特殊造型侧围外板加油口处冲压工艺分析
2020-08-24赵子海廖小刚江克洪
赵子海,缴 平,廖小刚,王 伟,王 健,江克洪
(浙江吉利汽车集团 制造工程(ME)中心,浙江 慈溪 315300)
0 引言
侧围外板是汽车车身最大、最复杂的外覆盖件,其外观面较多,加油口处更是消费者容易看到的外观面,其外观质量直接影响整车的外观感知。采用合理的冲压工艺及模具结构,再利用CAE软件进行辅助预测,可有效预防侧围冲压件加油口处产生的外观缺陷。
1 常见的侧围加油口处形状及工艺方案
1.1 常见的加油口处形状
一般加油口设计在比较平缓的A面上,深度一般为12 mm;孔尺寸公差较小,精度要求较高;顶部都是外观A面,顶部与加油口有间隙面差要求;侧壁拔模角度车身Y方向为3°~5°,加油口处典型形状如图1所示。

图1 加油口处典型形状
1.2 常见的加油口处冲压工艺方案
侧围加油口处典型的成形工艺为拉深(加油口处按照A面光顺连接)、预冲孔、整形、精冲孔4道工序,如图2所示。
有些企业成形侧围加油口处采用先预拉深一部分,再整形预冲孔、精冲孔3道工序的方案,此方案存在拉深时易产生A面缺陷。拉深产生的凹坑缺陷只能在整形工序消除,在下模加油口整形凹模对应A面缺陷处进行隆起,上模压料芯进行强压处理来优化,对钳工水平要求较高,且最终缺陷不易消除,缺陷如图3所示。

图2 侧围加油口处典型工艺方案

图3 侧围加油口处预拉深时产生凹坑缺陷
2 特殊造型加油口处冲压工艺方案
2.1 特殊造型加油口形状
图4所示是某车型的侧围外板,加油口在主腰线上下两侧,且主腰线处起伏较大,加油口侧壁相对车身Y方向存在拔模角,上部为20°,下部为3°,以保证整形过程中下模零件的强度。

图4 某车型侧围外板
2.2 特殊造型加油口处初始工艺方案及缺陷分析
特殊造型加油口处初始工艺方案为拉深(加油口处按照A面光顺连接)、预冲孔、整形、侧精冲孔4道工序完成。实际模具调试时,加油口处上部两角部靠近三角窗处,存在凹坑面品缺陷,如图5圆圈处所示,属于Audit打分B50不可接受缺陷,必须对缺陷问题进行分析及优化处理。
缺陷原因分析如下。
(1)加油口处拐角轮廓半径太小,且拐角轮廓为凹轮廓,整形过程为缺料整形。整形过程中材料流动不均匀,引起A面轻微变形,该零件初始时R为35 mm,经CAE分析对比和以往经验,此处拐角半径最小R为40 mm较合理。
(2)加油口上部拔模角20°,整形时整形刀块周圈做3°回弹补偿,补偿后上部侧壁与冲压方向夹角为17°,整形刀块初始接触板料,离压料芯远,刀块下行过程中,板料受到整形刀块的力,分解为向下和向侧壁的力,如果压料芯压料力不足或压料芯研合面较差时,都会造成材料失控,引起A面变形,如图6所示。
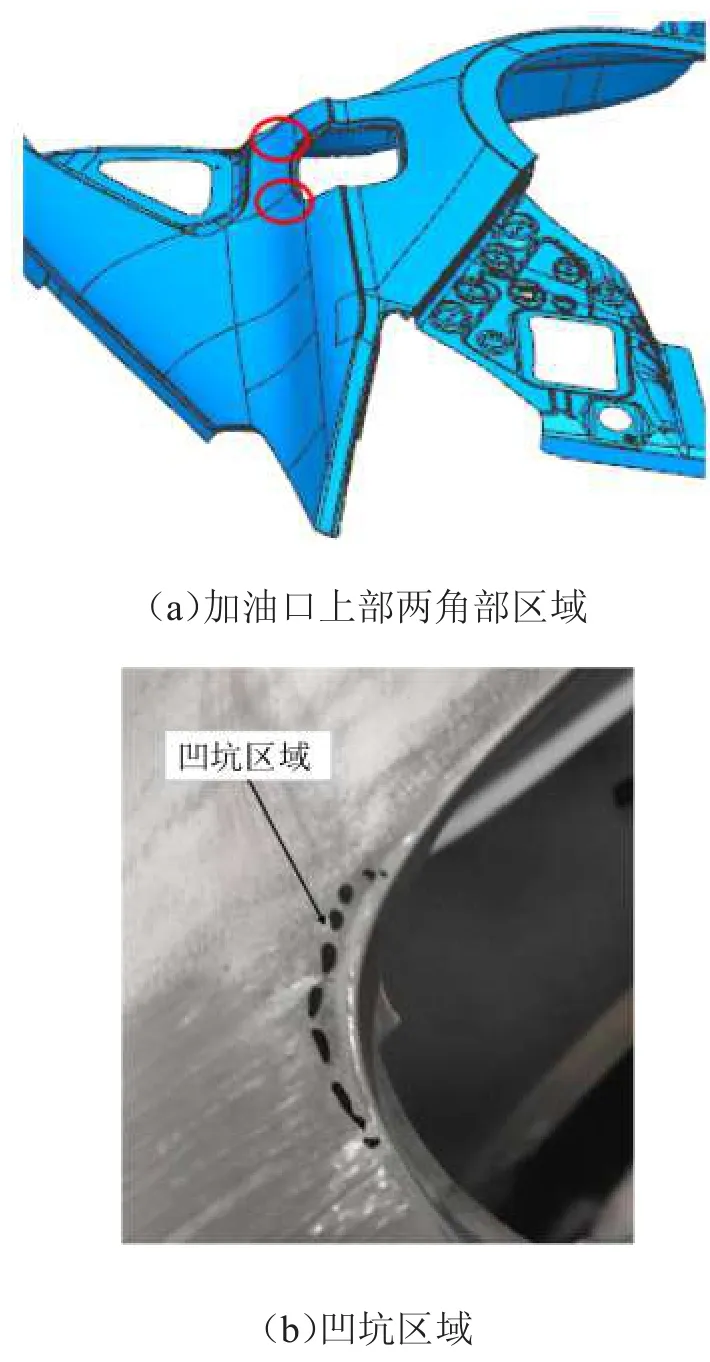
图5 侧围加油口区域凹坑缺陷
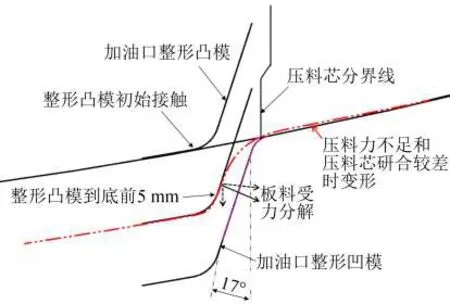
图6 加油口处整形产生缺陷原因
因零件结构已经定型,拐角半径无法更改,只能在冲压工艺和结构上进行优化,通过减小预冲孔的孔径10 mm,整形工序采用下凸模隆起和上压料芯强压的方案,经过持续优化后,此A面缺陷减轻到可接受范围。
2.3 特殊造型加油口处新工艺和结构处理措施
2.3.1 特殊造型加油口处的新工艺
新项目车型有一款与此造型相似的车型,如图7所示。新车型加油口处采用的新工艺为拉深(预拉深局部后工序无法修边处)、预冲孔(局部精冲)、整形(拔模角小的部位完全整形,拔模角大的部位只整形上R角)、侧整形(按照拔模角大的方向进行侧整)、精冲孔共5道工序完成,如图8和图9所示。增加侧整形的目的是为了侧整形方向与加油口侧壁平行整形,避免整形时A面产生缺陷,此工艺方案适用于侧围外板可以布置5~6道工序的企业。

图7 某相似车型侧围外板

图8 加油口处新工艺方案
2.3.2 新工艺做加工数据时的预防措施
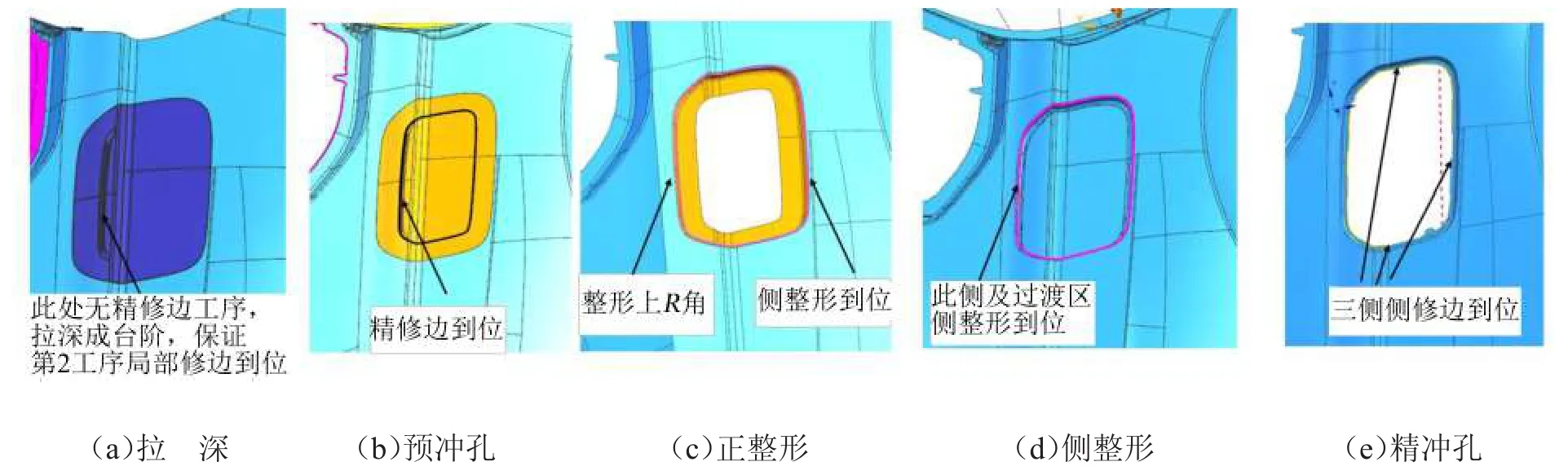
图9 加油口处成形工序
加油口处拐角半径要求最小R=40 mm,加油口侧壁拔模角相对整形方向建议值为3°~5°,整形及侧整形时采用回弹补偿,加工数模设计侧壁与冲压方向平行,如图10所示。

图10 加油口处模具零件加工数据处理
加油口处压料芯与整形刀块间隙为0.3 mm,压料芯与上模座间需增加导柱和导板复合导向,以减轻整形刀块回程时的材料变形,如图11所示。

图11 加油口处压料芯与整形刀块间隙要求
加油口处压料芯局部增加镶件,镶件下加厚5 mm的垫片,便于强压研合,对应压料芯镶件下氮气缸尽量多布置,如图12所示。
按照上述加油口A面缺陷解决措施处理加工数据后进行CAE油石分析,结果如图13所示,采取措施后A面缺陷达到可接受的范围。
侧整形加油口模具结构如图14所示,下模采用斜楔结构,上模采用驱动块装在压料芯上的隐藏式斜楔。

图12 加油口处压料芯镶件处理

图13 CAE油石分析结果对比
按上述方案对模具结构进行处理后,加油口处表面质量得到较好的改善,油石检查及高亮油光照检查,Audit打分C10,达到质量要求,如图15所示。

图14 加油口处侧整形模结构
3 结束语
针对侧围外板加油口处进行冲压工艺分析和缺陷预防措施,根据零件不同的形状特点,采用不同的工艺方案,并在模具结构和加工数据阶段进行缺陷预防,提升了零件成形质量,缩短了模具开发周期和减少了开发成本。

图15 加油口处成形效果
