梅钢1 420 mm冷连轧机厚带头启动开腔分析与优化
2020-09-04刘云峰
刘云峰,刘 洋
(1 上海梅山钢铁股份有限公司,江苏 南京210039;2 北京科技大学设计研究院有限公司,北京100083)
1 前 言
由于冷连轧机组运行过程中不可避免的计划性与非计划性停机的存在,厚带头启动过程成为冷连轧过程中的重要环节之一。从停机状态向稳定轧制状态过渡的过程中,由于多因素影响,控制难度较大,机组各设备参数易发生较为异常的剧烈波动,从而导致了冷连轧机厚带头启动开腔现象的出现[1]。针对冷连轧机厚带头启动的开腔问题,不少学者对此进行了相应的研究。张晓峰等为研究厚带头启动的轧制过程,开发了冷连轧机启动轧制过程的离线仿真系统,并从冷连轧机组的实际张力控制系统出发,提高启动带钢张力的稳定性,取得了良好的效果[2]。唐慕华等提出了通过优化启动工艺和控制策略及数学模型解决冷连轧机启动轧制过程中存在问题的技术措施[3]。
本文在前人研究的基础上,对厚带头启动的开腔原因进行了详细的分类及分析,并从轧制力分配、负荷分配、厚度控制参数和张力控制模型4 个方面提出了相对应的优化措施。实际优化后取得了良好的效果,同比之下,优化后梅钢1 420 mm 冷连轧机组的开腔次数明显减少。
2 厚带头启动开腔原因分析
当目标厚度为0.5 mm以下的薄料启动时,梅钢1 420 mm 冷连轧机采用0.5 mm 厚带头的启动方式。根据启动前机架间带钢的实际情况分为两种:一是断带或检修后,热板厚带头启动,即1#~5#机架及卷取机上均为酸洗后的热板,以热板形式直接压下并启动轧机,在启动的过程中,热板的加工硬化系数会发生改变,厚度向目标值渐变减薄,同时必须保证出口速度的恒定及机架间张力的稳定,辊缝和辊速都在不断的调整,直到带钢达到目标厚度;二是生产过程中的正常停机后,冷轧带头启动,各机架带钢均为停机时对应厚度的冷板,再次启动从停机时各机架记忆轧制力开始,恒轧制力状态迅速切换到AGC 辊缝控制,已经轧制过的带钢调整达到目标厚度。这两种厚带头启动方式都可分为两次动态变规格过程:过程1,由启动时带钢实际厚度变至厚带头厚度0.5 mm 动态变规格过程;过程2,由0.5 mm厚带头变至目标厚度动态变规格过程。
针对厚带头启动两次动态变规格过程中,由于参数和控制方式的不合理,导致启动开腔(轧破)的现象时有发生。通过对厚带头启动开腔现象深入跟踪分析,发现主要影响因素包括以下几方面。
2.1 热板厚带头启动的轧制力设定精度原因
在热板厚带头启动过程中,L1系统需要读取当前L2模型计算得到的各机架轧制力设定值。带钢与轧辊之间的动态摩擦系数与L2模型设定所采用的稳态摩擦系数存在较大偏差,导致各机架轧制力与辊缝预报不准确,会引起启动过程瞬时秒流量不守恒,造成开腔。
2.2 负荷分配均衡问题
对酸轧模型来讲,厚带头启动控制是将当前带钢作为两段控制,即分别设置两个过程的目标设定值(0.5 mm和目标厚度),且计算的方法都采用正常的机理模型,区别在于使用的带钢目标厚度不同。模型将厚带头启动的过程1设定值(0.5 mm)与过程2(目标厚度)设定值发送到L1,用于轧机启动控制。此时存在两类由负荷分配均衡问题引起的厚带头启动开腔。第一类问题:在L2模型中,当前卷计算会遗传前一卷的人工干预数据。目前模型设计为,通过判断前一卷与当前卷的规格是否相同,决定是否继承上一卷人工干预的数据。若相同,原L2 计算模型会将某机架人工修改值继承给过程1(0.5 mm)的该机架负荷设定值,并在此基础上计算其他机架的过程一负荷设定值。然而,由于人工干预值是针对目标厚度来给定的,明显大于厚带头0.5 mm的设定值,故这种情况下厚带头启动会在过程一阶段开腔。第二类问题:1#或2#机架单独换其中一个机架工作辊时,由于换辊前后轧辊实际粗糙度差异大,而模型计算时仍需满足1#、2#机架轧制力平衡的要求,导致1#机架模型计算的负荷设定值超过50%(单换2#机架)或低于35%(单换1#机架)。这种特定情况下热板厚带头直接启动时,原L2 模型计算负荷设定值波动大容易导致启动开腔。
2.3 厚度控制增益匹配问题
在厚带头启动厚度控制过程中,厚带头启动过程2 中,带钢逐渐减薄,此时会出现由于AGC 调节速度偏慢,引起带钢厚度偏差与张力波动所导致的开腔,需要提高厚度控制的反应速度。
2.4 张力控制稳定性问题
厚带头启动过程开始时刻点为主令速度不为零瞬间,结束时刻点为1#机架的静态轧制点通过5#机架。轧机启动时,轧机的工况、轧辊特性、带钢的板形、带钢厚度偏差、轧制规程的各种参数变到设定值的过程变化量较大,会引起较大的张力波动。此时,当前L1系统所采用的比例积分张力控制超调量非常大,会造成瞬时张力调节失稳导致开腔。
3 厚带头启动过程工艺模型优化
3.1 热板厚带头启动的轧制力设定优化
针对热板厚带头启动的轧制力设定精度问题,在L1 程序中对启动前后的轧制力设定进行优化。为了防止启动瞬间开腔,刚开始压下靠辊时,在主速度未改变即认为0 时,按表1 中MRH=0 进行调整,此时轧机为恒轧制力控制。当主速度MRH不为零时,轧制力的比例按照表1 中MRH>0 的条件进行调整,此时轧机亦采用恒轧制力控制。
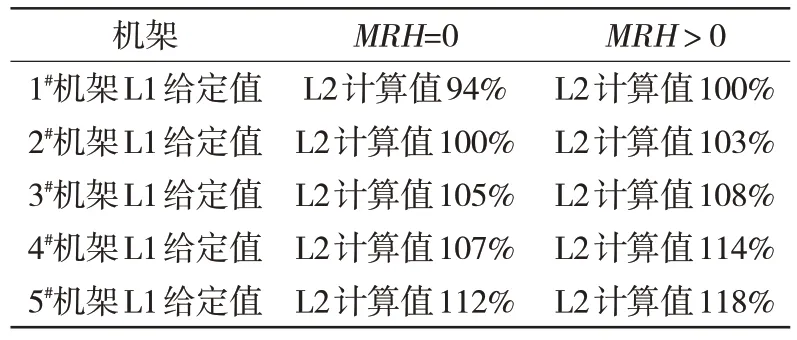
表1 热板厚带头启动前后轧制力优化
3.2 厚带头启动的负荷分配模型优化
针对前述第一类问题,优化人工干预数据的继承逻辑。优化前,如果前一钢卷与当前钢卷的规格相同,则直接继承上一卷人工干预的数据,如图1所示。由于人工干预值是针对目标厚度来给定的,明显大于厚带头0.5 mm的设定值,故这种情况下厚带头启动会在过程一阶段开腔。因此,针对厚带头启动计算在模型程序中增加逻辑判断:前一卷干预的设定值先保存在临时表中,进行厚带头过程1(0.5 mm)的设定值计算时不考虑,而对过程2(目标厚度)的设定值的计算时进行调整。优化后的各机架过程1(0.5 mm)的负荷设定值如图1所示。
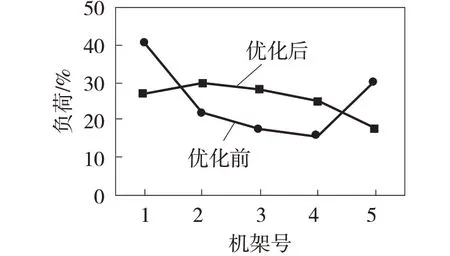
图1 优化前、后各机架人工干预继承负荷分配
针对前述第2 类问题,对L2 模型进行优化,实现负荷设定值波动自动补偿。
根据模型轧制力计算公式:
P=f(r,k,ten,ε,μ)×zp。
式中:P为轧制力,kN;r为辊径,mm;k为材料变形阻抗,MPa;ten为张力,MPa;ε为相对变形量(负荷);μ为摩擦系数;zp为轧制力自适应系数。
轧制力与摩擦系数μ和自适应系数zp成正比关系,则影响轧机负荷波动的主要因素有两个:轧制力自适应;换辊前后摩擦系数的波动。
以2#机架单独换辊为例加以说明。由于摩擦系数跟轧制数量相关,换辊后摩擦系数补偿从1.0变为1.3,2#机架计算轧制力增加。根据1#与2#机架轧制力平衡(0.98<P1/P2<1.02),此时P1/P2<0.98,则通过增加1#机架的负荷实施调整,所以1#机架的负荷会达到50%以上。
为了解决该负荷波动较大导致的启动开腔,对模型算法进行优化,增加1#机架轧制力平衡系数自动补偿技术。补偿原则为(SR1为1#机架的负荷,SR2为2#机架的负荷):1)(SR1-SR2)>3,自动降低1#机架轧制力平衡系数,模型重新计算;2)(SR1-SR2)<1,自动增加1#机架轧制力平衡系数,模型重新计算。
3.3 厚带头启动的厚度控制参数优化
为了防止厚带头启动过程2 中带钢厚度波动导致开腔,需要对厚度控制参数进行优化。在L1模型实施以下优化措施:1)通过调整厚度控制的斜率,加快自动厚度控制和动态变规格控制过程的调节速度;2)调整自动厚度控制系统AGC 的增益,让带钢在厚度变化过程中,特别是轧制带钢过薄的时候,增加AGC的动态调节增益,加快AGC的调节过程,让带钢的轧制超薄(厚度偏差负值)迅速向变厚(厚度偏差正值)的方向过渡。
3.4 厚带头启动张力控制模型优化
为了提高厚带头启动过程的张力控制稳定性,对张力控制模型进行优化。在轧机厚带头启动实际张力过渡到给定值的过程中,起始时刻张力偏差较大,原系统比例积分控制会调整相应马达反向动作,导致产生较大的张力超调值。因此,优化工作通过引进预测函数法预估张力的变化规律,在起动过程中使用预测函数,通过观测张力实际值,采用静态张力控制方式,以5#机架的速度基准来调节轧机入口张紧辊的速度、1#~4#机架的速度,从而使轧机段各段张力达到稳定控制。同时,对张力偏差使用差分式比例积分调节,提前抑制反向积分的作用,减小起动过程张力超调值。使用新的控制方法后,在实际张力过渡到设定张力的过程中,由于对张力控制调节回路的积分部分处理,限制积分部分的输出量,使张力的超调量降到合理的范围,避免因张力超调值过大导致轧机断带的故障。
此外,由于起动时的张力过大,在程序中增加厚带头启动时的张力调整程序。在起动瞬间,机架间的张力(即静态张力)投入为L2的设定值的70%,当出口5#机架的速度>48 m/min时,正常投入张力,即张力的设定为100%投入使用。
4 结 论
4.1 梅钢1 420 mm 冷连轧轧机厚带头启动开腔,主要是启动过程的L1/L2 模型设定不合理及L1 张力和厚度控制参数不合理导致。
4.2 在开腔原因分析基础上,提出了轧制力设定优化、负荷分配模型优化、厚度控制参数优化以及张力控制模型优化的厚带头启动过程工艺模型优化系列解决措施。
4.3 厚带头启动过程工艺模型优化措施实施后,全年开腔次数由优化前的74 次减少到18 次,开腔问题得到有效解决。
