双色遥控器收纳盒注塑模具设计
2020-08-11杨晓清卢柱林
杨晓清 卢柱林
(桂林电子科技大学机电工程学院,广西 桂林541004)
1 遥控器收纳盒结构分析
该遥控器收纳盒为双色注塑件,分为红色部分的上端盖和白色部分的盒体。塑件为结构对称的方体,表面光滑,无侧向孔或凹槽。材料采用ABS,收缩率为0.5%。由于塑件是双色一体的产品,可以使用的成型技术有二次成型和双色注射成型。因该产品生产量为中批量,对于中小型企业来说,二次成型更为经济适用。
为简化浇注系统,脱模机构,从而降低模具的复杂程度,成型顺序设计如下:先成型出红色上端盖部分,再将上端盖放入第二套模具中使白色塑料以上端盖为基础进行二次成型。
2 红色端盖模具设计
制品的最小厚度为4mm,最大厚度为8mm,各部分壁厚均匀,高度为10mm。由于制品成型后还需要放入第二套模具中继续成型,需要制件能够被精确放置在第二套模具对应的位置,并且有很好的配合,不能有过大间隙,多数材料当间隙达到0.02mm 时会导致毛边[1]。而制品的脱模距离只有10mm,所以只需设置较小的脱模斜度,本次设计在第一次成型时脱模斜度设为0.5°。
2.1 浇注系统的设计
根据对塑件的分析,可选用直浇口,浇口位置设置在塑件与白色盒体的接触面位置,在该位置可设置一个通孔与浇口套相连,要注意浇口套大端孔径要小于通孔孔径。
2.2 成型零件设计
因本产品的制造精度要求不高,故成型零件工作尺寸制造公差δZ取塑件公差Δ 的1/3。注塑模定模型腔和动模型腔选择镶嵌式的结构形式,型芯镶块的固定方式采用台肩和垫板固定,在型芯长边设置宽度为4.5mm,高度为8mm 的台肩,台肩长度尽量在型芯长边的4/5 左右。
2.3 冷却系统的设计
型腔冷却孔的直径为8mm,为确保密封性,隔板堵头选用直径为10mm。型芯镶块的冷却水孔大小和型腔的水孔大小相等,水孔中心间距为32mm,水道中心距制件表面25mm,型芯的水道布置方式为外连接直通式布局,利用外接弯接头来连通水道。
3 白色盒体模具设计
3.1 结构工艺分析
白色盒体部分属于型腔较深的产品类型,最小壁厚为底部支承面b=1.5mm,制件的最大高度为90mm,为了避免脱模时阻力过大,本次成型选用脱模斜度为0.5°。斜度方向在保证不同颜色的接触面部位的尺寸相同的前提下选取。
3.2 排位设计与分型面的确定
为了便于脱模机构的设计,将一次成品按照图1 的方式放入二次成型的模腔中,使其开头朝向动模,开模时由于塑料热胀冷缩,塑件会紧紧包住型芯而留在动模一侧。所以选择基材与二次填充材料的接触面作为分型面。
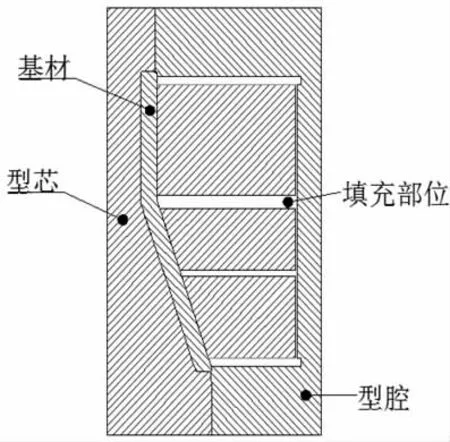
图1 排位示意图
3.3 浇注系统的设计
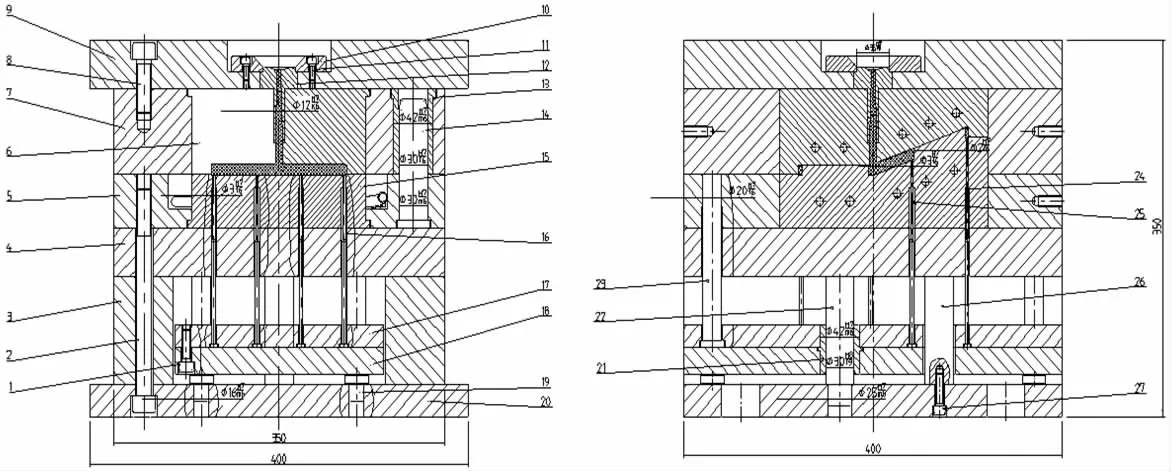
图2 端盖模具总体结构图

图3 盒体模具总体结构图
浇口形式选用点浇口。点浇口的浇口位置设置在塑件的底面,有利于减小浇注系统的长度,以及方便脱浇道凝料。由于塑件高度方向尺寸较大,使得注塑空间变得窄而长,只设置一个浇口可能会出现填充不足的问题,所以将浇口数量设置为2 个,位置对称,以确保凝料从主流道流道浇口的速度和压力等流动状态相同。
点浇口的各项数据的推荐值为直径d=0.5~1.5mm,浇口长度l=0.5~2mm,这里取d=1mm,l=2mm,分流道与浇口的接触面加工成SR=1.5mm 的圆弧面,分流道夹角取3°。分流道选用U形截面形状。分流道直径取D=10mm,侧边与法线夹角取10°,使用外切圆法确定截面形状[2]。
3.4 成型零件设计
二次成型时需要将端盖放入作为基材,所以白色盒体模具的型芯部分尺寸应与端盖尺寸一致,其余尺寸按照收缩率0.5%来计算。型芯与型腔采用不打通模板的镶嵌式结构,使用螺钉进行固定。
3.5 冷却系统设计
型芯冷却系统的水孔直径选用为Ф10mm,钻的深孔直径为Ф20mm,使用隔板和螺塞使冷却系统形成一条通路[3]。型腔的冷却水入口设置在点浇口附近,分两条水路进行冷却,圆形冷却水道孔径为10mm,在型腔底面上开设宽度为10mm 的矩形冷却水道,直接在型腔表面开设矩形冷却水道的优点在于加工方便。
4 模具整体结构设计
红色端盖部分模具总体结构如图2 所示。模具选用标准模架,采用直浇口浇注系统、推杆与推件板组合推出以及循环式冷却系统组成的总体结构,最大外形尺寸400mm×400mm×350mm,流道分型面开模距离120mm。色盒体模具总体结构如图3 所示。模具选用标准模架,采用双分型面、点浇口浇注系统、推杆与推件板组合推出以及循环式冷却系统组成的总体结构,最大外形尺寸400mm×400mm×475mm,流道分型面开模距离300mm。
5 结论
采用普通注塑机实现双色产品的注射成型,对中小型企业意义重大。模具选用一模一腔的生产方式,两次注塑成型的分型面均选为双色衔接面,浇注方式分别选用直浇口和点浇口两种;型芯与型腔做成与模板组合的镶块形式,方便加工和更换;其中白色盒体注塑模具设计了顺序开模机构。实例证明,该注塑制品表面质量高,制品缺陷少,该模具能保证塑件的质量。
