25万t大型矿砂船建造关键技术
2020-08-28钱海炜曹越新
钱海炜, 钱 娣, 曹越新
(1. 舟山长宏国际船舶修造有限公司, 浙江 舟山316052;2. 上海船舶工艺研究所, 上海 200032;3.常石(上海)船舶设计有限公司 秀山分公司, 浙江 舟山 316261)
0 引 言
随着船舶建造技术的逐步发展,特别是大型甚至超大型船舶的大规模建造,为提高船舶建造效率,提高各阶段设备、场地利用效率,造船工序提前使得分段划分、总段划分越来越趋向于大型化。25万t矿砂船分段、总段跨度大,质量重,数量多,因而在其设计和建造过程中,对吊装技术、精度控制、焊接工艺和单元模块化的研究和运用具有重要意义。
1 大型分段吊装技术
1.1 全船分段吊装分析
25万t矿砂船全船吊装统计如表1所示。

表1 25万t矿砂船全船吊装统计表
根据25万t矿砂船全船结构强度及各区域分段、总段质量、尺寸等可以分析得到,上层建筑整体吊装难度较大,涉及龙门吊的设计起吊能力和上层建筑本身的结构强度,因此在设计阶段优先考虑上层建筑整体吊装方案。
1.2 上层建筑整体吊装的优缺点
目前在国内各大船厂,万吨以上的船舶在建造过程中基本将上层建筑居住区各分段作为总段进行合龙,一次完成整体吊装[1]。
上层建筑整体吊装有以下几个优点:
(1) 可对上层建筑各分段进行提前总组合龙作业,将其作为一个整体一次性吊装至主船体上进行合龙,既节省吊装次数,又降低合龙难度,尽可能地减少船舶建造所占用的坞期,同时扩大和加长了上层建筑内船体制造、电气安装、管系安装与铁舾装等30多个工种的作业面和作业周期。
(2) 上层建筑整体吊装也可相对降低高空作业量,方便材料的运输。
(3) 减少与机舱作业工种因相互干扰而产生的矛盾。
上层建筑整体吊装也有如下缺点:
(1) 整体吊装质量较大,要求起重能力较强。
(2) 整体吊装对结构强度要求较高,对于上层建筑板薄结构弱的特点需更注意局部加强。
1.3 吊装配钩设计
根据上述准备工作和900 t吊车的性能参数,编制配钩设计图,如图1所示。

图1 上层建筑整体吊装900 t龙门吊配钩示例
1.4 有限元分析
由于上层建筑整体结构薄弱,通过MSC.Patran对整体吊装强度进行有限元分析校核。根据25万t 矿砂船上层建筑吊装方案和900 t龙门吊使用参数,吊排布置在C甲板,桥楼甲板左右舷距中14 400 mm 处。左舷吊排对应龙门吊1#与2#吊钩,共8 个吊点;右舷吊排对应龙门吊3#吊钩,共9个吊点。
有限元模型如图2所示。

图2 上层建筑整体吊装有限元模型
根据吊装前结构在自重作用下的响应,在型深方向施加惯性载荷时,上层建筑结构承受的应力最大[2],其中应力读取von Mises应力和最大剪应力。分析结果如图3和图4所示。
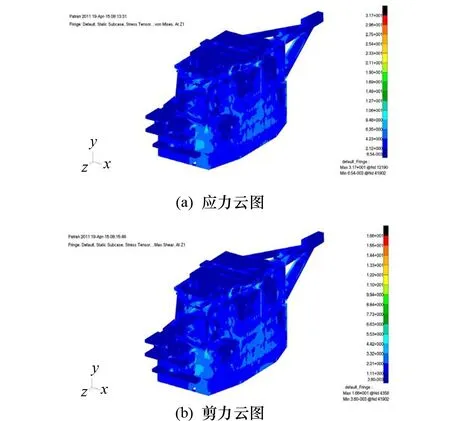
图3 上层建筑整体吊装应力云图和剪力云图

图4 上层建筑整体吊装变形云图
根据分析结果,在整体吊装时上层建筑结构的最大应力为 31.7 MPa,最大剪应力为16.6 MPa,最大变形为9.44 mm。上层建筑结构的最大应力、最大剪应力和最大变形都较小,满足强度要求,无需对结构进行加强。
2 全船精度控制技术
船舶建造精度控制是船舶制造企业管理的重要组成部分,随着船舶所有人的要求越来越严格,各船企对精度控制也越发重视。全船精度控制是对船舶建造过程实行全程的尺寸控制,保证制造尺寸处于标准公差范围内,避免后期整改,使船舶质量得到保证,有效地降低船企的生产成本。
2.1 整体精度控制
根据现有精度控制体系、设备设施能力和船体结构,划分总段,梳理25万t矿砂船精度控制目标,并在设计阶段逐步落实到加工、制造、总组和搭载各阶段,逐步研究各阶段最有效、成本最低的精度控制方法,达到提高精度控制的目的,高质量地完成精度控制任务。
25万t矿砂船的精度管理方案如表2所示。

表2 25万t矿砂船整船精度控制情况
由表2可知:25万t矿砂船全船各分段的裕量率为20.51%,补偿裕量率为25.21%,总段切割裕量率为45.30%,搭载切割裕量率为8.97%。相对地,该船各分段无裕量率为79.49%、无补偿裕量率为74.79%、无总段切割裕量率为54.70%、无搭载切割裕量率为91.03%。在设计期间确定整船分段的裕量和补偿量加放方案,提高无裕量率,能有效地缩短分段、总段和搭载周期。
2.2 船舶建造精度控制
船舶建造过程中的精度控制方法主要有以下几种:
(1) 基准对合线。基准对合线是指在船舶船体生产设计阶段,把设计选定的水线、纵剖线和肋位线在模型中建立,零件对合线下料以喷粉的形式体现,分段对合线以洋冲的形式体现,在船体零件装配和分段搭载过程中,对合线对于装配和搭载的精度控制具有重要的作用。
(2) 裕量、补偿量和收缩量。裕量是对船体合龙时分段或者总段之间的预留修割量, 根据实际搭载情况修割;补偿量的加放是对船体合龙的裕量进行预估,抵消在合龙期间装配和焊接的收缩,以保证搭载精度,减少裕量修割[3];对船体分段组装焊接收缩量的加放可保证组装完成后分段的尺寸精度。
(3) 变形和反变形。切割和焊接由于机械因素和物理因素会使板材产生变形,预先实行变形和反变形工艺,对套料、切割和焊接装配的优化可有效控制板材切割和焊接的误差。
(4) 保形模板。保形模板是指在带曲形外板的分段首尾,增加外板线形模板:一是有助于检验外板加工精度,及时调整加工误差;二是可有效保证分段合龙口结构强度,减少运输和吊装过程中的变形,提高分段合龙精度。保形模板如图5所示。

图5 25万t矿砂船分段保形模板示例
船舶建造精度控制主要分为以下几个阶段:
(1) 加工零件阶段。在该阶段有板材下料、型材下料、成型加工和坡口加工这几道工序,主要是为了保证零件的精度,使零件在装配时不会对船体产生太大的影响。该阶段控制标准的主要检验内容是检査零件切割面的光滑程度和尺寸,保证零件的宽度、高度、角度等全部符合装配标准。
(2) 装配阶段。该阶段对装配工艺流程和装配重点进行监督和控制,如:检验T型材腹板的直线度,确保T型材符合加工精度标准;检验装配时各板材的焊接情况,保证焊接尺寸,确保焊接零件的装配间隙;对装配后的对合线、中心线进行精度检验,保证装配拼板可达到精度标准。
(3) 船坞合龙阶段。在该阶段将零件、组件、分段、总段的部件进行合龙焊接,最终形成完整的船体。该阶段的精度控制须保证船体基准段的定位精度与总段和分段的定位精度相吻合,确保相关精度符合标准之后再进行船体合龙[4]。
3 焊接工艺
3.1 厚板药芯焊丝电弧焊焊接及不锈钢管焊接工艺
根据焊接工艺规程,结合25万t矿砂船的相关详细设计图纸,制订需要增加的焊接工艺评定规程清单,然后再根据焊接设备和相关标准,制订相应的焊接参数和焊接工艺。
(1) 厚板药芯焊丝电弧焊焊接。本船主机座面板厚度为70 mm,涉及药芯焊丝电弧焊对接焊缝,需增加能覆盖70 mm的焊接工艺评定,制订的坡口形式及参数如图6和表3所示,船级社认证覆盖厚度范围为25~100 mm,材质分别为A、B、D、E、AH32、DH32、EH32、AH36、DH36、EH36。

图6 厚板药芯焊丝电弧焊焊接坡口形式

表3 厚板药芯焊丝电弧焊焊接参数
(2) 不锈钢管焊接。本船还需增加DNV-SUS 316L不锈钢管的对接焊焊接工艺评定,对于要求单面焊双面成型的不锈钢管子拼缝,焊前管子内充氩气保护,并采用钨极氩弧焊焊接。Φ60× 3 mm的不锈钢管的坡口形式和焊接参数如图7和表4所示,船级社认证覆盖管子厚度范围为25~100 mm,材质分别为SUS316L、SUS316、SUS304L、SUS304。

图7 不锈钢管焊接坡口形式

表4 不锈钢管钨极氩焊焊接参数
3.2 采取焊前预热措施
预热可降低焊接接头的冷却速度,使焊接接头热影响区的温度梯度得以降低,并在较宽的范围内均匀分布,从而减小由温差造成的焊接应力。对于大厚度板,尤其是对于高强度船体结构,焊前预热是提高焊接内在质量的有效措施。一般对于30 mm以上的高强度钢焊前预热120~160 ℃,焊接时层间温度控制在120~250 ℃,焊接质量良好。
3.3 全面推进自动焊焊接工艺
考虑到该船在建造时有较多部位采用CO2衬垫单面立焊工艺,由于厚板立向对接焊操作本身是一大考验,且厚板焊接又需预热,建议采用CO2自动立向对接焊工艺。通过对坡口形式、喷嘴、导电嘴的改进和使用专用轨道小车,厚板立向对接焊由CO2半自动焊向自动化、机械化迈进,船在船坞内焊接机械化率达100%,抗扭梁、舱口围区域焊接自动化率达75%,可有效缩短建造周期,确保焊接质量发挥巨大的作用。
3.4 厚板气电垂直自动焊的应用
气电垂直自动焊是一种高效、先进的焊接方法,目前国内各大船企已普遍使用。目前垂直气电焊法采用的焊接装置只适用于9~32 mm的钢板,无法全面满足大型集装箱船的建造需要。为使气电垂直自动焊得到更好的运用,对垂直气电焊法的焊接装置实施两方面的改进:(1)利用原垂直气电焊焊接装置摆动机构将单一的前后摆动改进成既能用于第1层打底时前后摆动,又能满足后续焊沿坡口宽度方向的横向摆动,从而确保厚板多层垂直气电焊法焊接的需要;(2)对第1层和第2层焊缝烧焊时成形铜滑块的形状进行特殊设计,由此解决不同焊层的焊缝成形问题,最终取得良好的效果。
4 模块化设计与施工技术
随着现代化船舶设计与建造模式的发展,模块化设计与建造逐渐在各大船厂中得到推广与运用。在舾装生产设计时,将相应设备和管道合理布置成单元模块,可有效提高预舾装率,保证船舶壳、舾、涂一体化的完整性。
本船一共划分了30个单元,底部、下平台、上平台和烟囱围井区域均有单元分布。单元模块设计体积较大(最长达13 m)、质量较大(最大达40 t),且设计完整性较高。单元模块制作难度较大,需场地设施、起重装备等合理布置调配,技术中心协同模块制作部门、现场起重部门联合制定模块建造加强方案、模块吊装方案。单元模块设计如图8所示。现场制作如图9所示。

图8 单元模块设计图

图9 单元模块现场制作与吊装
模块化设计及应用可使机舱总组单元在船体分段还未上船台时就提前组装完工。如果组装的机舱单元达到了一定数量的“库存量”,可彻底改变以往管子设备安装无秩序争道的施工现象,降低船台(船坞)管子舾装的难度,缩短装配周期,减少生产费用。
5 总 结
25万t大型矿砂船建造技术产业化应用可缩短分段、总段建造周期约30 d,缩短船坞搭载周期约20 d,提高全船无裕量搭载率5%,可实现大型分段、总段吊装技术、精度控制技术和模块化技术的变革,带来建造工艺上的进步。优化吊装方案可减少吊装次数;采用精度控制技术可减少现场总组、搭载施工裕量修割或返工,提高造船效率,减少资源消耗,从而缩短建造周期、节约造船成本并提高造船企业产值。
