重整装置圆筒炉的管道设计
2020-08-21李颖
李颖
(中国石油华东设计院有限公司北京分公司,北京100012)
重整装置中,石脑油预加氢反应器、汽提塔、石脑油分馏塔和脱戊烷塔等设备的进料温度较高,采用蒸汽或其它换热器难以换热到所需温度,因此需要采用明火式的圆筒炉加热。文中主要介绍了圆筒炉管道设计方面的经验。
1 工艺管线布置
圆筒炉的进出管口一般有2个管口以上,物料要求对称布置,均匀分配,避免偏流[1,2]。塔底重沸炉进料有调节阀控制,而预加氢进料加热炉无调节阀,在管道设计时需要层层变径,做到进料均匀分配。出口物料也要层层扩径汇合,减少压力降,避免1次变径至总管尺寸。管线布置见图1。

图1圆筒炉进出口管线布置
重整装置的圆筒炉通常是集中布置,圆筒炉出口管线经由管廊返回各自的塔,由于返塔入口管嘴高度不同,因此不能只考虑单台重沸炉出口管线高度,需要统一规划,避免在管廊上出现几根大管道高度差别较大的情况。一般先将返塔管线中最高管道的走向规划好,定好管廊上支撑梁的高度,再规划其它圆筒炉出口管线。
根据实际情况,确定圆筒炉出口管线向上升起或是向下降低后进入主管廊,细化调整后,共用主管廊上同1根支撑梁。这样做的优点是在保证炉子出口返塔管线步步低或步步高的前提下,做到管道整体规划,美观,也给下游结构专业带来工作上的便利。有些返塔管线上要加孔板流量计或仪表,由于有前后直管段的要求,流量计通常设在管廊上,便于统一设置流量计和仪表的检修平台。出口管线统一规划见图2。

图2圆筒炉出口管线统一规划
2 圈管
每个圆筒炉一般设有4~6个燃烧器,每个燃烧器配有燃料气和长明灯的接口各个1个。燃烧气和长明灯的总管分配给这4~6个燃烧器,为了均匀分配,最初设计时分配总管采用环形圈管围绕圆筒炉1周,设计完成后以圈管以特殊管件的形式提给厂家制造,经过实践和厂家的反馈,由1根直管做出圈管圆度不好掌握,从圈管上分出支管没有成品件,需要开孔,如果圈管和分支管管径相同,会导致开孔处补强十分困难。后来改进了圈管的形式,采用45℃弯头连接的形式,圈管做成“八卦”的形式,支管采用等径或异径3通,在满足均匀分配的前提下,作为普通的管线,设计合理,施工也更方便。长明灯和灭火蒸汽圈管也采用同样方式处理。圆筒炉“八卦”形圈管布置见图3。
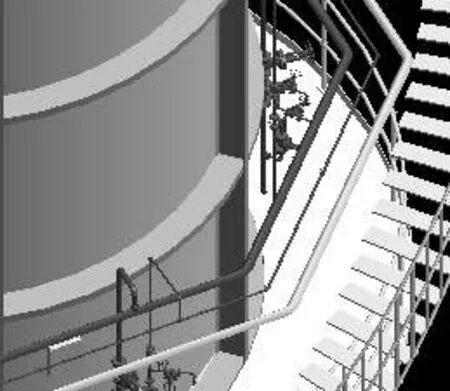
图3圆筒炉“八卦”形圈管
3 支吊架和弹簧
圆筒炉进出口管线温度在200~350℃,这些管线都需要进行应力计算,根据计算结果在不同部位设置承重、导向或弹簧支架。圆筒炉进口管线沿炉壁向上,可以借助炉体本身的钢结构作支架,不可生根在圆筒炉的本体上。出口管线则需要借助圆筒炉对流段的钢结构作支架,加热炉可以改进对流段钢结构的形式,既不影响炉子本体钢结构强度,又实现了管线的支撑。需要注意的是有止推支架的时候,推力的大小要和加热炉专业确认,是否会对炉子本体产生影响,结构见图4。
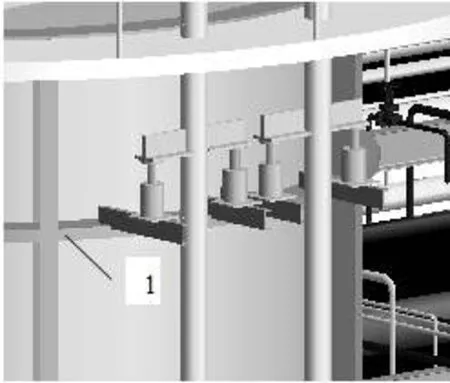
图4弹簧支架生根在炉体钢结构
4 特殊件
圆筒炉内部炉管的外径和壁厚由于换热面积计算的需要,采用独有的标准系列,和工艺管道采用的SH3405或ASME系列差别很大[3,4]。炉管常见的外径壁厚127×8 mm,152×8 mm等,而工艺管线常见外径壁厚114.3×6 mm,168×7 mm,内外径都有差别,且管口与工艺管线采用焊接的形式。在管道设计时要注意到这一点,避免外径和壁厚的差异导致管道无法焊接。处理的方法是采用特殊的大小头,即大下头1端采用炉管的外径和壁厚,另1端采用工艺管线的外径和壁厚,作为特殊管件提给制造厂生产[5]。
同时要注意圆筒炉进出管口的材质是否和工艺管线相同,如果不同,要及时与加热炉专业协商,采用法兰的连接方式。
为了减少阻力,圆炉出口管线汇总处采用45℃等径或异径斜3通方式。考虑到管件强度的要求,曾经采用整体锻件的形式。事实上整体锻件的重量很大,为了支撑,需要额外增加支撑。在最初管线应力计算时未考虑锻件的重量,也影响了管线的应力计算结果。现在不再采用整体锻件的形式,而是作为1个特殊件提给制造厂,只是规定在关键的部位不能有焊缝,制造厂工艺成熟,可以实现。采用这种方式既施工方便,又经济合理。
5 其它注意事项
(1)圆筒炉入口管线沿塔壁而上,要避开炉体上的防爆门,避免妨碍防爆门的开启。
(2)圆筒炉的风道和燃烧器均位于同层平台下方,燃烧器既要连接燃料气和长明灯管线,又要连接尺寸较大的风道,注意避免互相碰撞。在使用3维软件设计时,在模型中先定好风道的位置,再布置燃料气和长明灯的管线,小管线避让大管道,具体位置见图6。

图6风道和燃料气及长明灯管线相对位置(炉底)
(3)燃料气和长明灯管线位于炉体看火门的左或右侧均可,避免与圆筒炉柱子碰撞,不妨碍看火门的开启,看火门位置见图7。
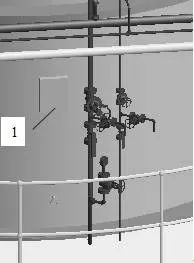
图7看火门和管线相对位置
6 结束语
圆筒炉作为塔底和预加氢反应器的热源,在炼化重整装置中发挥着重要的作用。在管道设计的过程中,进出口物料要做到均匀分布,避免偏流,经管廊返回塔的高度需要统一规划。燃料气和长明灯分配圈管采用“八卦”形式既能满足分配要求,又方便生产和制造。管道设计时,大管道沿炉体布置时,管道的支撑位置设在支撑炉体的钢结构,或圈梁上。工艺管道和圆筒炉管口的连接,注意材质和外径壁厚的差别,提前寻求解决方案。
通过几套重整装置圆筒炉的管道设计,不断的总结经验,寻求更好的解决方案。设计更加合理,减少了施工过程中的修改和返工。