深熔氩弧焊与等离子弧焊工艺性能对比分析
2020-08-14陈俭峰王昌盛鲍碧霞
陈俭峰,王昌盛,鲍碧霞
宁波明欣化工机械有限责任公司 浙江宁波 315202
1 序言
深熔氩弧焊(K-TIG)焊机作为一种新型高效的熔焊设备,与较成熟的等离子弧焊设备相比,因其价位与使用性能,在化工装备行业中的应用推广存在争议。由于化工容器设备对抗拉强度、弯曲、低温冲击韧度等要求较高,而深熔氩弧焊的焊接热输入较高、熔池宽度大,直接影响焊接接头的力学性能[1]。为此,针对宁波明欣化工机械有限责任公司现有的深熔氩弧焊设备与等离子弧焊设备进行了工艺对比试验,分析了两种工艺的各自特点。
2 工艺性能对比分析
(1)电弧原理 深熔氩弧焊采用压缩电弧,焊接能量密度很大;等离子弧焊的电弧不经过压缩,主要是靠电流形成的电弧力与液体金属的静压力、表面张力保持熔池的动态平衡。
(2)装配要求 在深熔氩弧焊调试过程中,试板厚度8mm时焊缝最大间隙控制在2mm以内,错边量控制在2mm以内(薄板范围会更小)。例如:8mm碳素钢焊缝间隙1.4mm、错边量为1.3mm时,根部即能成形。
而等离子弧焊在调试过程中焊缝间隙、错边量均应控制在1mm以内(焊缝间隙1.5mm,错边量1.5mm为极限状态)。同时装配根部需打磨齐平,否则较难成形。
(3)坡口要求 深熔氩弧焊与等离子弧焊均要求坡口表面打磨干净,且平整。
(4)起弧过程 深熔氩弧焊设备没有设置预熔电流功能,调试设备时需人为调整起弧电流参数,这容易造成烧穿或未焊透,起弧完成后需再调整电流。而等离子弧焊设备有预熔电流功能,调试时起弧过程相对稳定。只要焊前预先设置,施工时即可直接调用。
(5)电弧自动调节功能 深熔氩弧焊焊接过程中需手工调节电弧长度,不自带自动调节弧长功能,对焊工技能水平要求较高。而等离子弧焊设备带自动调节弧长功能,相对较好操作,但遇到烧穿时,自动调节弧长功能易出现异常。
(6)过程稳定性 深熔氩弧焊焊接过程中电流较大,稳定性相对较差,熔池有跳动现象,背面成形易产生不连续性。而等离子弧焊焊接过程中电流较小,波动较小,相对稳定。
(7)收弧稳定性 深熔氩弧焊环缝收弧过程中需加大收弧电流,完成锁孔。纵缝在引弧板上如不调整参数,易在T形接头处烧穿。等离子弧焊环缝收弧点存在锁孔封闭困难,易留下空洞。
(8)保护气体和穿透力 深熔氩弧焊保护气体采用单一Ar时,焊接12mm厚碳素钢、10mm厚不锈钢均可一次性焊透。等离子弧焊采用Ar+H2作为保护气体时穿透力较强,焊接10mm厚碳素钢与不锈钢均可一次性焊透。如采用单一Ar,熔深则一般不超过8mm。
(9)焊接速度 采用深熔氩弧焊焊接8mm厚不锈钢时,稳定的焊接速度为250~300mm/min,而等离子弧焊在相同条件下的焊接速度为200mm/min左右。
(10)焊工技能水平要求 在工件装配较好的情况下,深熔氩弧焊对焊工技能水平要求比等离子弧焊高。
(11)耗材 深熔氩弧焊耗材相对成本较低。等离子弧焊设备的等离子焊枪、喷嘴等易被腐蚀,需要频繁更换,耗材成本高。
(12)焊缝截面对比 以8mm厚Q345R板为例,深熔氩弧焊焊缝是等离子弧焊焊缝面积的2.5~3倍。在焊接过程中,深熔氩弧焊熔池较宽,熔池稳定性较差,需根据熔池跳动情况调整焊接参数(见图1)。
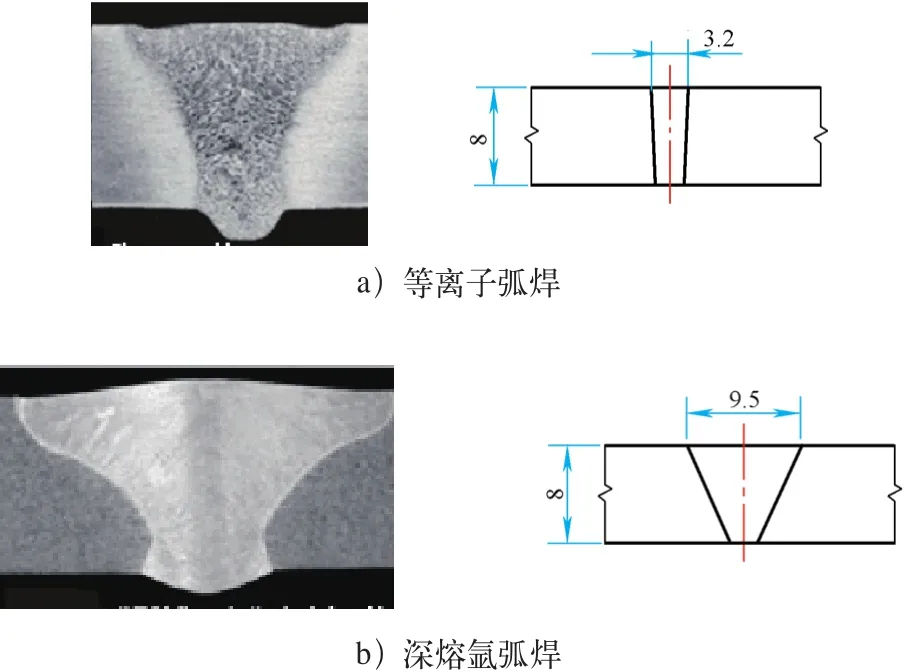
图1 8mm厚板等离子弧焊与深熔氩弧焊的焊缝截面
3 力学性能对比分析
(1)不锈钢的力学性能 试验采用6mm厚、同一炉批号的S30408不锈钢作为母材,在较适宜参数下采用深熔氩弧焊、等离子弧焊分别焊接两副试板(普通试板+应变强化试验试板)。试板RT检测按NB/T 47013.2—2015评定,AB-Ⅰ级合格。焊后分别进行了拉伸、弯曲、-196℃冲击试验,试验结果分别见表1、表2。由表1、表2可知,S30408不锈钢试板采用深熔氩弧焊和等离子弧焊力学性能均符合要求。而采用等离子弧焊获得的冲击性能较好。
(2)碳素钢的力学性能 试验采用6mm的同一炉批号Q345R碳素钢作为母材,在较适宜参数下采用深熔氩弧焊、等离子弧焊分别进行焊接和RT检测,试板按NB/T 47013.2—2015评定,AB-Ⅰ级合格。焊后分别进行了拉伸、弯曲、-20℃冲击试验。试验结果见表3。由表3可知,采用深熔氩弧焊和等离子弧焊焊接Q345R碳素钢时,抗拉强度、弯曲强度均符合要求。但采用深熔氩弧焊时,冲击性能明显下降,不符合GB/T 150—2011的最低要求。
(3)碳素钢冲击性能对比 由于上述试验中Q345R碳素钢的深熔氩弧焊冲击性能较差,所以针对Q345R进行了不同厚度试板的力学性能试验。所有测试试板均在稳定的焊接参数和工艺下进行,焊后进行RT检测,并按NB/T 47013.2—2015评定,AB-Ⅰ级合格。不同板厚Q345R碳素钢的力学性能见表4。由表4可知,板厚为6mm、10mm的Q345R碳素钢-20℃冲击试验,冲击吸收能量不能全部符合标准要求。因此,碳素钢采用深熔氩弧焊时,如考虑冲击性能最低要求,需调节更适宜的焊接参数,控制焊接热输入,来提高焊接接头的冲击吸收能量。
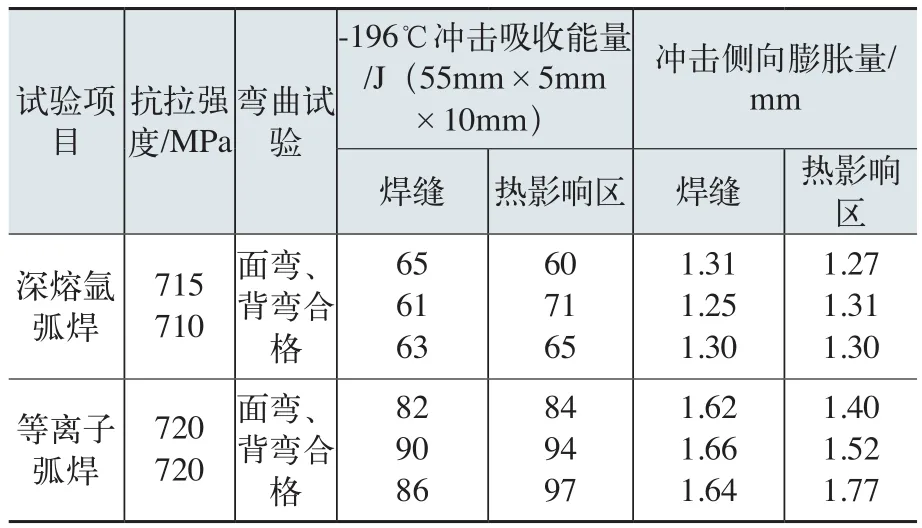
表1 S30408不锈钢普通试板的力学性能

表2 S30408不锈钢应变强化试板的力学性能

表3 Q345R碳素钢的力学性能
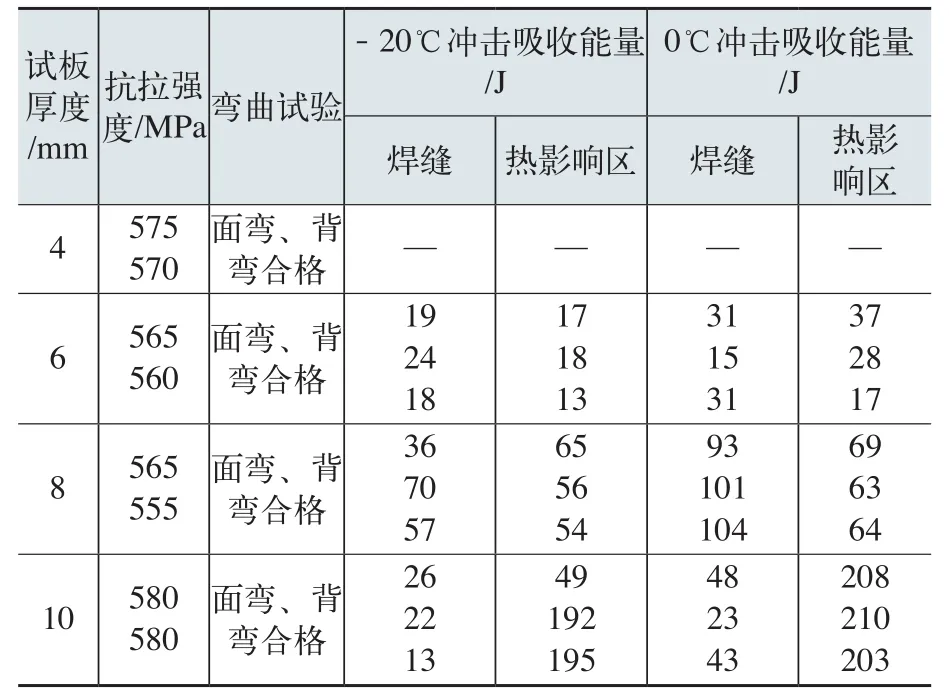
表4 不同板厚Q345R碳素钢的力学性能
4 结束语
1)深熔氩弧焊装配要求比等离子弧焊低,可获得的熔深厚度比等离子弧焊大,生产效率高。
2)深熔氩弧焊比等离子弧焊熔池大,焊缝截面大,同时对焊工操作技能要求也高。
3)深熔氩弧焊焊接不锈钢时力学性能均能符合要求,但冲击性能比等离子弧焊略差。
4)深熔氩弧焊焊接碳素钢时需调节合适的参数,才能保证接头的冲击性能。
