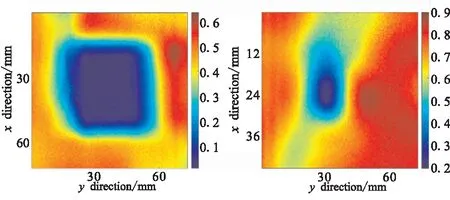
使用概率损伤算法将两个方向上的数据进行融合,使用A0模态结果如图9(a)、(b)所示,S0模态结果如图9(c)、(d)所示,横轴为y方向扫描位置,纵轴为x方向扫描位置,z轴为损伤值,从结果可清晰分辨出脱粘缺陷的大小和相对位置,使用这两种模态兰姆波均能清晰分辨出缺陷大小和位置,损伤值的大小从侧面体现出兰姆波对于脱粘缺陷的敏感程度,从结果可知S0模态损伤值更大,颜色更深图像辨识度更高,因此S0模态对空气脱粘缺陷更敏感。概率损伤成像方法使用在同侧法基础上,而使用异侧法时可以使用兰姆波自动扫查进行缺陷成像。该方法采用C扫描方法中的回折式扫查路径,设置时间阈值,将兰姆波幅值作为成像特征量,由于该方法能够在设置扫描范围后进行自动扫查,因此该方法的检测效率得到较大提升。如图10所示为200 kHz频率A0模态扫查结果,蓝色部分为兰姆波幅值较低即缺陷存在的区域,黄色和红色为正常区域,由结果可清晰分辨出缺陷所在位置以及大小,并且成像质量较高。作为兰姆波成像结果的对照和验证,使用一对400 kHz空耦换能器进行穿透C扫描成像,结果如图11(a)、(b)所示,蓝色部分为缺陷存在位置,能够较为清晰的分辨出缺陷相对位置,但是由于信号信噪比较低造成噪点较多、成像质量较差的结果。

(a)A0 modal,40 mm defect (b)A0 modal,10 mm defect

(c)S0 modal,40 mm defect (d)S0 modal,10 mm defect图9 800 kHz A0和S0模态概率损伤成像结果Fig.9 800 kHz A0 and S0 modal probability damage imaging results
(a)40 mm defect (b)10 mm defect图10 异侧兰姆波自动扫查结果Fig.10 Opposite-side Lamb wave scanning technology results
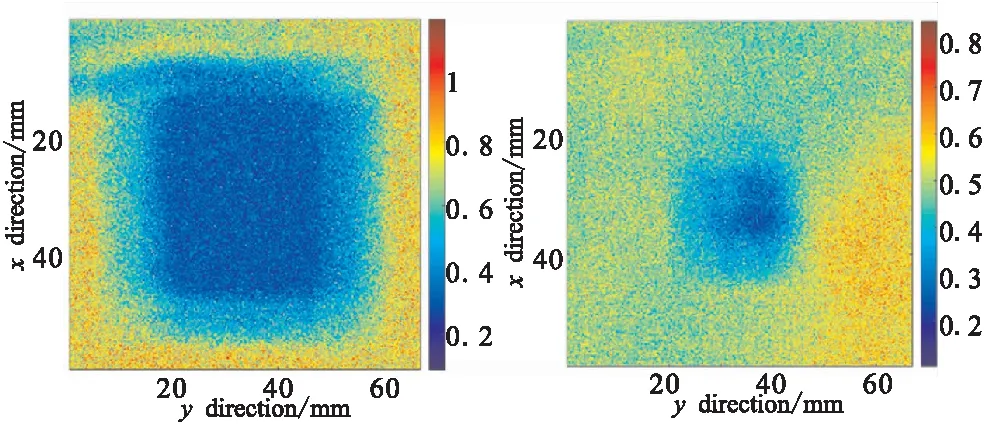
(a)40 mm defect (b)10 mm defect图11 空耦超声C扫描结果Fig.11 Air-coupled ultrasound C scan results
4 结论
该文针对固体火箭发动机中的钢/橡胶粘接结构在工艺制造期间易发生脱粘等现象,基于漏兰姆波检测原理,对超声波在该结构中传播进行建模仿真,并使用同侧和异侧空耦超声兰姆波检测方法对脱粘缺陷进行了检测研究。主要结论如下:
(1)使用同侧法,通过仿真和实验定量分析脱粘尺寸和信号幅值之间关系以及不同频率和模态的检测能力,400 kHz S0模态幅值随着缺陷尺寸增大几乎不变化,200 kHz A0、400 kHz A0以及800 kHz的A0和S0模态均具有一定的检测能力,离面位移更大的模态接收信号幅值更大,检测灵敏度高的模态其离面位移更大,在实际检测中在得到较好的检测信号基础上应该选取灵敏度高的模态进行检测。
(2)使用异侧法,通过实验定量分析脱粘尺寸与信号幅值之间关系,出现缺陷时兰姆波幅值迅速衰减,幅值变化明显,并且使用不同频率和模态的兰姆波均具备较强检测能力。
(3)通过信号线采集的方式得到幅值趋势曲线,曲线“凸”“凹”位置为缺陷存在区域,使用6 dB法进行定量计算,当缺陷尺寸较大时,兰姆波法结果较为准确,当缺陷尺寸较小时误差较大;高频兰姆波精度更高,异侧法精度更高。
(4)基于同侧法使用800 kHz A0和S0模态概率损伤成像方法对脱粘缺陷进行成像定位,结果显示这两种模态均能对缺陷进行有效成像并且灵敏度更高的S0模态成像结果中的损伤值更大,缺陷辨识度更高;基于异侧法使用兰姆波自动扫查进行成像,结果能够清晰显示缺陷位置和大小,成像质量较好,效率较高,最后使用穿透法C扫描进行对比,结果一致,但是由于信号信噪比较低造成图像质量较差。
(5)异侧法自动成像质量高于C扫描成像且效率较高,但是需要把换能器配置在试样两侧,同侧法对仪器要求较低,更有利于实际检测,但是概率成像需要使用相应算法进行计算;使用6 dB法定量时可使用插值等方法进一步提高定量精度。
综上所述,通过理论和实验分析,使用空气耦合超声检测手段能够高效率的对脱粘缺陷进行有效的定位和定量检测,避免了传统超声检测中效率低等问题,为空耦的实际检测打下基础,为空气耦合超声的检测和发展提供更广的应用领域。