热试验温度测量中热电偶安装技术研究
2020-08-18刘红耘
刘红耘
(中国飞机强度研究所,陕西 西安 710065)
1 引 言
在飞行器结构地面热试验中,温度是一个很重要的表征参数,准确测量飞行器的表面温度或内部温度是非常必要的[1]。热电偶温度传感器具有响应快、精度高、无需供电等优点,广泛应用于各类地面结构热试验中[2,3]。对于金属试件,国内主要采用焊接的方法安装热电偶;对于非金属试件,通常采用将热电偶焊接在金属箔片上,再将金属箔片粘贴在试件表面的方法安装热电偶。但因金属箔片与非金属结构的热膨胀系数不一致,在高温、高温升率试验情况下,经常发生局部开胶甚至脱落,使测温点浮空,严重影响测量的准确性和精度。而焊接在金属件表面的热电偶。也会因焊接方法不当、焊接工艺不对而导致测量错误或误差偏大。因而,如何可靠地将热电偶安装在结构件表面是当前热试验亟待解决的问题[4]。
本文介绍了热电偶的特点和类型,重点介绍了使用焊接、粘贴两种方法安装热电偶在慢升温和快升温两种加热条件下的测量结果及这两种安装方法对测量结果的影响,描述了粘贴和焊接两种方法的安装工艺。
2 热电偶的特点和类型
2.1 热电偶的特点
热电偶测温是基于热电效应。在由两种不同的均匀细质导体材料A和B组成的闭合回路中,如果两个接点温度不同,则回路中会产生一个电动势,这种电动势为热电动势,这种现象就是热电效应[5]。热电偶回路热电势的大小只与组成热电偶的材料及两端温度有关,而与热电偶丝的长短、粗细无关;只有两种不同性质的导体才能组成热电偶,当热电偶两端温度不同时,才会产生热电势;材料确定后,热电势的大小只与热电偶两端的温度有关,并且是测温端T的单值函数;在热电偶回路中,接入第三种导体,只要第三种导体两端接点在同一等温线上,则热电偶所产生的热电动势保持不变,即第三种导体的引入对热电偶回路的热电动势没有影响[6]。
2.2 热电偶的类型
用于测量结构表面温度的热电偶类型如表1所示,试验时应根据试验对象、测温范围和测量精度要求选用热电偶。其中,K型热电偶具有测温范围宽、灵敏度高、寿命长等优点,是结构热试验中最常用的一种热电偶。
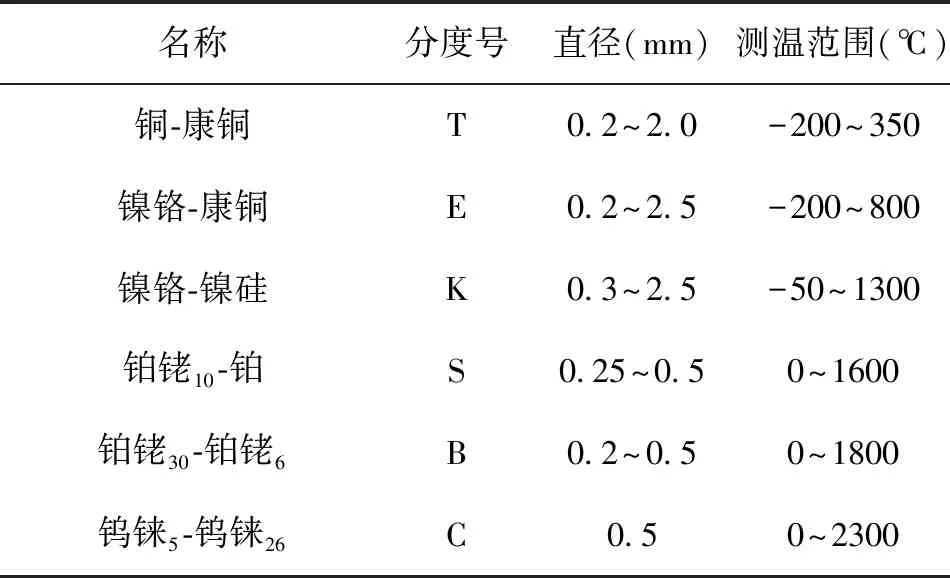
表1 常用的热电偶类型
3 热电偶的安装技术研究
常规热结构试验件有金属材质和非金属材质,通常金属材料表面采用焊接方法安装热电偶,非金属材料表面采用粘贴方法安装热电偶。因此,热电偶的安装分为焊接法和粘贴法两种。由于K型热电偶具有测温范围宽、灵敏度高、价格低廉、寿命长、测量信号易转换等优点,在一般的热试验温度测量中普遍使用。本文以K型热电偶为主开展结构热试验件表面热电偶的安装工艺研究。
3.1 焊接法
在金属材料表面安装热电偶,通常采用焊接法。在热电偶回路中,接入第三种导体,只要两个焊点在同一等温线上,热电偶所产生的热电动势保持不变。根据这个原理,将热电偶电极的一端焊接在待测试件的表面作为测量端,测量金属件表面的温度。
3.1.1 热电偶焊接工艺
使用储能点焊机进行热电偶焊接,将热电偶丝的焊接端捋直,把储能点焊机的一个夹子夹在试件的边缘处,打开储能点焊机的电源开关,用储能点焊机的另一个夹子夹住一根热电偶丝,将热电偶丝的斜面和试件表面贴实,让点焊机放电,热电偶丝就焊在金属试件表面;用同样的方法焊第二根热电偶丝。将焊好的热电偶丝捋直,使两根热电偶丝平行,形成平行分离式的接点,两个接点为热电偶的测量端。V形焊法是先将测量端焊好,热后将两根丝一起焊在试件表面。
3.1.2 3种焊接法验证试验及对比分析
为得到适用于热试验的热电偶焊接方法,在试验中测得可靠的试验数据,将热电偶安装工艺对测量精度影响降到最低,本文选取了3种焊接方法,对热电偶焊接工艺进行对比研究。第一种为V形焊接,第二种为小间距(1mm~3mm)平行焊接,第三种为大间距(≥5mm)平行焊接方法,如图1所示。
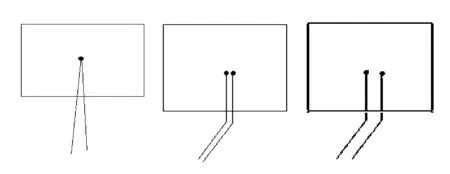
(a)V形焊 (b)小间距平行焊 (c)大间距平行焊图1 热电偶的3种焊接方法
在100mm×100mm×3mm的A3钢试件上用3种焊接方法焊接热电偶,见图2。分别在慢速升温的烘箱和快速升温的石英灯辐射加热的平板加热器上进行试验,比对了3种焊法的优劣,结果如图3所示。

图2 3种焊接形式的热电偶
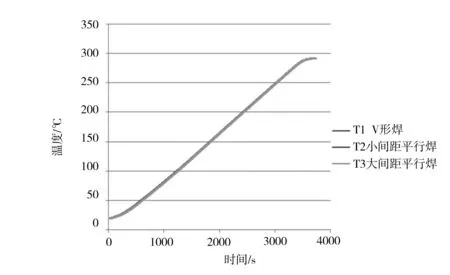
(a)慢升温
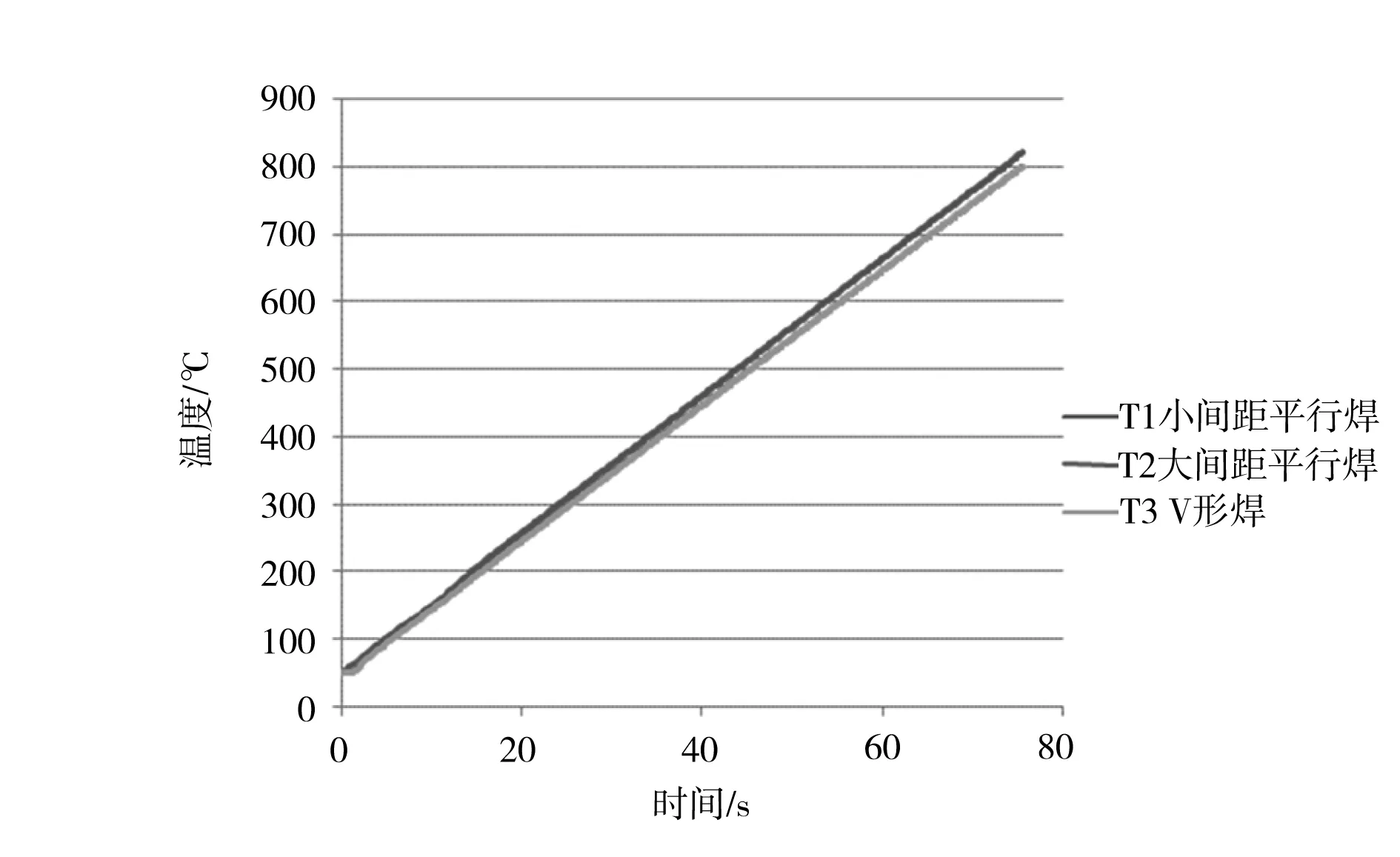
(b)快升温图3 3种焊接法温度测量曲线
从图3可以看出,3种焊法的测量结果趋于一致,差值很小。在慢速加热条件下,通过对不同焊法所测得的温度数值进行差分,得到相同时间内温度变化量的均值,并进行方差计算,见表2。在快速加热条件下,通过对不同的焊法做相同的计算,结果见表3。

表2 慢升温3种焊接方法的差分均值和方差

表3 快升温3种焊接方法的差分均值和方差
从表2可以看出,3种焊法的差分均值很接近,方差都很小,说明这3种焊法的测量值准确度均好,波动性小。从表3可知,3种焊法差分均值比较接近,小间距平行焊法的方差最小,说明小间距平行焊法的测量值波动性小,最为稳定,更为准确。结合焊接过程实施的难易及其他因素,确定小间距平行焊法为金属结构件上热电偶的标准安装方法。
3.2 粘贴法
随着材料科学的发展,越来越多的非金属材料用于飞行器上。在飞行器热结构试验中,越来越多的非金属构件需要测量其表面温度。结合国内外热电偶的安装工艺,使用粘贴的方法在非金属表面安装热电偶。粘贴法是使用胶液将热电偶的测量端可靠地固定在待测构件的表面,不能有缝隙,不能有气泡,因而胶液的选择和粘贴方法非常关键。
3.2.1 粘贴胶的选择
根据热试验的要求,粘贴胶应具有使用温度高、粘贴性好、易干、延展性好、传热性好、绝缘性好等特性。经过多次试验,选用某进口的高温陶瓷胶和某国产的超高温粘贴胶,分别用于不同基底的试件材料上。
3.2.2 粘贴工艺
将试件表面粘贴点位置打磨并擦洗干净,刷一薄层底胶,将焊好测量端的热电偶丝捋直、压平,使其呈以测量端为顶点的等腰三角形;将其平粘在底胶上,在两根热电偶丝上涂一薄层胶,填充电偶丝和底胶间的缝隙,慢慢将胶吹干,待热电偶丝可靠地粘好后,在表面再均匀地刷一层薄胶,这时胶层的厚度约为热电偶丝直径的3/4,能清晰地看见测量端和热电偶丝组成的三角轮廓,再依所选用胶的固化工艺要求进行固化。固化完成后,用细砂纸轻轻打磨测量端点表面,使各端点表面的胶层厚度尽量一致。
3.2.3 粘贴法的试验验证
以焊接热电偶温度测试结果为标准,来验证上述热电偶粘贴方法和粘贴工艺的可靠性。在100mm×100mm×3mm的A3钢上按标准工艺焊接一个热电偶,粘贴一个热电偶,如图4所示。分别在慢速升温的烘箱和快速升温的石英灯辐射的平板加热器上进行了试验,结果见图5。

图4 粘贴的热电偶
从图5可以看出,在两种加热条件下,粘贴法和焊接法的变化趋势完全相同,测量值一致性很高。在慢速升温条件下,偏差的平均值为0.396℃;在快速升温条件下,偏差的平均值为13.764℃。两种升温情况下偏差的百分比为:慢速升温0.701%,快速升温3.727%,均不足原始值的5%,满足工程应用要求,可用于热试验非金属材料温度测量热电偶的安装。
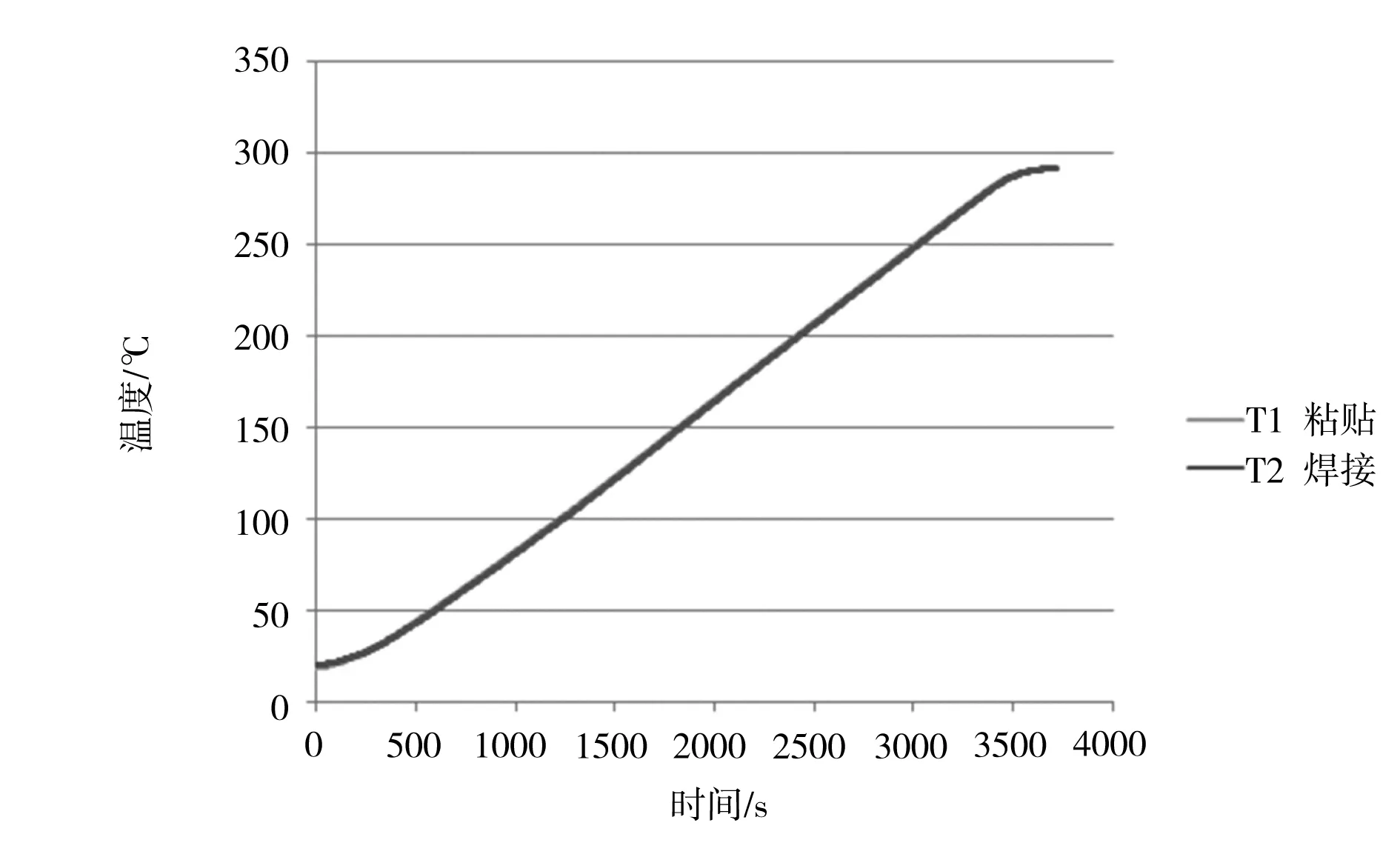
(a)慢升温
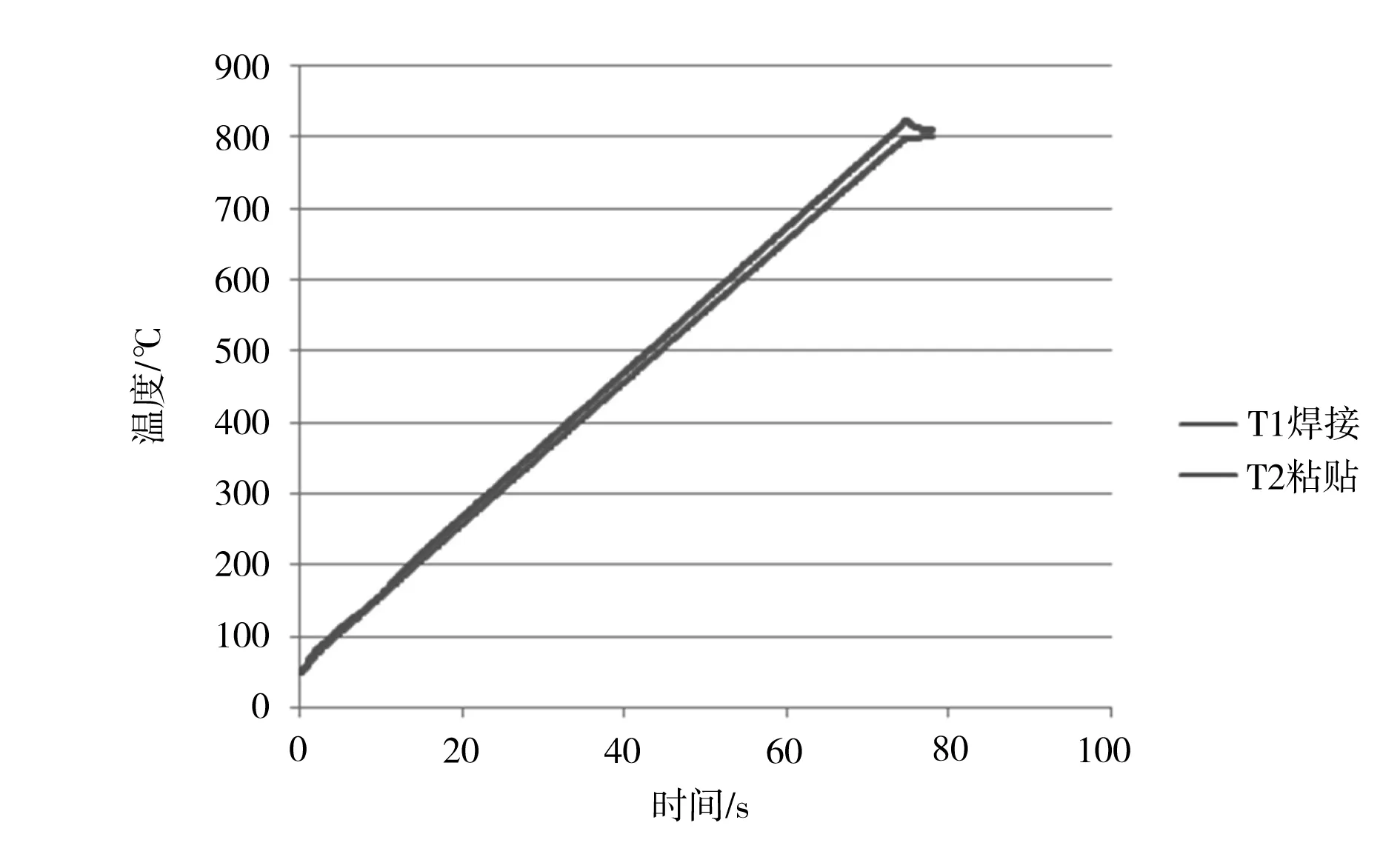
(b)快升温图5 粘贴法与焊接法温度测量曲线对比
4 结束语
本文阐述了热试验中热电偶的安装方法和工艺,在金属材料表面应用小间距平行焊法,在非金属表面采用粘贴方法安装热电偶,成功解决了飞行器结构热试验中温度测量的热电偶安装问题。该方法广泛用于各种飞行器热试验中,获得了大量可靠的温度数据,适用温度最高可达1600℃,为飞行器受热结构设计和验证提供了重要支持。
