上卷小车自动上卷过程浅析
2020-08-20南江鹏
南江鹏
(中色科技股份有限公司,河南 洛阳 471039)
在有色金属板带材生产设备中,自动上卷功能是基础自动化中的重要功能之一[1]。自动上卷过程较为复杂,是一个机械、液压、电气控制系统相互配合完成的过程。任何一个环节出现问题,都会影响自动上卷精度,尤其是安全可靠性,导致自动上卷失败,从而影响整条生产线的生产效率。本文以某厂2300mm高精铝冷轧机为例分析自动上卷过程及自动上卷过程中容易出现的问题,给出优化方案。
1 自动上卷一般流程
某厂2300mm高精铝冷轧机自动上卷系统由内环储运辊道、外环储运辊道、上卷小车、上卷卷材自动对高对宽装置、导轨系统、接近开关、编码器、开卷机等组成。
上卷小车通过1台交流变频电机驱动,在储运辊道和开卷机之间横移,各极限位置由接近开关控制;上卷小车升降通过液压缸驱动,并配有升降编码器,从而实现卷材上升和下降的精确高度[2]。上卷小车横移量和升降位移量由绝对值编码器测量。
原设计上卷小车自动上卷完整流程为:上卷小车的初始位置为储运辊道位,在接到自动上卷指令后,上卷小车托座托起托盘上升至行走高度,横移到卷材自动对高对宽位,上卷小车利用激光测距仪完成卷材高度对中,使卷材中心与开卷机卷筒中心一致;上卷小车利用光电传感器和小车横移绝对值编码器测量卷材宽度。完成高度对中后小车继续向开卷机方向横移,利用测得的卷材宽度进行宽度方向的自动对中,使卷材中心与开卷机卷筒中心一致;然后活动支撑旋转至工作位,开卷机卷筒涨径,上卷小车托座下降至行走高度并退回到储运辊道位置,上卷过程结束。
2 自动上卷过程中产生的问题及解决方案
2.1 小车横移失位
原有上卷小车的设计是变频交流电机或液压马达通过链轮链条驱动小车车轮实现小车横移(图1),用绝对值编码器检测小车的横移距离。实际生产中,由于轨道上粘有润滑油,小车在横移过程中车轮与轨道极易产生滑移或滑转现象,造成小车横移失位[3],所以编码器检测的定位距离与实际距离偏差较大,在定位过程中,定位精度不高,影响自动上卷过程。为此,优化设计采用交流变频电机通过齿轮齿条机构直接驱动小车横移,变频电机减速箱采用双出轴结构形式,双出轴一端装配齿轮,另一端装配绝对值编码器(图2),这样可以有效防止小车横移失位,定位准确可靠。
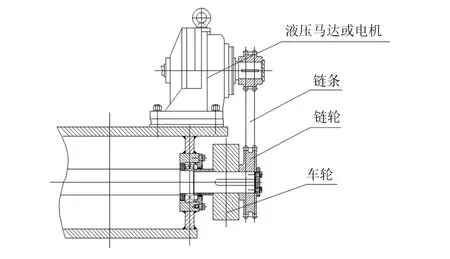
图1 原有小车驱动装置Fig.1 Existing car drive device

图2 优化后小车横移驱动装置Fig.2 Car transverse drive device after optimization
2.2 小车倾翻和掉卷
当上卷小车托起处于辊道上的托盘和卷材时,如果小车中心与卷材中心(即托盘中心)不一致,小车升降托座容易顶翻卷材,或者托盘倾斜,待小车托起卷材到达开卷机位置后,由于卷材中心与开卷机中心偏离而导致上卷失败或上卷事故;如果程序不能及时判断,则容易发生开卷机卷轴顶翻卷材的恶性事故。所以自动上卷的第一步是保证小车中心与托盘中心一致,需满足必须及时判断异常情况的发生,这些就需要通过控制小车制造精度和增加托盘加载检测装置来实现。
(1)上卷小车托座与托盘间采用V卡口型式,V型台纵向配合间隙为2mm,V型台横向配合间隙控制在2mm以内,可以有效保证小车中心与托盘中心一致。
(2)在托盘两侧下方小车托座上增加托盘加载检测装置(图3),依靠小距离接近开关,检测托盘落入V型卡口的到位情况,并提前报警,有效防止托盘倾斜导致卷材中心与小车中心不一致的问题。
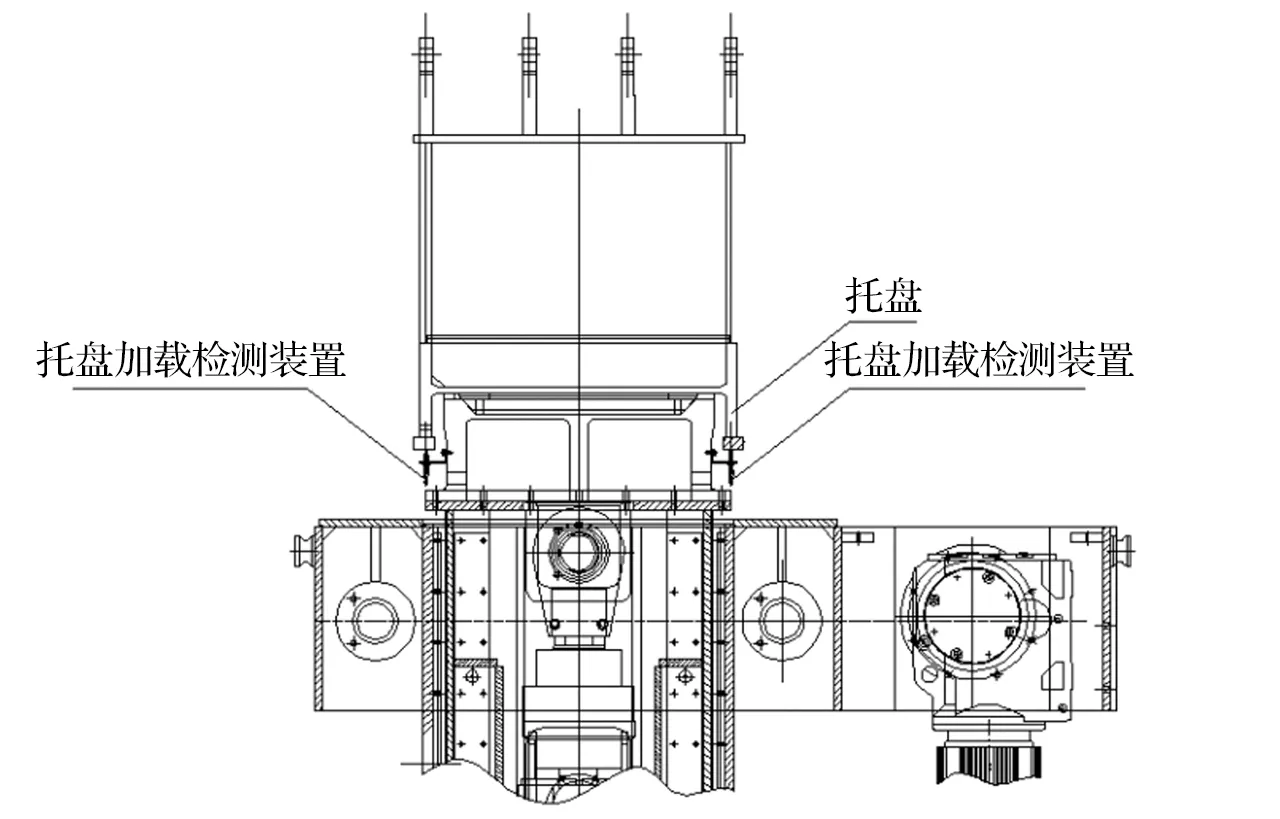
图3 托盘加载检测装置Fig.3 Tray loading detection device
上卷小车在储运辊道和开卷机之间的横移,由一个位置控制系统和速度控制系统进行控制,在慢速和快速之间反复切换。上卷小车托座托起卷材在普通轨道(图4)上行走时,由于电机突然启动或制动,卷材惯性大,当惯性加速度引起的倾翻力矩Mα大于小车和卷材重力加速度对车轮中心的力矩MG和车轮摩擦力引起的阻力矩Mf之和时,即Mα>MG+Mf,会造成小车倾翻和掉卷,如图5所示。

图4 普通轨道Fig.4 General track
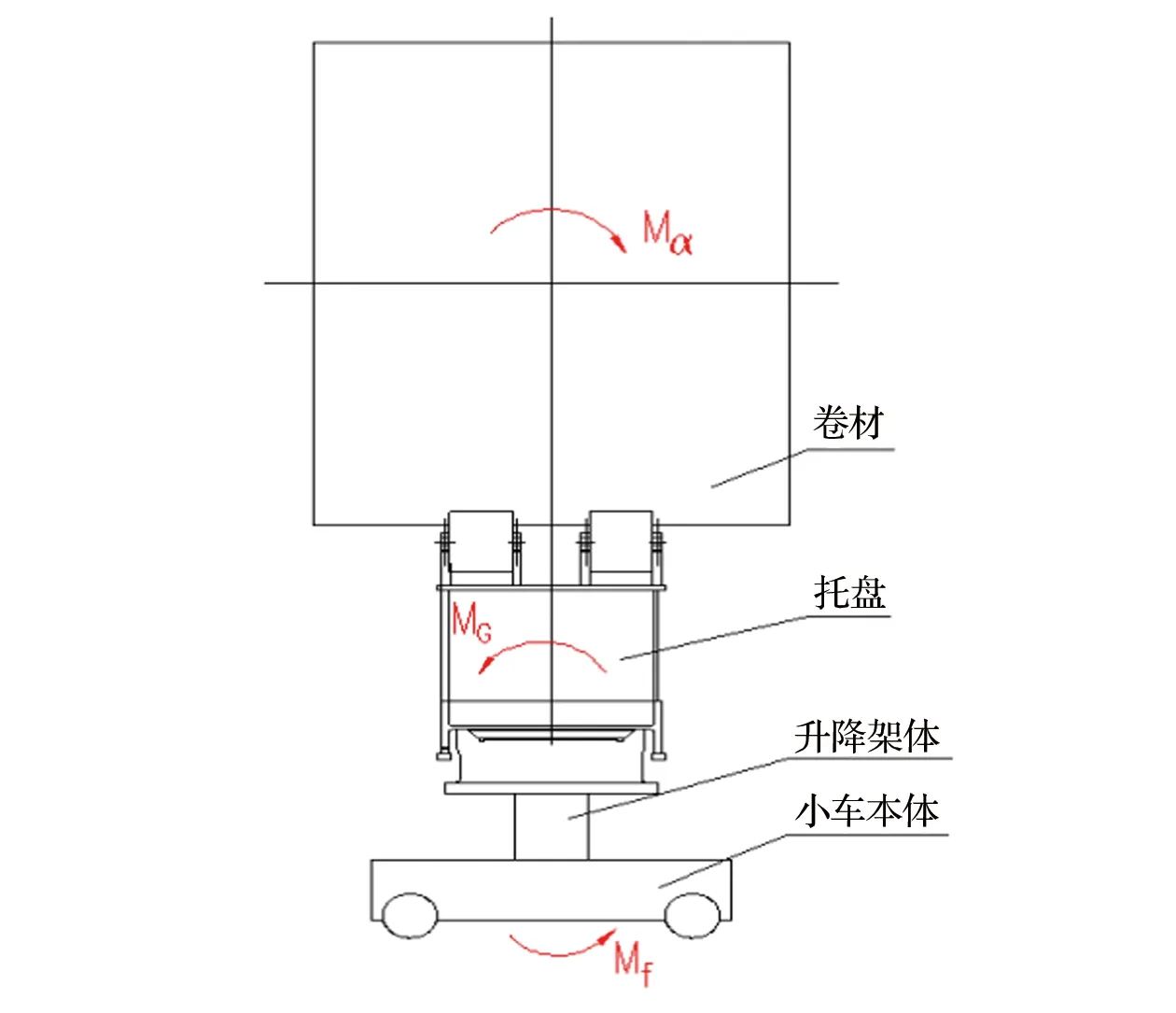
图5 小车倾翻力矩分析Fig.5 Analysis of car tipping torque
优化后的轨道结构形式如图6所示。上卷小车车轮在由H型钢改制而成的半封闭轨道内横移,可以有效防止小车倾翻的问题。
3 自动上卷控制流程优化
经过对2300mm高精铝冷轧机上卷小车自动上卷过程中容易产生的问题进行分析后,给出了相应的解决方案,优化了自动上卷电气控制流程,增加了判断小车对高高度是否发生偏离控制程序;如果小车在等待上卷过程中,升降液压缸发生内泄,小车高度发生变化,则程序报警,自动上卷终止。优化后的自动上卷顺序控制流程如图7所示。
4 其他
自动上卷过程中,卷材中心与开卷机卷筒中心的相对位置,都是通过各种传感器测量卷材的几何形状确定的,要保证测量的准确,需要对来料提出相应技术要求,如来料的卷紧程度(包括上道工序的捆扎质量)、来料的错层和塔形公差[1]。具体参数需要根据整体工艺参数而定。
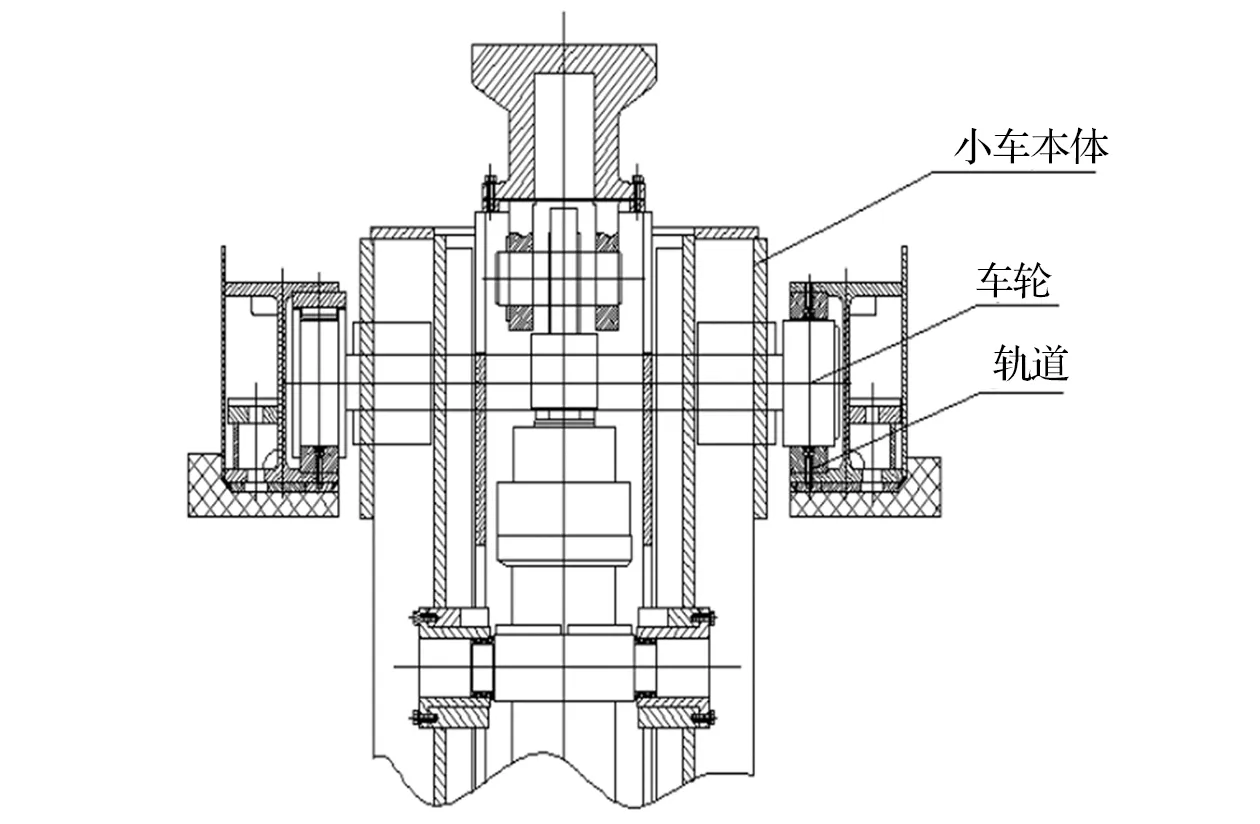
图6 半封闭轨道Fig.6 Semi-enclosed track

图7 上卷小车自动上卷控制流程Fig.7 Automatic winding control process of coil car
5 结语
本文以某厂2300mm高精铝冷轧机为例,介绍了上卷小车自动上卷系统组成和自动上卷控制流程,分析了小车自动上卷过程中容易产生的问题和影响小车自动上卷的几种因素,并给出了解决方案,优化了自动上卷控制流程,希望对小车自动上卷过程的工艺设计提供帮助。