10 MeV 电子加速器出束能量参数测量及其初步应用
2020-09-02赵延军吕均涛刘卫霞付玉宸
赵延军 吕均涛 刘卫霞 靖 坤 付玉宸 杨 磊
1(蓝孚医疗科技(山东)有限公司 济南250000)
2(烟台大学 烟台264005)
电子束加工技术在食品、调味品和农产品灭菌保鲜,药品和医疗用品消毒,粮食杀虫检疫,高分子材料、宝石和半导体改性等领域的应用日益广泛,近年来每年加速器上线量达数百台[1]。加速器作为电子束辐照源,具有方向集中、能量利用率高、辐射功率大、照射时间短、生产效率高、安全性好等优点,其最大瞬时剂量率比60Co γ射线源高出3~4 个数量级,同时也存在穿透能力较低而使测量货物尺寸受限,设备运行稳定性不够等不足[2]。
近年来山东蓝孚高能物理技术股份有限公司各辐照中心对10 MeV 电子加速器的应用日益增多[3],为完善设备检测用参数,进一步改善辐照加工工艺,提高货物加工质量和效率,同时也为方便与行业标准对接,有必要对电子束的能量和剂量参数进行详细测量和细致分析,建立起电子束能量、最佳穿透深度和不同材料的剂量不均匀性的自有规范,完善标准化生产。
本文基于国标[4-5],首先采用铝片叠层法测量深度-剂量分布曲线,通过电子射程(Rp)获得电子束最概然能量Ep,并利用中半值深度(R50)计算电子束平均能量Ea[6-7];其次根据加速器日常主要加工产品的成分和密度特点,选用4种密度差异大的典型均匀材料,获得相应深度剂量分布曲线,计算出材料的最佳穿透深度和剂量不均匀性,结合国标,对蓝孚电子加速器出束能量和剂量参数进行修订。
1 设备与材料
10 MeV/20 kW 直线电子加速器(山东蓝孚高能物理技术股份有限公司);722N可见光分光光度计(上海奥普勒仪器有限公司,已校准);B3薄膜剂量计(美国GEX公司,已校准)。自制国标叠层铝堆模体,PP 塑料板(无锡市胜特环保科技有限公司);装饰低密度板(山东高密市福泰木制品厂);PVC 泡沫板(邹平县利信塑料制品有限公司);PVC亚克力板(泰兴汤臣亚克力有限公司)。
2 电子束能量参数测试
能量测试采用国标铝堆模体,其纯铝薄片的厚度小于Rp/12,尺寸大于3Rp×3Rp,叠层的总厚度大于1.5Rp。铝片与薄膜剂量片交替夹放,剂量片在铝片上面,所有片的中轴线严格对准,构成能量测量模体。把模体放置在传输装置的中心,相对束窗的竖直距离60 cm,按照测量模体表面吸收剂量为15 kGy 的要求通过电子输出窗[8]。辐照结束后利用分光光度计读取吸收剂量值,测试共进行3次,计算各点的平均值。
深度-剂量分布曲线如图1所示。
从图1 可知,因出束电子能量接近10 MeV,在基本不考虑空气和剂量片真实厚度影响前提下,电子实际射程Rp≈19.28 mm,半值深度R50≈15.20 mm。由文献[5]实测经验公式可得到蓝孚直线电子加速器出束的最概然能量Ep=10.01 MeV,Ea=9.42 MeV;由文献[5]中相应蒙特卡罗方法模拟得经验公式值分别为Ep=9.67 MeV 和Ea=9.64 MeV,相对误差分别为3.36%和2.30%,符合国标[4-5]要求。由此确定了设备出束能量参数测量的有效性和精确度。
3 电子束工艺剂量参数测试
为进一步规范辐照工艺剂量[9],选取4种典型均匀材料:PP 塑料板(密度为0.95 g/cm3)、装饰低密度板(密度为0.78 g/cm3)、PVC泡沫板(密度为0.44 g/cm3)和PVC亚克力板(密度为0.31 g/cm3),其密度、元素成分分布在常见加工货物中具有典型代表性。现场照射时除替换为当前4 种材料外,受照模体的布置与铝堆模体类似,结果如表1 所示。相应深度-剂量分布曲线如图2(a)~(d)所示。
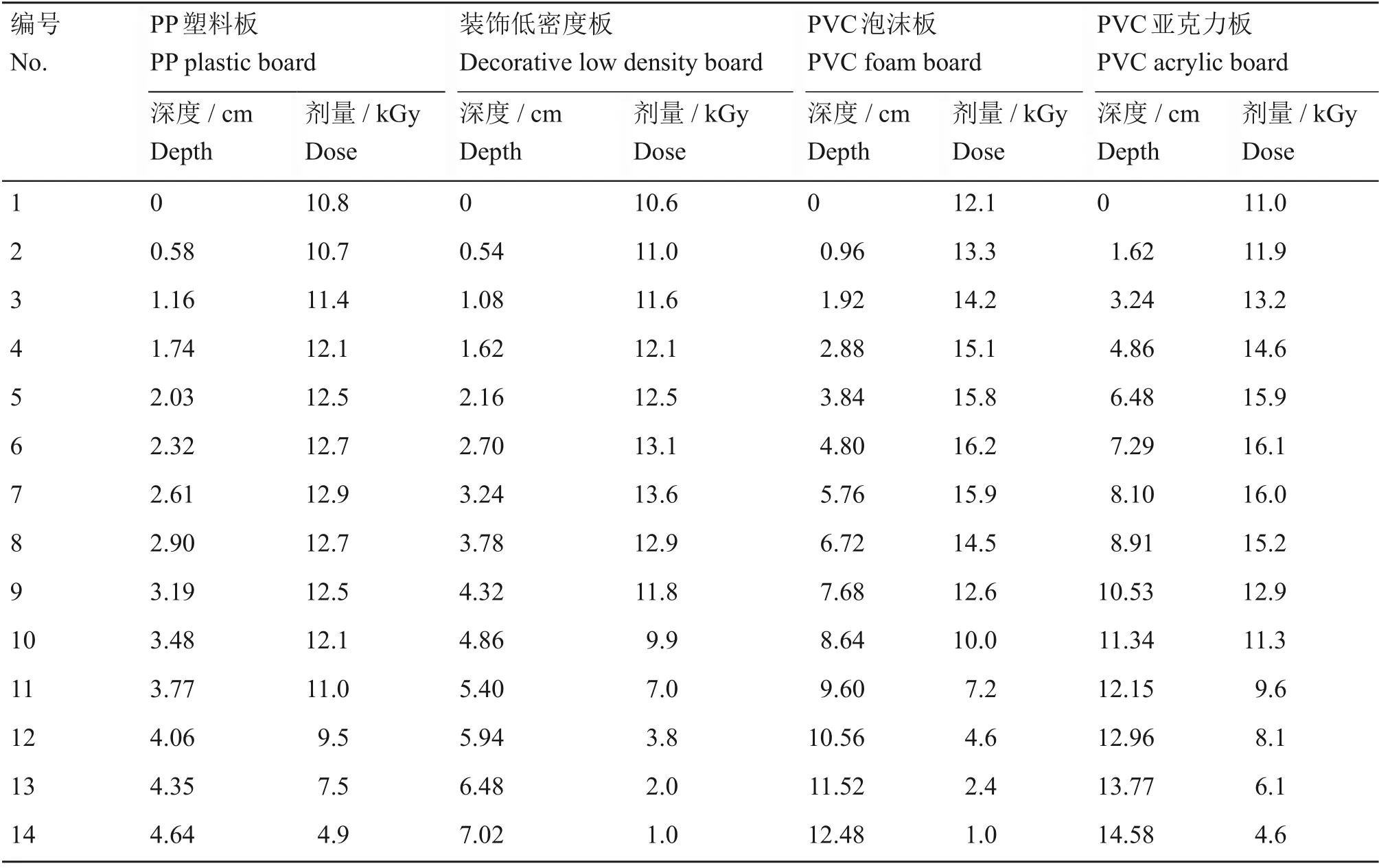
表1 测试用材料厚度及剂量Table 1 Thicknesses of test materials and the corresponding absorbed dose results
从表1和图2可知,电子加速器出束在辐照均匀材料中的深度吸收剂量分布曲线均服从如下规律:剂量随材料的深度而增加,在到达约电子射程的中点后,其剂量曲线迅速下降,但不同材料的剂量曲线间存在差别;这表明剂量同时受到出束能量参数、受照材料密度、成分原子组成等多个参数影响;完全通用于不同类型设备的工艺用公式是不存在的,需要具体设备具体测量和分析,每一台装置需要独立精确测量和标定。
在保证货物受照剂量不均匀度满足国标的前提下,进一步分析图2可得到电子束在4种材料中的核心剂量参数值:半值深度R50、单面最佳穿透深度和双面最佳穿透深度。同时再分别换算到基于水的标准单面穿透深度和标准双面穿透深度等,具体结果如表2所示。
从表2可知,标准单面穿透深度和标准双面穿透深度的数据约3.6 cm和8.8 cm,其标准差仅分别为9.3%和7.0%,这验证了在受照材料成分和密度相差不大的前提下,质量厚度保持不变的基本规律,并借此可推算成分相近而密度不同货物的最佳穿透深度值,而不需要频繁实测;同时也反映蓝孚加速器以平均能量为基准设定辐照工艺,更能准确反映产品的实际穿透深度。

表2 四种受照材料的最佳穿透厚度测量结果Table 2 Measurement results of the best penetration thickness of above four irradiated materials
4 电子束在不同材料中的剂量不均匀性测试
在上述工作基础上,货物中剂量分布情况即剂量不均匀度,按照国标定义,由最大剂量值和受照材料表面剂量相除即可,结果如表3所示。
以材料密度ρ和不均匀度DUR(记为RDU)为数据对,基于文献[10-12],本文利用二次多项式拟合方法得到经验关系式,曲线见图3。

从图3可知,电子束在不同密度的材料中剂量不均匀性是不同的且整体是单调递减函数,电子束剂量不均匀度随材料密度的减小而增大,由此可以推算不同密度材料的剂量不均匀性,通过数据库的形式编写一个程序,输入被辐照粉末或颗粒产品的密度和辐照深度,系统便可自动计算出该材料被辐照时的剂量不均匀度,从而可以快速确定并设定各类产品的辐照工艺和控制辐照,因此既保证了辐照质量,又提高了工作效率。

表3 四种受照材料的剂量不均匀度测量结果Table 3 Dose uniformity ratios of above four irradiated materials

图3 材料密度ρ与剂量不均匀度的拟合曲线Fig.3 Fitting curve for material density ρ with DUR
5 结论
本文测量、分析并得到了10 MeV直线电子加速器出束的系列核心能量和剂量参数,结果表明:电子束的穿透深度以平均能量为基本数据更具可靠性;电子束在不同密度的材料中剂量不均匀性是不同的,在材料密度为0.3~1.0 g/cm3材料中,电子束剂量不均匀性约为1.20~1.46,并随材料密度的减小而增大。以此为标定参数,结合国标,应用在加速器参数检测和辐照工艺应用中,可更好地控制辐照质量,提高加工效率,为实现加速器的辐照标准化生产打下基础。
