EH36-Z35钢在低温环境中的焊接冷裂纹敏感性
2020-08-22晓1李立新1刘译洋孔海君
卓 晓1,李立新1,李 弟,刘译洋,孔海君,赵 丹
(1.河北科技大学材料科学与工程学院,石家庄 050000; 2.渤海造船厂集团有限公司,葫芦岛 125000)
0 引 言
EH36-Z35钢是一种典型的低合金高强海洋平台用钢,具有良好的耐腐蚀性能和综合力学性能,目前主要应用在厚度100 mm以下的36 kg级海洋平台中。随着海洋平台的发展,较厚海洋平台用钢板的需求量增加[1]。与同级别薄板相比,为保证厚板的心部性能,在成分设计时会添加更多的合金元素,这将导致淬硬倾向和拘束度增大,使得组织不均匀程度增大,从而对钢板的抗裂性能产生不利影响。
扩散氢、拘束应力、淬硬倾向是产生焊接冷裂纹的3个基本要素,研究这3个要素对低合金钢冷裂纹的影响机理有助于预防冷裂纹的产生,从而提高结构件的安全性。斜Y型坡口焊接裂纹试验是一种常用的判定低合金钢焊接冷裂纹敏感性的方法。目前,有关低合金高强钢焊接冷裂纹敏感性的报道主要集中在焊前预热温度等工艺参数的影响方面[2-5]。低合金高强钢的焊接冷裂纹对环境条件十分敏感[6]。有关海洋工程用钢在常温条件下的焊接冷裂纹敏感性的研究较多[7],而关于低温条件下的焊接冷裂纹敏感性的报道很少。为此,作者通过经验公式计算及斜Y型坡口焊接裂纹试验,研究了低温环境中EH36-Z35钢的焊接冷裂纹敏感性,为低温条件下EH36-Z35钢焊接冷裂纹的控制提供理论依据。
1 试样制备与试验方法
试验钢为厚度50 mm的海洋平台用EH36-Z35钢板,热处理态为正火态,化学成分见表1。按照GB/T 4364-2013,在试验钢上沿轧制方向截取尺寸为200 mm×150 mm×50 mm的斜Y型坡口试样,根部间隙大小为(2±0.2) mm。焊接前,将试样坡口及表面用砂纸打磨,并用丙酮擦拭后,在180 ℃下烘干2 h。

表1 EH36-Z35钢的化学成分(质量分数)
采用SDW532H型焊接环境实验室设备进行斜Y型坡口焊接裂纹试验,试验过程中的焊前预热温度、环境温度与湿度见表2,待实验室环境设备稳定运行1 h后再进行焊接试验。焊条为直径4.0 mm的THJ507RH超低氢高韧低合金钢焊条,由水银法测得焊条扩散氢的含量为每100 g熔敷金属中4.7 mL;采用WSEM-500型焊机进行手工焊接,焊接电流为172 A,焊接电压为25 V,焊接速度为(150±10) mm·min-1。焊后试样在设定的环境中充分冷却,并在48 h后按照CB/T 4364-2013,对斜Y型坡口试样整体进行氧化发蓝处理及解剖试验,计算焊缝根部裂纹率。
在解剖试样上电火花切割出金相试样,经打磨、抛光,用体积分数4%硝酸酒精溶液腐蚀后,采用Olympus GX51型光学显微镜(OM)观察接头热影响区的显微组织。在接头热影响区截取透射试样,用砂纸磨至厚度50 μm以下,再用MTP-1A型电解双喷仪减薄,减薄液为体积分数6%的高氯酸乙醇溶液,采用H-800型透射电镜(TEM)观察热影响区的微观结构。采用VH-5型维氏硬度计测接头上距表面2 mm处的硬度,载荷为49.03 N,保载时间为10 s,从焊缝向母材每隔0.5 mm取点测试。
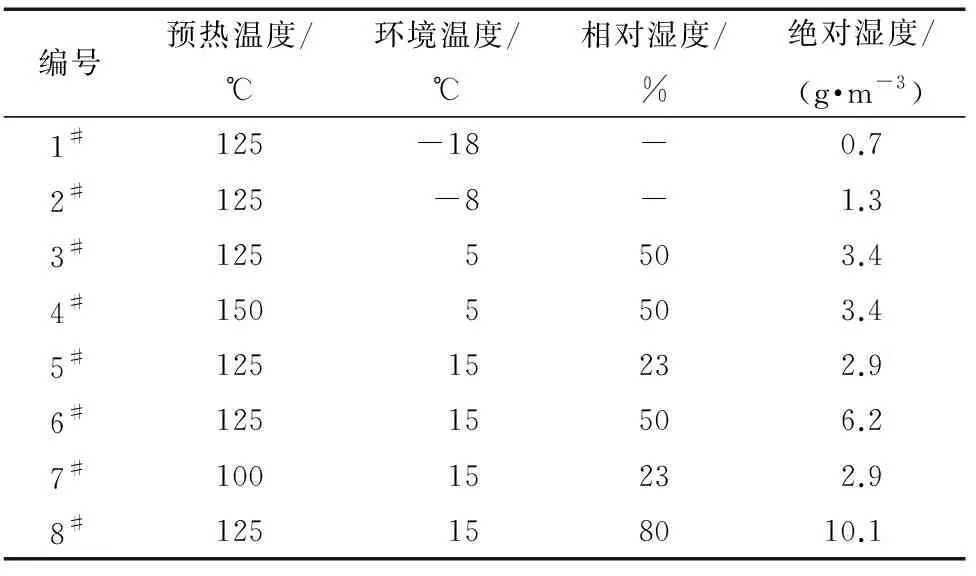
表2 斜Y型坡口焊接裂纹试验过程中的焊前预热温度、环境温度与湿度
2 试验结果与讨论
2.1 冷裂纹敏感性评估
用经验公式评价低合金高强钢的焊接冷裂纹敏感性是一种较为快捷方便的方法[6]。典型的经验公式为

(1)
Pcm=w(C)+

(2)
式中:wCE为碳当量;Pcm为冷裂纹敏感性指数;w(C),w(Mn),w(Cu),w(Si),w(Cr),w(Mo),w(V),w(Ni),w(B)分别为碳、锰、铜、硅、铬、钼、钒、镍、硼元素的质量分数。
由式(1)和式(2)计算得到,试验钢的碳当量为0.43,冷裂纹敏感性指数为0.268。根据文献[8],试验钢具有一定的焊接冷裂纹敏感性,需要通过适当的焊前预热才可避免冷裂纹的产生。焊前预热温度计算公式为
T0=1 440Pc-392 (℃)
(3)

(4)
式中:w([H])为每100 g焊缝中扩散氢的含量,mL;δ为钢板厚度,mm;T0为预热温度;Pc为考虑扩散量含量与板厚效应的冷裂纹敏感性指数。
计算得到试验钢的焊前预热温度约为114 ℃。
2.2 接头宏观形貌及焊缝根部裂纹率
图1下方标记处对应于断口处存在的明显脆性断裂特征,且裂纹区域呈淡蓝色,这是由于焊接接头放置48 h后产生了氢致延迟裂纹,裂纹面在发蓝处理过程中发生氧化,破断后显现淡蓝色。由图1可知,1#,2#,3#,4#,7#接头中产生了冷裂纹,且裂纹数量不相同。
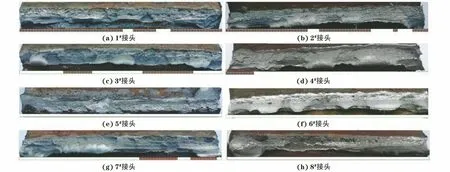
图1 发蓝处理并解剖后不同接头的宏观断口形貌Fig.1 Macroscopic fracture morphology of different joints after bluing and dissection
由表3可以看出,在预热温度相同与绝对湿度相近条件下(1#,2#,3#,5#),随着环境温度的升高,根部裂纹率显著降低。裂纹率的变化可能与焊接冷却速率有关,即随着环境温度的降低,800 ℃冷却至500 ℃的时间变短,冷却速率变大,导致焊缝中产生脆硬的马氏体组织,从而降低了试验钢的抗裂性。在环境温度为15 ℃条件下,当焊前预热温度为125 ℃时(5#,6#,8#),不同湿度条件下接头焊缝中均未产生裂纹;而当焊前预热温度为100 ℃时(7#),即使在23%的低相对湿度下接头焊缝中也会产生裂纹。在环境温度为5 ℃条件下,当焊前预热温度为150 ℃时,在50%相对湿度下(4#)产生的裂纹率低于20%,符合材料验收标准;而焊前预热温度降低至125 ℃时(3#),接头焊缝中出现严重的开裂。综上,为保证试验钢焊接结构的安全性,在5 ℃环境中焊前预热温度应高于150 ℃,而在15 ℃环境条件中焊前预热温度应高于125 ℃。提高焊前预热温度可降低应力的峰值及梯度,还可降低接头的冷却速率,从而避免接头组织中出现淬硬组织[9-10]。

表3 不同接头焊缝根部裂纹率
2.3 接头硬度与显微组织
由图2可以看出,在预热温度相同与绝对湿度相近的条件下,随着环境温度变化,接头热影响区距焊缝相同距离处的硬度变化明显。当环境温度由-18 ℃升高至15 ℃时,热影响区最高硬度由453.45 HV降至359.63 HV,裂纹率由82.26%降至0。
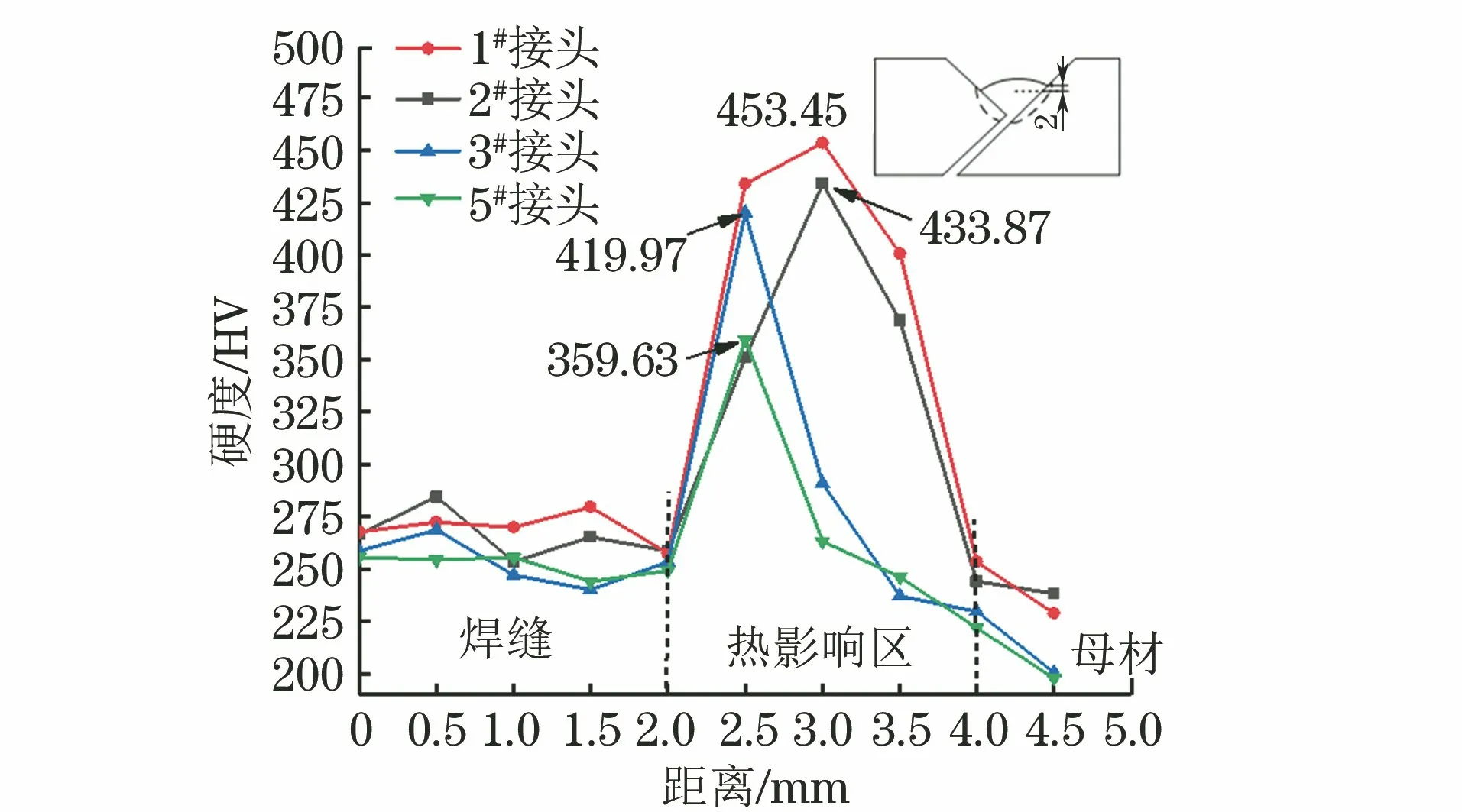
图2 不同接头的硬度分布曲线Fig.2 Hardness distribution curves of different welded joints
为分析热影响区硬度变化的原因,以3#与5#接头为例对热影响区显微组织进行观察。由图3可以看出,3#与5#接头热影响区组织均为马氏体,且3#接头热影响区中马氏体板条更细小。由此可知,在相同热输入条件下,环境温度降低,冷却速率增大,热影响区马氏体板条变细,从而导致硬度显著增加[11]。

图3 3#与5#接头热影响区的OM形貌与TEM形貌Fig.3 OM morphology (a-b) and TEM morphology (c-d) of heat affected zone in 3# (a, c) and 5# (b, d) joint
2.4 拘束应力
由插销试验建立的临界拘束应力计算公式[12-13]为
σcr=(86.3-211Pcm-28.2lg(w([H])+1)+
2.73t8/5+9.7×10-3t100)×9.8
(5)
式中:σcr为临界拘束应力,MPa;t8/5为温度由800 ℃降低至500 ℃的冷却时间,其值小于15 s;t100为温度由峰值温度降低至100 ℃的冷却时间,由于在低温环境条件下t100的系数很小,因此可忽略t100的影响。
合金高强钢硬度变化量ΔH与临界拘束应力变化量Δσcr的关系式[13]为
Δσcr=(-0.216ΔH+0.0102Δt100)×9.8
(6)
由式(5)计算得到未出现裂纹时接头的临界拘束应力约为707 MPa。当裂纹率从0增加到40.85%,热影响区硬度从359.63 HV升高至419.97 HV时,由式(6)计算得到临界拘束应力下降近130 MPa,可知在-18~15 ℃环境中试验钢的临界拘束应力最大,约为577 MPa。
拘束度与拘束应力间的关系式[14]为
R=71K×[arctan(0.017δ)-(δ2/160 000)]
(7)
σ=mR
(8)
式中:σ为拘束应力,MPa;m为拘束应力转换系数,取(35)×10-2;R为拘束度,N·mm-2;K为厚板的拘束系数,N·mm-3。
由于斜Y型坡口属于高拘束条件坡口[15],可以将其考虑为一般拘束至严格拘束,对应拘束系数取400700 N·mm-3,则由式(7)计算得到拘束度的范围为19 60033 900 MPa。将结果代入式(8)得到,一般拘束至严格拘束条件下的拘束应力为5881 695 MPa。
综上可知,在-18~15 ℃环境中,当预热温度不够高时,接头组织硬度较高,导致临界拘束应力下降至577 MPa以下,而由斜Y型坡口焊接试验引入的拘束应力为5881 695 MPa,满足裂纹形成的条件,裂纹产生并扩展,直至拘束应力释放至临界条件以下。
3 结 论
(1) 由经验公式计算得到试验钢具有一定的焊接冷裂纹敏感性,且焊前预热温度约为114 ℃时才能保证结构的安全性;由斜Y型坡口焊接裂纹试验得到15 ℃环境中焊前预热温度应高于125 ℃,5 ℃环境中焊前预热温度应高于150 ℃,试验结果与经验公式计算值接近。
(2) 在-18~15 ℃低温环境中,预热温度相同与绝对湿度相近条件下,随着环境温度的降低,试验钢焊缝根部裂纹率增加,热影响区最高硬度升高,这与马氏体板条细化有关;计算得到在-18~15 ℃环境中试验钢的最大临界拘束应力为577 MPa,而由斜Y型坡口焊接试验引入的拘束应力为588~1 695 MPa,满足裂纹形成条件,裂纹产生并扩展,直至拘束应力释放至临界条件以下。