游标卡尺测量孔距的方法的适用性浅析
2020-08-31刘斌牟长军王立郑延帅
刘斌 牟长军 王立 郑延帅

摘要:针对游标卡尺自身的结构特点,对目前普遍采用的3种以游标卡尺测量孔距的方法及其产生的测量误差进行了详细分析;根据孔径测量的分析指出,对于孔径在6 mm以下的,方法二不会产生测量误差;最后,针对孔径测量中可能引起误差的其他问题进行了讨论分析,对于工程测量及检验具有重要的参考价值。
关键词:游标卡尺;误差;孔径
0 引言
游标卡尺作为工程上常用的通用量具,因其操作简单、测量快速且比较准确,在机械行业得到了广泛应用,主要用于工件的长度、深度、高度、内外孔径的测量。一般来说,最小规格为0~125 mm,最大规格为0~2 000 mm,其中0~125 mm和0~200 mm规格的卡尺基本外形如图1所示。下量爪也称外量爪,工作部分头部为刀口形,中后部为平面形状,主要用来测量外尺寸;上量爪也称内量爪,工作部分为刀口形,主要用来测量内尺寸。
本文针对工件孔距的测量,重点以游标卡尺测量孔距的方法为例,根据游标卡尺的结构特点并结合具体工件,对目前普遍采用的3种测量孔距方法的测量误差进行了研究与分析,最终指出了3种测量方法的适用性,对于工程测量及检验具有重要的参考价值。
1 游标卡尺测量孔距的方法
根据游标卡尺的结构特点,目前普遍采用的3种以游标卡尺测量孔距的方法分别为:
方法一:卡尺外量爪(测量外径的卡爪)测距值+孔径,即L0=L01+D0(孔径用内量爪测量)。
方法二:卡尺内量爪(测量內径的卡爪)测距值-孔径,即L0=L02-D0。
方法三:(卡尺外爪测距值+卡尺内爪测距值)/
2,即L0=(L01+L02)/2。
图2给出了两孔孔距L0的测量方法,图中孔径D0及尺寸L01、L02都为真值,上述3种方法所列的关系式也为真值的关系,但由于游标卡尺的结构特点,其实测量不到这些尺寸的真值,原因会在后面加以分析。
2 游标卡尺测量误差分析
2.1 外量爪测孔距的误差
由于游标卡尺的结构特点,外量爪有刃宽a,与圆周形成间隙δa,会造成测量误差,如图3所示。
间隙δa与孔径真值D0的关系:
由于δa的存在,实际无法获得L01的测量真值,测量得到的结果是L1,存在以下数学关系表达式:
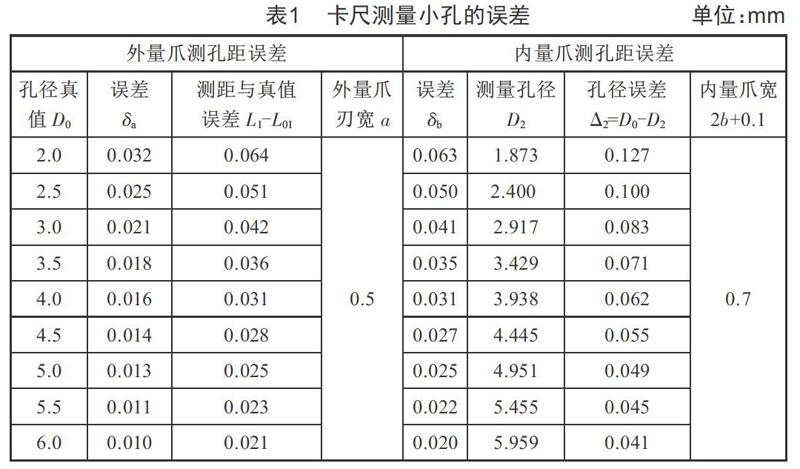
刃宽a与孔中心线对称,具体宽度值可以通过对实物的测量及文献给出的数据得到a=0.5 mm[1]。表1给出了D0在?准2~?准6范围时,其间隙δa导致的测量值与真值的误差。
2.2 内量爪测孔径的误差
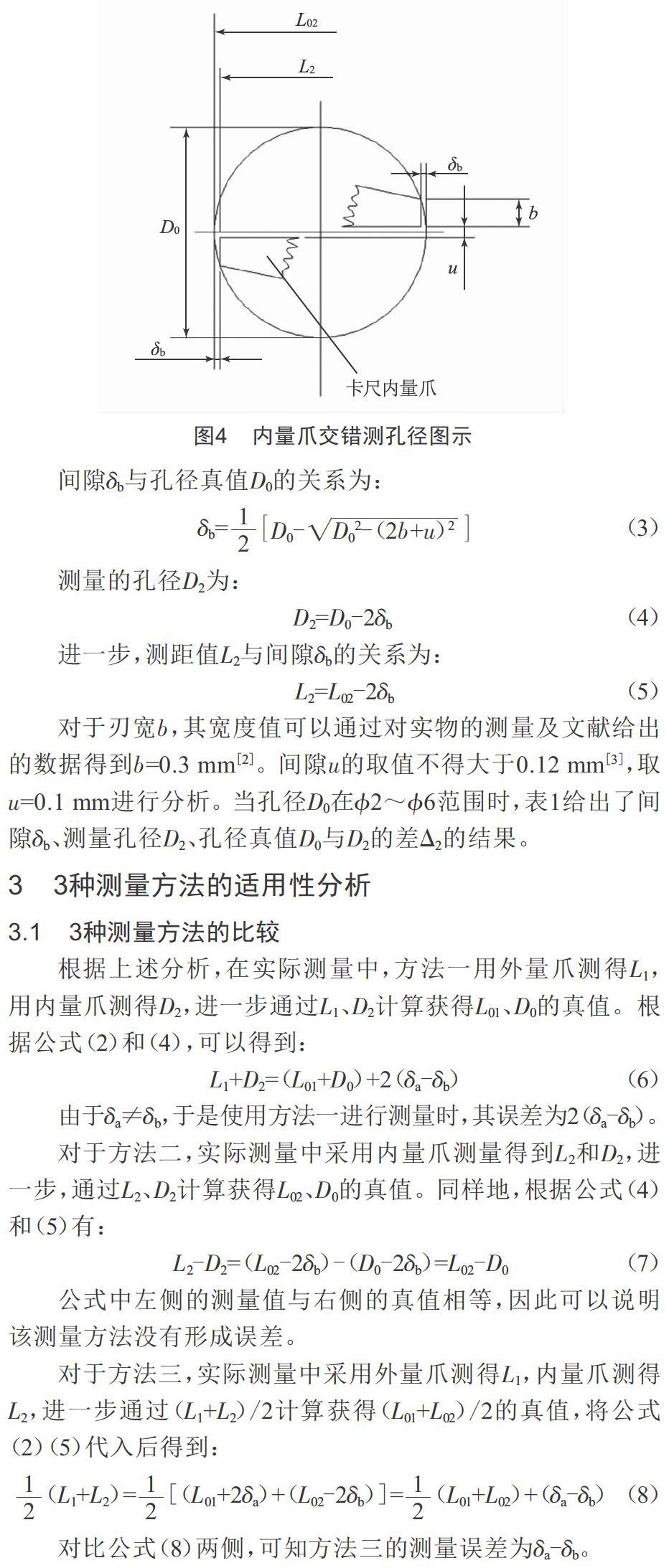
图4给出了两个内量爪交错测孔径的示意图。其中,刃宽为b,两测量爪平面间隙为u,测量刃与孔边交点宽度为2b+u,与孔圆周边形成间隙δb,造成了测量误差。
间隙δb与孔径真值D0的关系为:
测量的孔径D2为:
进一步,测距值L2与间隙δb的关系为:
对于刃宽b,其宽度值可以通过对实物的测量及文献给出的数据得到b=0.3 mm[2]。间隙u的取值不得大于0.12 mm[3],取u=0.1 mm进行分析。当孔径D0在?准2~?准6范围时,表1给出了间隙δb、测量孔径D2、孔径真值D0与D2的差Δ2的结果。
3 3种测量方法的适用性分析
3.1 3种测量方法的比较
根据上述分析,在实际测量中,方法一用外量爪测得L1,用内量爪测得D2,进一步通过L1、D2计算获得L01、D0的真值。根据公式(2)和(4),可以得到:
由于δa≠δb,于是使用方法一进行测量时,其误差为2(δa-δb)。
对于方法二,实际测量中采用内量爪测量得到L2和D2,进一步,通过L2、D2计算获得L02、D0的真值。同样地,根据公式(4)和(5)有:
公式中左侧的测量值与右侧的真值相等,因此可以说明该测量方法没有形成误差。
对于方法三,实际测量中采用外量爪测得L1,内量爪测得L2,进一步通过(L1+L2)/2计算获得(L01+L02)/2的真值,将公式(2)(5)代入后得到:
对比公式(8)两侧,可知方法三的测量误差为δa-δb。
综上所述,通过对3种测量孔距的方法进行分析对比可知,方法二在实际测量中不会形成测量误差,因此,在实际测量过程中可以优先使用。
3.2 孔径实际测量中的其他问题
对于图纸上两个相等的孔所构成的孔距,实际加工获得的孔径值也不可能相等,假设用d1和d2表示,按照上述方法一和方法二,孔径D2应取d1、d2的平均值,用内量爪测量得到d1、d2,于是有D2=(d1+d2)/2。因此,实际测量中,需对两个孔的孔径都进行测量。尤其是当遇到一些薄板上的锥形沉孔时,如底孔的圆柱段没有,此时测量孔距是以锥形沉孔的小孔为基准,而小孔端的边缘已是刀刃似的边,如图5所示。材料的不平度以及钻头向下沉孔的距离都会存在一定的差别,从而导致孔径d1、d2的差别变得很大。根据某产品的生产检验记录,图纸要求?准3,但实际加工得到的孔径可达?准3.3,因此,如果仅仅通过测量一个孔来计算孔距显然是不合理的。此外,在实际测量过程中还需要注意测量方向,由于孔边缘已是刀刃似的边,d1和d2圆度的形状误差也可能存在较大的差别,因此,当测量d1和d2孔径值时,应尽量选在两孔连线的方向,即L2的方向,从而最大程度减少测量误差。
另外,还需要值得注意的是,当测量的孔径较小时,方法一和方法三还存在不满足标准要求的情况[4],下面以方法一为例进行分析说明。
从表1可以看出,当孔径越小时,误差δa与δb的差值越大。比如在进行钣金件加工时,常常会出现?准3.5的孔。此时如果采用方法一进行孔径测量,根据公式(6)可知,测量误差为0.035 mm。
对于孔距偏差±0.1 mm的情况,如果使用0.02 mm分度值的游标卡尺,示读误差不小于卡尺的分度值[3,5],取示读误差0.02 mm,两者之和可达0.055 mm。也就是说,卡尺的结构特点导致在进行?准3.5孔测量时,采用方法一就可能会产生0.055 mm的误差。如果孔距偏差±0.1 mm,即公差0.2 mm,其测量误差与公差之比达0.275。
检验计量工具的自身误差占工件公差的比例分为三档——1/10、1/6、1/4,优先采用1/10档,其次采用1/6、1/4档[4]。1/4档为0.25,上述比例0.275連国标规定的最低档1/4都不能满足。如改用0.01 mm分度值的游标卡尺,此时其测量误差与公差之比为0.225,可以满足最低档,但还满足不了1/6档,更别说优先采用的1/10档。
对于孔距偏差±0.2 mm的情况,公差0.4 mm,用0.02 mm分度值的游标卡尺,误差0.055 mm与公差0.4 mm之比为0.138;即使采用0.01 mm分度值的游标卡尺进行测量,获得的误差0.045 mm与公差0.4 mm之比为0.113,也大于1/10档(0.1),没有达到优先采用1/10档的要求。
综上所述,对于?准6以下的孔,孔距偏差在±0.2 mm及以下时,孔距测量应首选方法二。需要注意的是,以上的推导分析适用于刀刃形测量爪的游标卡尺,对于圆弧式卡爪游标卡尺并不适用[3]。
4 结语
本文针对工件孔距的测量,针对游标卡尺自身的结构特点,详细介绍了目前普遍采用的3种以游标卡尺测量孔距的方法;在此基础上,对3种测量方法产生的误差进行了详细分析与讨论,指出文中所提到的测量方法二在实际测量中不会形成测量误差,应在实践中优先采用;最后,针对孔径实际检验测量过程中可能引起测量误差的其他问题进行了讨论分析,并给出了相关建议,对提高测量检验结果准确性起到了积极的指导作用。综上所述,本文的研究成果对于工程测量及检验具有重要的参考价值。
[参考文献]
[1] 顾建森.浅析孔间距的测量方法与误差[J].科技视界,2015(32):235.
[2] 高振亚,于冀平.保证卡尺内尺寸测量准确度问题的探讨[J].航空计测技术,1997,17(3):42-43.
[3] 游标、带表和数显卡尺:GB/T 21389—2008[S].
[4] 光滑工件尺寸的检验:GB/T 3177—1997[S].
[5] 游标类卡尺 通用技术条件:GB/T 1214.1—1996[S].
收稿日期:2020-04-20
作者简介:刘斌(1979—),男,山东武城人,高级工程师,主要从事电子设备结构设计工作。
