高碳铬轴承钢制轴承套圈热处理工艺试验
2020-08-14孙小东王云广王红伟周鹏龙郝奥玄
孙小东,王云广,王红伟,周鹏龙,郝奥玄
洛阳LYC轴承有限公司 河南洛阳 471003
高碳铬轴承钢制特大型轴承套圈有效壁厚大于15mm时,原材料普遍采用GCr15SiMn钢制造。但对于有效壁厚大于50mm的轴承套圈,采用GCr15SiMn钢制造时,热处理后硬度常常无法达到技术要求。为了满足生产需要,提高产品质量,解决特大型轴承套圈硬度不足问题,本文对GCr15SiMo钢和GCr15SiMn钢特大型轴承套圈采用相同的淬火方式进行热处理工艺试验。
1 试验材料
选用GCr15SiMo钢和GCr15SiMn钢加工同一个型号试验套圈各2件,采用相同的淬火方式进行热处理工艺试验。
试验套圈尺寸:外径1100mm,高度390mm,有效壁厚65mm。
采用ARL4460直读光谱仪对轴承套圈进行化学成分分析,结果见表1。

表1 试验套圈化学成分(质量分数) (%)
2 工艺试验
2.1 工艺参数设计
(1)加热温度 GCr15SiMo钢试验套圈淬火加热温度选用865℃,回火温度选用210℃。GCr15SiMn钢试验套圈淬火加热温度选用825℃,回火温度选用170℃。
(2)保温时间 试验套圈的淬火加热及回火均在周期井式电阻炉中进行。将试验套圈放入电阻炉内加热时,炉温会立即降低,以后炉温会逐渐回升,当回升至试验设计温度时,开始计算保温时间,保证试验套圈的表面及心部能够完全达到试验设计的温度。
试样到达试验设计温度后,保温一段时间进行奥氏体组织转变,若保温时间不足会造成奥氏体组织转变不完全,保温时间过长,会使奥氏体晶粒粗大。
保温时间根据下列经验公式进行计算:
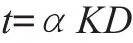
式中t——保温时间(min);
α——加热系数(min/mm);
D——试验套圈的有效壁厚(mm);
K——装炉系数。
常用装炉系数K值为1.0~1.5。常用材料的加热系数α见表2。
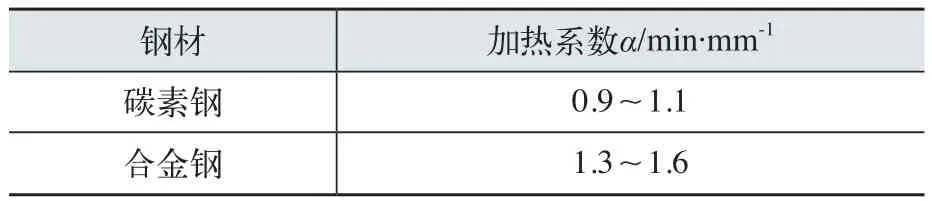
表2 常用材料的加热系数
GCr15SiMn钢制试验套圈保温时间计算:t=1.4×1.0×65=91(min),实际保温时间取95min。
GCr15SiMo钢制试验套圈,由于其化学成分中含有碳化物形成元素Mo,它形成的合金碳化物对奥氏体晶粒长大起到阻碍作用[2]。因此,为保证试验套圈加热充分且奥氏体化均匀,需要延长试验套圈的保温时间。
GCr15SiMo钢制试验套圈保温时间计算:t=1.5×1.0×65=97.5(min),实际保温时间取100mim。
2.2 淬火冷却
将加热后的试验套圈平稳吊进冷却槽,在油槽中进行马氏体淬火,所用淬火冷却介质为快速淬火油。采用淬火机床冷却,冷却过程中打开底部和四周的压缩空气及定向冷却泵。用红外测温仪将试验套圈出油温度控制在100℃。
工艺1为GCr15SiMo钢制特大型试验套圈马氏体淬火、回火工艺,工艺曲线如图1所示。
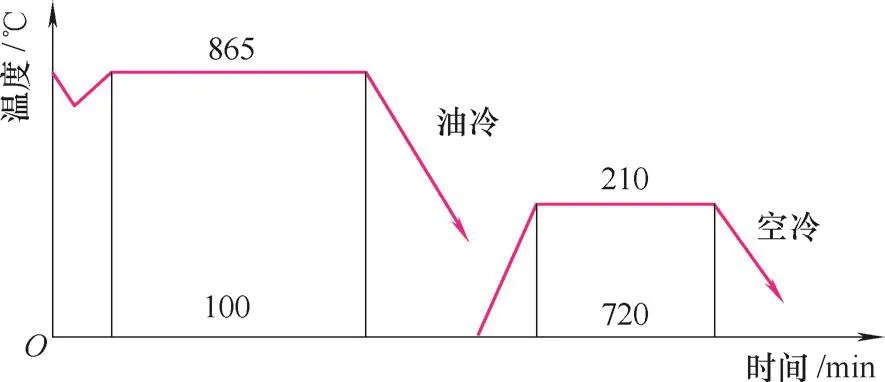
图1 GCr15SiMo钢工艺1曲线
工艺2为GCr15SiMn钢制特大型试验套圈马氏体淬火、回火工艺,工艺曲线如图2所示。
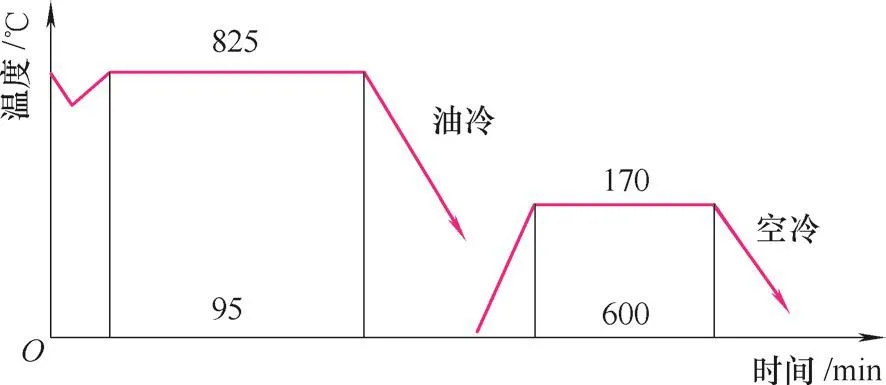
图2 GCr15SiMn钢工艺2曲线
3 试验结果及分析
3.1 试验结果
(1)硬度 用TIME-5330里氏硬度计分别对试验套圈工作面热处理后及成品表面硬度进行检测,执行标准JB/T 1255—2014[3],硬度要求58~63HRC,检测结果见表2。
由表2可以看出,依据JB/T 1255—2014标准进行评定,GCr15SiMo钢制及GCr15SiMn钢制试验套圈热处理后硬度均合格;GCr15SiMo钢制试验套圈成品硬度100%合格, GCr15SiMn钢制成品硬度100%不合格。
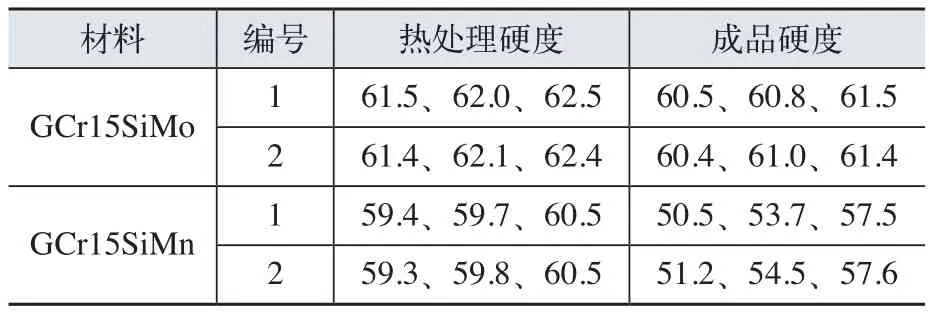
表2 试验套圈表面硬度检测 (HRC)
(2)显微组织 对成品试验套圈切取样块,磨制端面金相试样,经4%硝酸酒精腐蚀后在GX-51奥林巴斯金相显微镜下检验显微组织,马氏体按照JB/T 1255—2014标准第二级别图进行评定,屈氏体按照JB/T 1255—2014标准第三级别图进行评定。
GCr15SiMo钢制试验套圈显微组织(见图3a)为细小隐晶马氏体组织,细小碳化物均匀分布在马氏体基体上,马氏体3级、无屈氏体,组织合格。高碳铬轴承钢采用马氏体淬火、回火工艺获得细小结晶马氏体组织,在马氏体基体上有大量细小碳化物均匀分布,这种组织具有较高的使用寿命[4]。GCr15SiMn钢制试验套圈金相组织(见图3b)中存在大量屈氏体,屈氏体组织大于2级,不合格。

图3 两种材料的金相组织
(3)裂纹检测 轴承套圈磨加工至成品尺寸后,采用CDW-9000型荧光磁粉检测设备,利用复合磁化法对成品轴承套圈进行荧光磁粉检测。执行标准:JB/T 5000.15—2007。对轴承套圈各表面进行荧光磁粉检测,未发现检测表面有缺陷磁痕显示,检测结果合格。
3.2 分析
1)GCr15SiMo钢化学成分中在Mn含量减少后用增加Mo含量来提高淬透性,且可改善固溶体成分的不均匀性,并形成含Mo的碳化物,使钢中碳化物颗粒细小、弥散。而在有Mo存在的条件下,由于Cr、Mo与Si相互激发作用,硅对提高轴承钢淬透性强化因子可成倍地增加[5]。因此,GCr15SiMo钢比GCr15SiMn钢淬透性好,热处理后保证了GCr15SiMo钢制试验套圈的成品硬度同时能得到更优显微组织。
2)GCr15SiMn钢制试验套圈化学成分中Mo含量较少,淬透性差,淬火过程中冷却不良产生大量屈氏体,组织不合格。
试验工艺已成功应用于GCr15SiMo钢制特大型轴承套圈50余件,经检验其各项性能指标均达到技术要求,按每件产品价值1.2万元计算,创造价值60余万元。
4 结束语
1)GCr15SiMo钢特大型试验套圈热处理后各项性能均满足产品技术要求。
2)GCr15SiMn钢特大型试验套圈热处理后硬度不合格,不能满足产品技术要求。
3)试验工艺已成功应用于GCr15SiMo钢制特大型轴承套圈,经检验其各项性能指标均达到产品技术要求。
