YB618 包装机条盒输送稳定性的分析与改进
2020-08-11李惠峰
谢 伟 李惠峰
(红塔集团大理卷烟厂,云南 大理671000)
YB618 硬条及条外透明纸包装机(以下简称YB618 包装机)在机组中的主要任务是完成烟条条盒纸及条外透明纸的包装。在生产过程中,YB618 包装机经常会出现无条盒纸停机、条盒纸堵塞停机、条盒纸折角不良和打码喷胶位置不对等不良情况。经过对YB618 包装机的条盒供应系统进行观察,发现条盒纸吸取鼓吸取条盒纸时,存在吸不住和吸取歪斜的情况,由此造成上述不良情况的发生。
针对条盒纸吸取不下及吸取歪斜而引起的停机次数及条盒浪费进行统计:平均每天因条盒纸吸取不下造成停机8 次,每次处理时间1 分钟,每次停机剔除烟条数为2 条;平均每天因条盒纸吸取歪斜造成条盒纸堵塞、条盒纸折角不良等情况10次,每次处理时间2 分钟,同时产生废品烟条4 条。综合统计,平均每天需28 分钟处理条盒吸取故障,处理废品烟条56 条,影响了设备的有效作业率,也大大增加了成本的消耗。
1 YB618 包装机条盒吸取原理
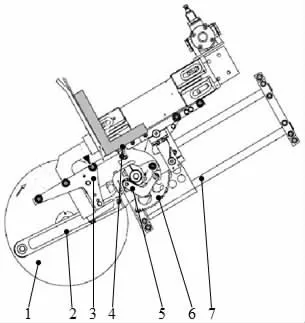
图1 YB618 包装机条盒纸的拾取机构示意图
YB618 包装机条盒纸的吸取方式为翻转式吸取,如图1 所示。整个条盒拾取机构由曲柄盘1 驱动,滑架3 通过连杆2 与曲柄盘1 连接,并且被两根平行的导杆7 导向。扇形齿轮6 沿着一个支架运行生产了吸取鼓5 的旋转动作。吸取鼓上的吸嘴吸住条盒叠最底部一张条盒纸的左端,然后沿送纸方向运动,同时翻转180°,将条盒纸的左端交递给送纸辊,之后吸嘴按原路径返回到条盒叠最底部一张条盒纸的左端,完成一张条盒纸的吸取动作。
2 存在问题
2.1 吸嘴变形分析
YB618 包装机条盒吸取鼓上的吸嘴采用的是长椭圆形的橡胶吸嘴,如图2 所示。长椭圆形接近矩形,吸嘴吸取条盒时,在负压下变形,吸嘴唇口棱角处的变形不平整,容易漏气,致使吸嘴吸力不足,从而条盒吸取不稳,如图2a;同时,吸嘴安装在吸取鼓的吸嘴座上,只有负压孔与吸嘴座相连,两端无支撑,在吸取条盒时会产生一定的变形,两端会翘起来,容易漏气,吸力不足导致条盒吸取不稳,如图2b。

图2 正常吸嘴和变形吸嘴
2.2 吸嘴吸力计算分析
真空吸盘水平吸取吸力计算公式:

式中:W 为吸力(N);P 为真空度(-KPa);C 为吸盘面积(cm2)。
椭圆面积计算公式:)

式中:c 为吸嘴工作面积(cm2);A、B 为椭圆的长轴和短轴半径(cm)。
椭圆吸嘴长轴3cm,短轴1cm,YB618 包装机的真空度P 为-50KPa,带入数据计算换算后得到一个椭圆吸嘴的吸力为1.2kg,两个吸嘴吸力为2.4kg。
摩擦力计算公式:

式中:μ 为条盒纸的动摩擦系数;m条盒为条盒纸料斗中纸叠的质量。
条盒纸料斗储纸量为100-600 张条盒纸,单张条盒纸重量约22g,一叠条盒纸叠重量为2.2kg~13.2kg,查阅资料[3]得μ≈0.187;根据公式(3)计算吸取纸叠最底一张需克服的摩擦力为0.41kg~2.46kg。
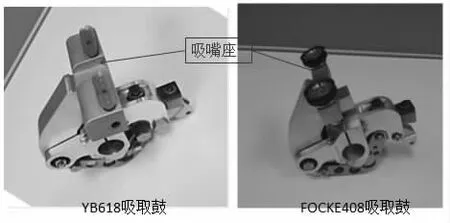
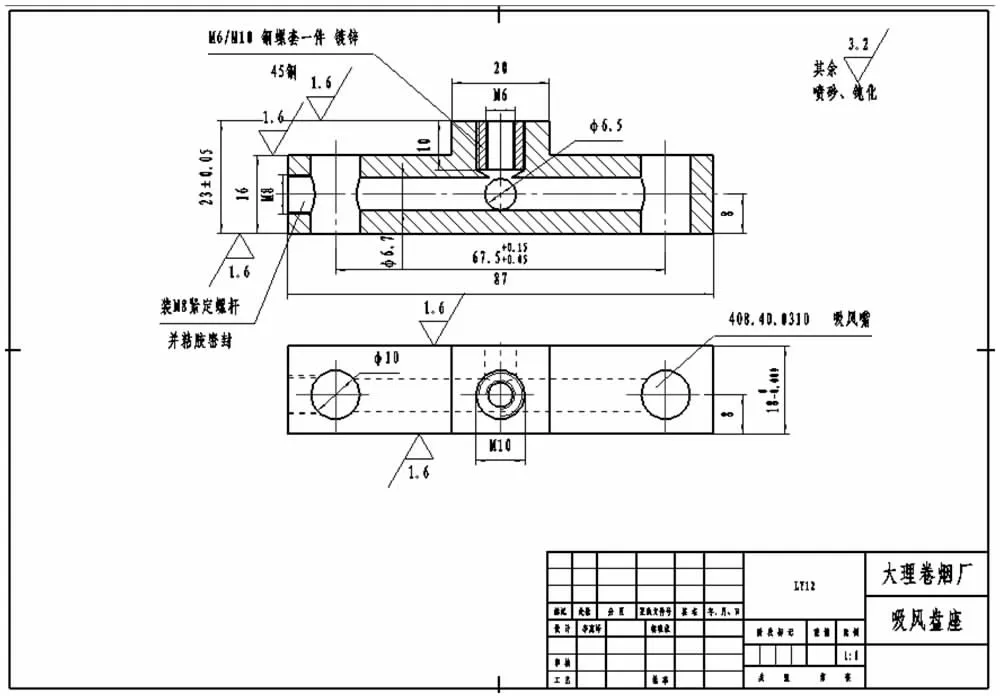
当料斗的最大料位600 张条盒纸时需克服的最大摩擦力为2.46kg,而两个吸嘴最大的吸力为2.4kg,W 在生产中,我们发现FOCKE408 包装机的条盒吸取较为稳定,因此我们预想采用FOCKE408 包装机的条盒纸吸嘴来替代YB618 包装机的吸嘴。根据YB618 包装机条盒纸吸嘴存在的问题,我们对FOCKE408 包装机的吸嘴进行变形及吸力的验证: 图3 所示为FOCKE408 包装机的吸嘴,吸嘴呈圆形,套在吸风头上使用。吸嘴无棱角,唇口平整,负压下变形较小,不易漏气;且吸风头上开有负压槽,使吸力更加集中,条盒吸取稳定;吸风头是金属件,支撑着整个吸嘴,保持吸嘴不变形,防止漏气,保证条盒吸取稳定。 图3 FOCKE408 包装机条盒纸吸嘴 FOCKE408 圆形吸嘴的直径为2cm,带入公式(1)得到一个吸嘴的吸力为1.6kg,两个吸嘴吸力为3.2kg,大于吸取纸叠最底一张需克服的最大摩擦力。 根据验证,可以采用FOCKE408 包装机的条盒纸吸嘴来替代YB618 包装机的吸嘴。 原YB618 长椭圆吸嘴和FOCKE408 圆形吸嘴结构上差异较大,为了不影响原设备的性能,不能在原YB618 的吸取鼓上直接更换安装替代,需进行设计改进。 比较YB618 条盒吸取鼓和FOCKE408 条盒吸取鼓,如图4所示,发现两者吸嘴的位置不同,即吸嘴座尺寸有所差异,必须重新设计吸嘴座,使吸嘴的位置适应YB618 的吸取鼓吸取条盒时的工作位置。 图4 YB618 吸取鼓和FOCKE408 吸取鼓 图5 吸嘴座设计图纸 根据分析测绘,我们设计出了符合要求的吸嘴座,如图5 所示。 按照设计图纸并进行加工,加工好吸嘴座后进行组装,组装成新的YB618 条盒吸取鼓,如图6 所示。 图6 新吸嘴座组件和新YB618 吸取鼓 在设备上调试好新的条盒吸取鼓之后,我们对条盒纸吸取不下、吸取歪斜而引起的停机次数及条盒浪费进行统计:平均每天因条盒纸吸取不下造成停机0 次,因条盒纸吸取歪斜造成条盒纸堵塞、条盒纸折角不良等情况1 次,因此,改进后平均每天只需2 分钟处理条盒吸取故障,每天处理废品烟条数量降至4 条。新的YB618 条盒吸取鼓上机后设备运行正常,且条盒吸取效果得到较大的改善。 在YB618 包装机条盒吸取鼓的基础上,设计改进了吸嘴座和更换了吸嘴,很好地解决了YB618 包装机条盒输送的稳定性问题,降低了停机率和提高了设备的运行效率,保证了产品的质量,减少了条盒的消耗,为工厂创造了效益。3 改进原理及措施
3.1 改进原理

3.2 改进措施

4 效果验证
5 结论
