钛合金框架加工工艺
2020-08-13宝鸡烽火工模具技术有限公司陕西宝鸡721006郭喜禄关兵奇
■ 宝鸡烽火工模具技术有限公司 (陕西宝鸡 721006) 孙 平 郭喜禄 关兵奇
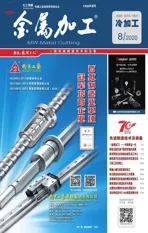
图1所示钛合金框架形状复杂,壁厚不均匀,加工容易变形。如果没有五轴加工中心,就需要工艺创新,设计合理的夹具和焊接工装,才能保证零件加工要求。
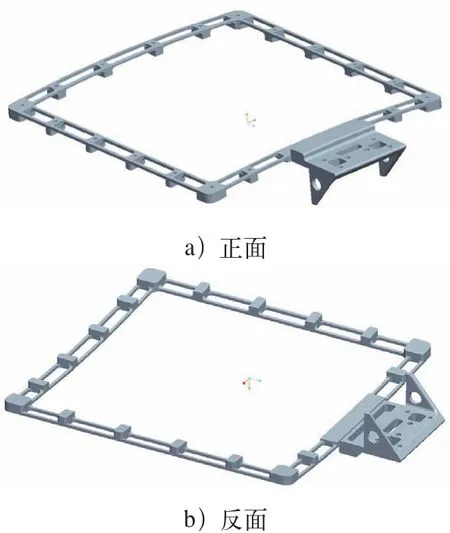
图1 钛合金框架三维图
1. 零件加工难点分析
框架零件材料为TC4钛合金,其结构及尺寸如图2所示,长374.3mm、宽296mm、厚51.16mm,是我公司最大的钛合金零件。其壁厚最薄处为3mm,外形为R1 443mm大圆弧曲面,形状复杂。钛合金本身为难加工材料,整体加工容易变形,而且费用很高,加工周期长,影响产品交货周期。原加工工艺的难点在于零件变形的控制,以及加工周期长、材料利用率低和加工费用高等问题。
零件R1 443mm大圆弧曲面上分布有与曲面垂直的螺纹孔,加工难度很大,而我公司没有五轴加工中心,需要进行工艺创新,找出可行的加工方案。
2. 加工方案的设计
仔细查看和分析零件的结构,结合钛合金较好的焊接特性,将这个零件拆分成零件1和零件2(见图3),然后焊接成形。但是因为零件1为曲面、薄壁框架类零件,焊接成形很容易变形,控制变形将是很大的难题。于是采取设计焊接夹具的方式尝试解决此问题。该方案实施后将节省材料2/3以上,减少加工中心铣削工时100h以上。
在大圆弧(超过机床旋转工作台旋转半径)和复杂曲面上钻削与曲面垂直的孔,常用的简易方法是首先采用三轴加工中心在孔轴线与大圆弧曲面相交的交点位置钻削中心孔,该中心孔轴线不在大圆弧曲面的法线方向;然后在大圆弧内部支撑与大圆弧曲面法线方向接近的圆弧夹具,这样钻削的孔大致能与大圆弧法线方向一致,但是孔距偏差较大,必须试装。而零件最大孔距达290mm,公差为±0.15mm,且无法试装,所以常用方法无法满足设计图样要求,必须采用可靠、经济可行的加工方案。
3. 零件加工工艺
零件1的加工工艺为:备料→热处理→铣削→电切削→钻削、攻螺纹→组装焊接→铣削(将正反面焊接处多余金属铣去,与相邻面接平)。
零件2的加工工艺为:备料→热处理→铣削。
4. 钻孔夹具设计
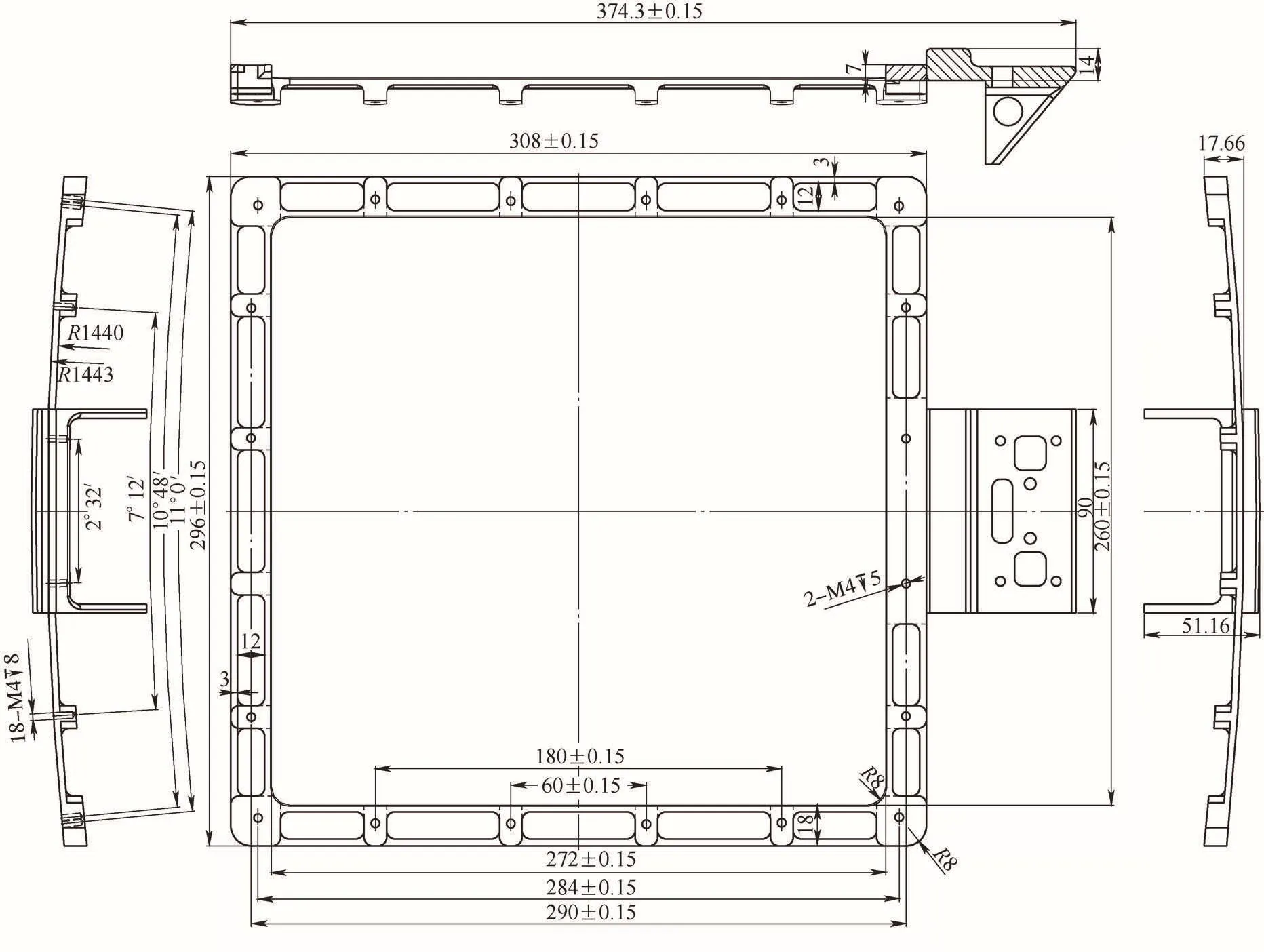
图2 钛合金框架结构及尺寸

图3 将钛合金框架分解为两个零件
在设计钻削框架分解后的零件1的R1 443mm大圆弧面上分布的螺纹底孔的钻孔夹具时,由于这些螺纹孔的轴线在大圆弧的法线方向,所以夹具结构设计必须保证夹具上与螺纹孔对应的孔能在公司现有设备上加工,且能够经济和可靠地保证钻孔夹具精度。
通过仔细研究零件1的形状和R1 443mm大圆弧面上分布的孔的特点和规律,我们设计了结构新颖的钻孔夹具结构(见图4),来解决曲面上分布孔的加工难题。
1)在钻模板上加工出R1 443mm大圆弧,作为零件1在钻孔夹具中的定位基准面。
图4 钻孔夹具结构
2)左、右两端面上R1 443mm大圆弧上分布孔的加工。首先在钻模板上加工出R1 443mm大圆弧径向分布的方槽;然后在方槽中装配矩形钻套9、3,其中矩形钻套上镗有与螺纹底孔大小相同的孔,最后用右矩形钻套压板和左矩形钻套(限位)压板螺钉压在矩形钻套露出钻模板的端面,拧紧左、右矩形钻套压(限位)板螺钉,实现两端钻模孔的加工。
3)上、下两侧R1 443mm大圆弧上分布孔的加工。首先在钻模板的上、下两侧铣削出与孔轴线平行的基准面和与之垂直的孔加工面;然后在坐标镗床的旋转工作台上旋转孔对应的角度,从基面推坐标镗削出圆钻套装配孔;最后将圆钻套紧配压入孔中。
4)钻模板的四周和钻模板上的R1 443mm大圆弧定位面、两端沿R1 443mm大圆弧径向分布的方槽,以及钻模板的上、下两侧与孔轴线平行的基准面和与之垂直的孔加工面,在我公司加工中心设备上加工。
5. 零件1在钻孔夹具中的装夹与钻孔加工
(1)零件1在钻孔夹具中的定位 在图4中的钻模板上加工出R1 443mm大圆弧,作为零件1在钻孔夹具中的定位基准面;上、下的定位由上下定位销来定位;左、右的定位由左矩形钻套压(限位)板来定位。
(2)零件1在钻孔夹具中的夹紧 将零件1放入钻孔夹具中,使R1 443mm圆弧面贴紧钻模板的R1 443mm圆弧面,放入上下定位销之间,左边靠紧图4中的左矩形钻套压(限位)板螺钉进行左、右定位。将零件1夹紧螺钉穿过钻模板相应的孔和零件1上相应的长方孔旋入圆弧夹紧块相应的螺纹孔中,拧紧,保证零件1装夹可靠。注意夹紧块的圆弧面要与零件1的圆弧面贴紧,不能高出零件1的R1 443mm圆弧面。
(3)钻孔加工过程 将图4中的R1 433mm圆弧垫铁放在钻床的台面上,不仅使圆弧中心与钻床的旋转轴对齐,而且使R1 433mm圆弧垫铁圆弧中心轴线放在钻床的台面上时与钻床横梁平行。将装有零件1的钻孔夹具放在R1 433mm圆弧垫铁上,保证零件1的圆弧面与垫铁R1 433mm圆弧面贴紧,上下左右平行移动钻孔夹具,使其中一个孔与钻床旋转轴对正就可以钻孔了。钻其他孔时采用同样的做法。
6. 焊接夹具设计
设计焊接夹具结构如图5所示。
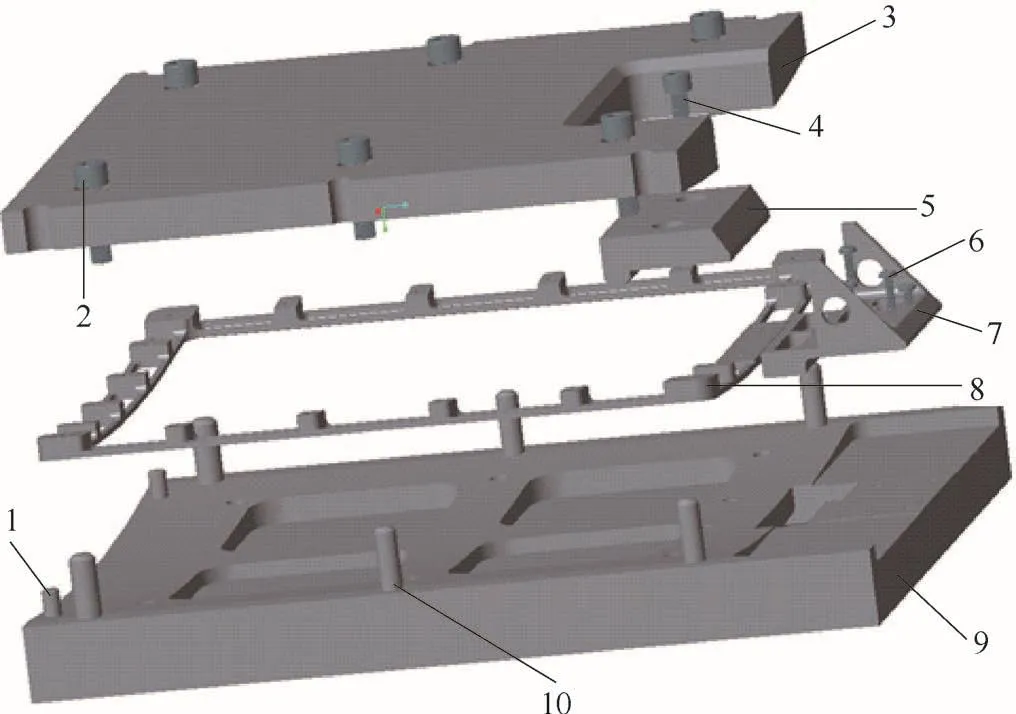
图5 焊接夹具结构
7. 零件1、零件2在焊接夹具中的装夹及焊接加工
(1)零件1、零件2在焊接夹具中的定位 图5中焊接底板上设计了R1 433mm大圆弧作为零件1的定位基准面,上、下的定位由上下定位销来定位,左、右的定位由左定位销来定位。焊接底板上设计了凸平台,作为零件2的定位基准面。设计的沉台是为了确定零件2放入焊接夹具中的上下位置。零件2的左端面靠紧零件1的右端面来定位零件2在焊接夹具中的左右位置。
(2)零件1、零件2在焊接夹具中的夹紧 将零件1放入焊接夹具的上下定位销与左定位销中间,左端面靠紧左定位销,零件1的外形R1 433mm大圆弧与焊接底板的R1 433mm大圆弧紧贴,将小压板压在零件1的右边,穿入M8螺钉并拧紧,压紧零件1的右端中间平台;将零件2的圆弧凸台放在焊接底板右边的定位沉台内,将零件2的左端面靠紧零件1右边的右端面并与焊接底板右边的定位凸平台贴紧,然后穿入M4螺钉并拧紧,压紧零件2。将大压板(底面设计有R1 433mm大凸圆弧)在上下定位销的导向下盖在零件1背面的、端面形状为R1 433mm大凹圆弧的18个凸台上,并使两圆弧贴紧,将M10螺钉穿入大压板并拧紧,压紧零件1。
(3)焊接加工过程 将零件1和零件2装入焊接夹具定位并夹紧后,放在氩弧焊的操作平台上,先将两零件的连接部位焊接牢靠,然后翻面,因为在焊接底板上设计有与零件1和零件2连接部位对应的焊接窗口,所以在反面再一次焊接就能将两零件连接部位焊透,进而保证了零件1和零件2的连接强度,达到了设计要求。
8. 小批量试生产
公司钛合金框架进行了两小批试生产,过程顺畅、周期短,产品质量和生产周期均满足设计和生产要求。钻孔夹具和焊接夹具结构新颖,加工方案可行,可操作性强。最重要的是钻孔、焊接精度稳定可靠,可以进行批量生产。
9. 结语
通过对钛合金框架加工工艺方案的研究,掌握了钛合金等难加工材料的加工方法以及加工中心铣削工艺参数,积累了钛合金大型复杂曲面零件加工过程中的变形控制和变形后的处理方法及经验,对以后此类零件的加工具有很好的借鉴意义。