高压力活塞式液压缸缸体与铜套冷装工艺的研究及应用
2020-08-31曾满俊何远锋
曾满俊 何远锋

摘要:高压力活塞式液压缸的缸体与铜套为异种材料,二者之间为大过盈量配合,常规的装配工艺满足不了装配过盈量要求,导致了液压缸装配后缸体与铜套之间松动、液压油泄漏,影响了成套设备的安全运行。为确保装配过盈量,对液压缸铜套在不同温度下的热胀冷缩量进行了试验分析,选取了合适的冷冻设备,设定冷冻条件,规范组装工序,确保了大过盈量配合,满足了装配要求,组装效率也大幅提高。
关键词:冷装工艺;过盈配合;冷冻;装配
0 引言
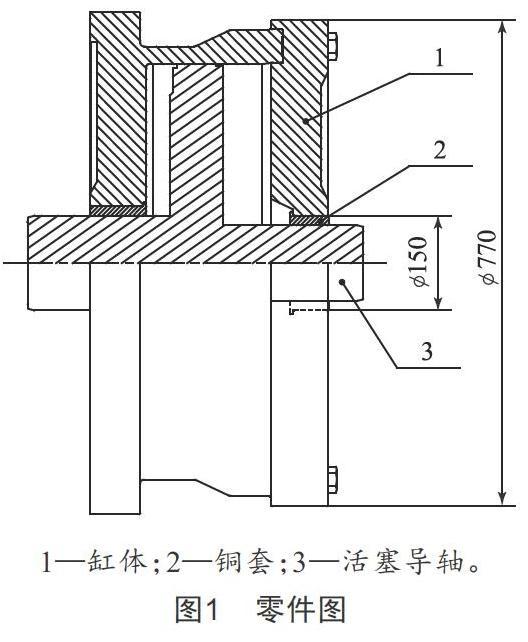
高压力活塞式液压缸是一种通过高压力液压油推动液压缸内部活塞往复运动,从而带动与活塞导轴相连接部件实现平稳往复运动的部件,在可调动叶式轴流风机等大型设备中广泛应用。若液压缸缸体与铜套之间的组装达不到大过盈配合的要求,缸体内部高压力液压油极易泄漏而使液压缸失效,影响成套设备的正常运行。如图1所示,本文对相对体积大的厚壁件缸体1与相对体积小的薄壁件铜套2之间进行装配时,如何实现大过盈量配合的装配工艺进行了研究分析,确定了一种简单高效的装配工艺,取得了良好的实际效果。
1 装配工艺分析
在传统的过盈配合装配中,热装和压装的装配方式因其方便实用得到了广泛应用。熱装的基本原理是热胀冷缩,通过加热带基孔的零件,基孔直径受热膨胀而增大,套入常温轴类零件实现。压装则是在常温状态下,将轴类零件强行压入基孔零部件内部,通过挤压方式实现过盈配合[1]。然而,此两种装配工艺,用于图1中相对体积大的厚壁件缸体与体积小的薄壁件铜套之间的装配,均不能满足过盈配合要求。
热装工艺广泛应用于带基孔、相对壁厚较小的薄壁零部件与轴类零部件过盈配合装配,对于图1中基孔尺寸小、壁厚相对大的缸体而言,加热不易得到理想的基孔尺寸,还极易造成缸体变形。另一方面,缸体为高强钢,铜套为铜合金。在热装过程中,铜套较高的热传导及热胀特性,极易造成在组装过程中,还未组装到位就因热胀效应而卡死,导致装配失败,铜套报废。
压装工艺在应用过程中,需要定制专用工装,使用专用压机,相互配合的零部件间材质硬度应尽可能接近,不然材质相对较软的零部件极易被刮削掉一部分母材。图1中的缸体与铜套就属于不同材质间的装配,材质相对较软的铜套(铜合金)压入材质相对硬的缸体(高强钢)基孔时,铜套会被刮削掉母材而无法得到理想的过盈配合。
为了达到理想的装配效果,最好的方法就是采用冷装工艺,将铜套冷却至一定温度,再装入缸体基孔内,依靠铜套的冷缩热胀达到过盈配合需求。然而,冷却介质液氮的温度在-180 ℃左右,对环境、设备、安全条件等提出了极高的要求,也不适于大批量使用[2]。为了获取更高效适用的方法,对铜套及缸体之间的冷装工艺条件进行了试验研究。
2 冷装工艺试验分析
为了得到不同规格铜套在不同温度下外径尺寸的变化,选取了规格为?准150、?准122、?准100的铜套,在不同的温度下,测量记录下各自的尺寸值,如表1、表2、表3所示。
通过以上数据进行推算,得出结论如下:
(1)外径?准150的铜套,温度每下降5 ℃,尺寸减小约为0.016 mm。
(2)外径?准122的铜套,温度每下降5 ℃,尺寸减小约为0.013 mm。
(3)外径?准100的铜套,温度每下降5 ℃,尺寸减小约为0.010 5 mm。
在高压力活塞式液压缸产品系列中,缸体与铜套之间的过盈配合量主要有两种:?准100的铜套与缸体配合的最大过盈量为0.093 mm;?准150的铜套与缸体配合的最大过盈量为0.125 mm。要满足这两种过盈配合要求,经过计算得到铜套冷却温度的变化量:
(1)?准100铜套冷却温度变化量Δt=(0.093÷0.010 5)×5≈44.29 ℃;
(2)?准150铜套冷却温度变化量Δt=(0.125÷0.016)×5≈39.06 ℃。
根据上述试验数据分析及理论推算,要满足液压缸缸体与铜套之间的最大过盈配合量,至少要保证铜套冷却时温度变化量为45 ℃。
3 冷装工艺的制定及实际应用
由于液压缸缸体与铜套组装时所处的环境温度不会低于10 ℃,只需要将铜套冷却至-35 ℃就能满足装配要求。为此,采用一台普通工业用冰箱(冷却温度达-40 ℃),实施方法如下:
(1)工业冰箱(-40 ℃)开机2 h,等待冰箱内部温度达到-40 ℃;
(2)将铜套放入冰箱,冷冻4 h以上,确保铜套冷缩到位;
(3)将冷冻的铜套取出,迅速放入液压缸缸体的基孔内,装配到位;
(4)待铜套温度自然上升到与缸体相同,形成过盈紧配合,满足装配要求。
工业冰箱冷却铜套方式方便实用,省去了液氮、干冰等常规冷却用介质的制备或采买,在制造过程中适用性很强。
4 结语
本文通过对高压力活塞式液压缸缸体与铜套这两种异种材料零部件装配过程中如何采用冷装工艺进行了试验研究,找到了有一种有针对性的适用性极强的冷装工艺,抛开了液氮、干冰等不易制备且具有安全隐患的冷却介质,适用性强,简单方便,在批量生产制造中效率高,是一种适用方便的冷装工艺。
[参考文献]
[1] 杨平,马驰.冷装工艺在减速机装配中的应用研究[J].机械工程师,2014(6):267-268.
[2] 包永刚.液氮冷缩装配的应用[J].四川水泥,2004(2):44.
收稿日期:2020-04-28
作者简介:曾满俊(1985—),男,四川广汉人,工程师,研究方向:机械设备装配及产品包装防护等。
