转杯纺纺制纯聚酰亚胺纱工艺研究
2020-08-26李俊玲张小云
丁 倩 ,李俊玲 ,潘 涛 ,江 慧 ,张小云 ,汪 军
(1.东华大学 纺织学院,上海 201620;2.中国纺织科学研究院 江南分院,浙江 绍兴 312071)
0 引言
聚酰亚胺纤维因酰亚胺环特征结构的存在,其热稳定性、介电性能、生物相容性较高,具有耐高温辐射、高强高模等优异性能[1]。由于技术垄断等因素使其价格较高,影响了聚酰亚胺纤维服用及装饰用产品的开发[2]。陈培玉等曾采用环锭纺技术将聚酰亚胺纤维和粘胶纤维进行混纺,试织7种不同混纺比纱线的织物,通过对其进行热学性能、力学性能和舒适性能等测试分析,得出粘胶纤维/聚酰亚胺纤维在30/70的混纺比例下模糊综合评价指标较高的结论[3];贺梦娟等曾以聚酰亚胺长丝为原料,采用空气变形方法制备出聚酰亚胺空气变形纱,并对不同超喂比的聚酰亚胺长丝空气变形纱进行了力学性能分析、纱线结构形态观察等研究,探索适合的加工参数[4];付立凡曾采用赛络纺技术纺制了聚酰亚胺纱线,为减少聚酰亚胺纤维的摩擦对其进行了喷油雾处理[5],但由于细纱工序的影响因素众多,因此成纱质量很难保证稳定。
笔者利用转杯纺技术开发棉型聚酰亚胺纤维的纱线产品,为探索其可纺性,扩大转杯纺纱产品品种。在对假捻盘和分梳辊组合进行优选的基础上,使用正交试验方法对转杯纺工艺进行优化,最终得到适合的纺纱工艺参数。
1 分梳辊和假捻盘组合优选
1.1 原料性能
长春高崎聚酰亚胺材料有限公司棉型聚酰亚胺纤维,长度为38 mm,线密度为1.67 dtex,密度为1.44 g/cm3,断裂强度为3.1 GPa,伸长率为2%。
1.2 纺纱条件
试验选用DHU Z01型转杯纺纱试验机,转杯直径为54 mm,分梳辊直径为65 mm,纺纱设计的线密度为36.4 tex,熟条定量为14.5 g/(5 m),设计捻系数为330,转杯转速为40 kr/min,分梳辊转速为4 kr/min,实验室温度为20 ℃。
1.3 分梳辊和假捻盘型式规格
选用3种分梳辊和2种假捻盘,组合得到6组试验方案。分梳辊用齿条参数见图1和表1,假捻盘参数见表2[6]。
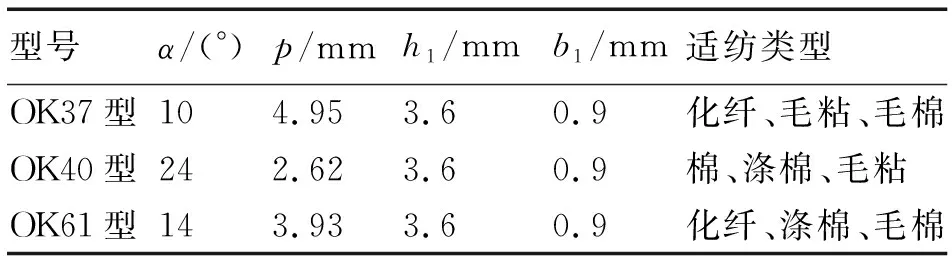
表1 不同型号分梳辊参数
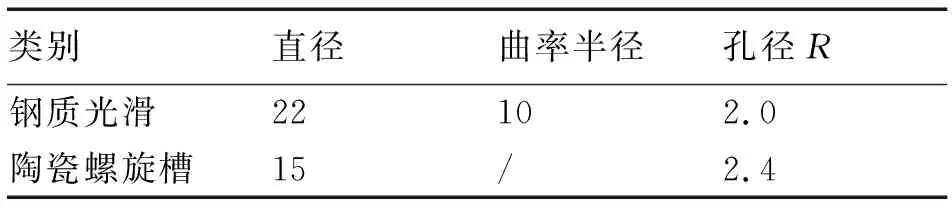
表2 不同类别假捻盘参数单位:mm
1.4 纺纱试验设计与结果
试验方案设计见表3,6个方案均在恒温恒湿标准环境下进行测试。选取9项指标评定各方案成纱质量:3 mm毛羽根数、条干CV值、细节、粗节、棉结、断裂强力、断裂功、伸长率和伸长CV值[7]。
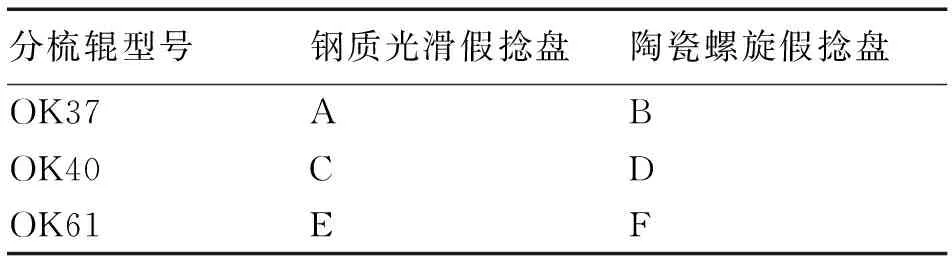
表3 试验设计方案
采用YG172型毛羽测试仪,每管纱线测量10次,每次测量长度为10 m,取平均值。采用YG061-1500型电子单纱强力仪,测量长度为500 mm,测试速度为500 mm/min,每管测试10次,取平均值。采用YG135G型条干均匀度测试分析仪,测试长度为50 m,每管测试10次,取平均值。各方案测试结果见表4。
1.5 模糊决策排序
采用Borda数法[8],论域U={U1,U2,U3,U4,U5,U6}={A,B,C,D,E,F};团体X={毛羽,条干,细节,粗节,棉结,断裂强力,断裂强力CV值,断裂功,伸长率,伸长CV值}。根据对各指标的权重分配数据,得到各方案的Borda数为U1=1.46,U2=2.06,U3=3.32,U4=4.22,U5=2.62,U6=0.74,重新排序结果为U4,U3,U5,U2,U1,U6,即D组合的纺纱质量最优。
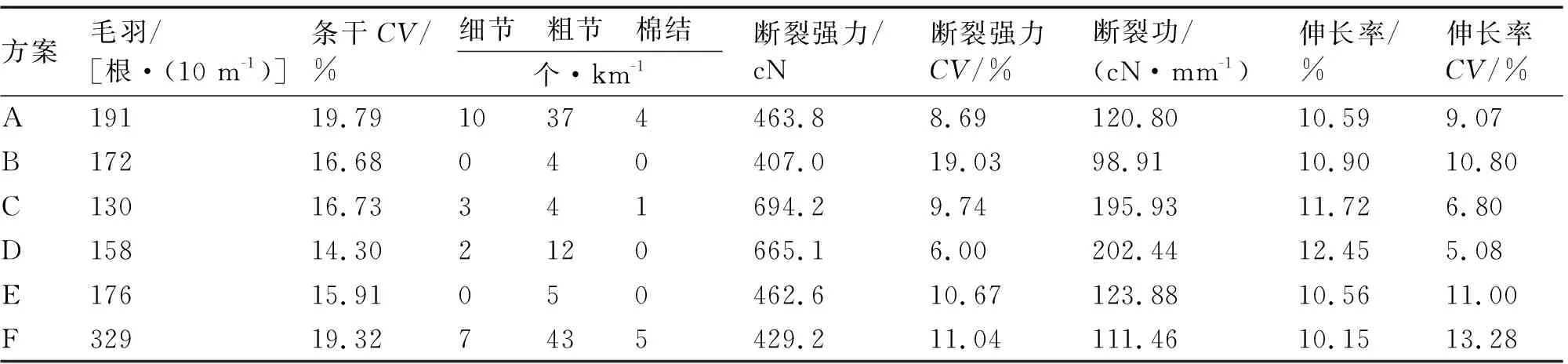
表4 不同方案试纺纱线质量指标
2 正交试验设计
2.1 试验条件
利用转杯纺纱优选结果,选用OK40型分梳辊和陶瓷螺旋假捻盘进一步做纺纱试验。
2.2 试验设计
在转杯纺纱工艺参数配置中,捻系数a、转杯速度b及分梳辊速度c是影响成纱质量最重要的工艺参数[9]。故选择此3者作为试验因子,确定水平编码表和实验安排,见表5和表6。
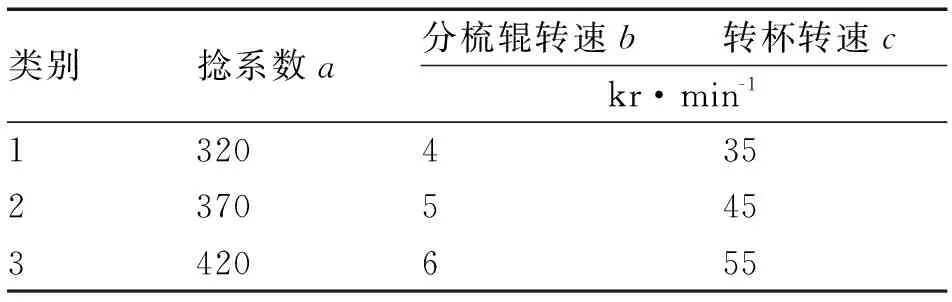
表5 正交试验水平编码
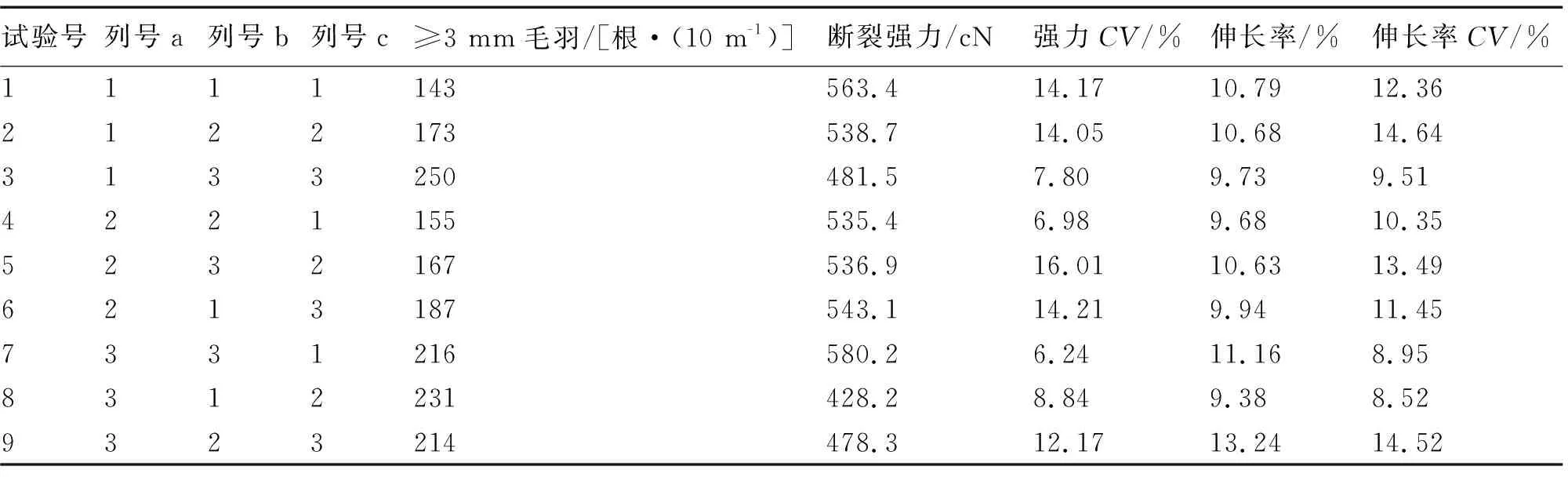
表6 转杯纺工艺参数正交试验
采用正交表直观分析法分析表6,可得出影响纱线指标的因素顺序和最佳纺纱工艺,见表7。
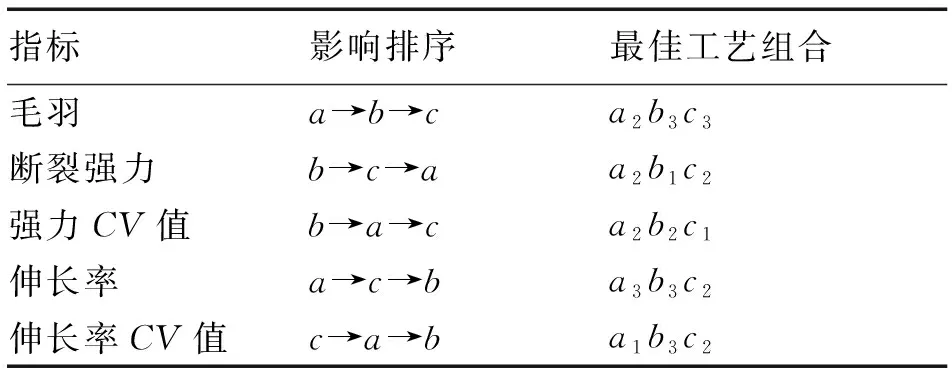
表7 纱线指标影响因素排序和最佳工艺组合
由表7可知,影响纱线性能5个首要指标中a,b各占2组,c占1组;次要指标a占2组,c占2组,b占1组;综合影响纱线性能的因素顺序为a→b→c。最佳工艺组合中,a因素中水平2占3个指标,b因素的水平3占3个指标,c因素的水平2也占了3个指标;综合考虑最佳纺纱工艺组合为a2b3c2,即捻系数为370,分梳辊转速为6 kr/min,转杯转速为45 kr/min。
3 结论
3.1利用转杯纺纺制棉型聚酰亚胺纤维纯纺纱工艺可行,OK40型分梳辊和陶瓷螺旋假捻盘组合试纺出的纱线能达到相对优良的质量水平。
3.2纺纱捻系数的选择,分梳辊和转杯转速的合理搭配,对成纱质量有明显影响。通过试验对比,发现纺棉型聚酰亚胺纤维纯纺纱时,影响纱线质量的因素顺序为捻系数、分梳辊转速和转杯转速,优化后的工艺组合捻系数为370,分梳辊转速为6 kr/min,转杯转速为45 kr/min。
3.3假捻盘、分梳辊等器材专件的类型也影响转杯纺纱线质量,但各自对成纱质量的影响有侧重。
