汽车外覆盖件冲压模具棱线的加工探讨
2020-08-06董海
董海
摘 要:汽车外覆盖件冲压模具棱线加工情况对汽车质量存在着重要影响,本文关注冲压模具中棱线加工的困难,有效得出模具加工难点的具体解决方法。汽车外覆盖件冲压模具棱线加工结果显示这一类外覆盖件冲压模具整体表面质量得到较大程度上的提升,同时棱线品质也可以进一步满足各项技术要求。
关键词:汽车;外覆盖件;沖压模具棱线;加工
目前,主流车系的车身表面具有锋利的棱线,棱线中的特征线是将侧围和门板及翼子板贯穿在一起的棱线,其中的不同零件可以不匹配,而造型线则属于单个零件中的棱线,而两者之间可以不匹配,但是两个零件匹配的时候,其所关系到的范围则会缩小。车身棱线在维护汽车形象方面具有重要作用,但是其也容易对汽车的外覆盖件冲压模具的加工制造方面造成一定困难。外覆盖件冲压模具直接决定外覆盖件的质量,当前模具制造周期会更短,行业制造标准要求相对较高,使轿车外覆盖件冲压模具的加工比较困难,需要对其深入研究。
1 常见的棱线结构
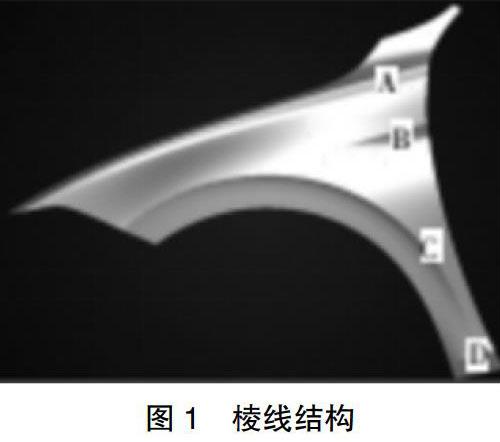
目前,汽车外覆盖件棱线通常都是在实施拉延冲压之后得到的,后续其不容易对棱线部位造成冲击,产生压力,汽车外覆盖件冲压模具是由产品区型面和工艺补充面及压料面组建的情况下具体得到的,其棱线主要是产品的内部线条,在数控加工编程的时候可以有效得出分类棱线结构(如图1),其包含着三类,首先是棱线贯通产品区,其加工会更加容易,其次是棱线从产品区一侧开始,在产品区内部有效和型面平滑过渡的阶段中,棱线尖角也会逐渐消失,最后是两条棱线在同一位置交叉,棱线C下部与棱线D中部交叉现象明显。
2 编程策略应用及加工效果
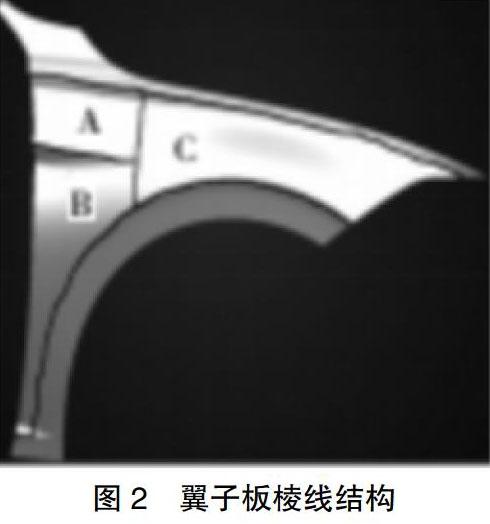
当前阶段我国制造行业加工冲压模具棱线主要有两个方式,其中一种为数据控制程序加工和棱线或近似和棱线位置平行,在对其加工处理之后,其所得到的棱线相对并不是特别尖锐,模具产品在其自身应用的过程中,棱线耐磨损的性能比较强。另外一种是数控程序加工方向和棱线保持平行,可以更好地满足厂家需要,但是模具棱线部位耐磨性相对不够,企业也就要进一步能够利用第二种方式进行更为有效的冲压模具棱线结构加工处理(如图2),翼子板没有贯穿棱线,其有A上侧和B下侧两条棱线贯穿产品棱线,A与B间还没有贯穿产品区棱线,第一区域显示为A上侧棱线的1/4与整条短棱线这一部分内容,另外一区域则在划分的时候为整条短棱线与B下侧棱线的1/2部分,C区是A上侧棱线的3/4与B下侧棱线的1/2,在AB区和C区间构建10 mm的加工重叠量。
这一加工方式具体实施的时候,数控编程工作量更小,其缺点是需要具有更高精度的数控设备及刀具,在翼子板产品区内部会遗留明显的接刀痕迹,棱线不连贯现象也更为显著,在后续研磨调试的过程中,其所需要完成的工作量也会更大,企业在自主研发棱线的时候,本公司自主研发的棱线加工技术方式可以进一步使得A区域和B区域及C区域等合并在一起,成为一个区域,常规加工方式被接刀部位被光顺连续刀具路径代替,对3条棱线同时加工的基础上需要连续实施,其中并不包含着换刀和接刀等加工方式,使得其对数控机床精度及刀具精度的依赖性得到一定程度上的降低,冲压模具中棱线所具有的精度100%是数控机床质量比较高的基础上得到的。
3 外覆盖件冲压模具的编程技巧
在编制外覆盖件型面精加工数控程序的时候,需要注重增强其所具有的修圆拐角功能,其在加工的时候也不会出现加工速度快速降低的问题,加工后的模具表面不容易产生尖角残留的问题,在“修圆拐角”或“光顺”功能发挥的过程中需要在实际情况下设置相关拐角半径值,在对后续的程序重叠量调整的过程中更加关注和重视,防止出现局部加工不到位的问题。同时也可以在具体的生产方式及生产习惯的基础上有效编辑,为数控编程软件制定得到更为实用的二次开发应用程序,在提高工作效率的情况下使得数控程序的质量得以充分确保,这一基础上推动应用宏实际编辑运行都更为灵活。
以某企业翼子板加工情况作为具体案例,在翼子板加工二次开发程序应用的时候可以有效缩短棱线部位编程时间,对编程人员的工作强度的降低及效率提升都存在着积极影响。目前,某企业外覆盖件冲压模具棱线加工,其加工技术在外覆盖件模具项目实施中更好地应用的情况下,推动企业汽车模具制造的过程中也注重改善先进技术的实施和传统加工模式的不断完善,使汽车模具可以充分占据国内模具行业的重要位置,推动其能够有效与国际先进模具制造企业之间相接轨,使得汽车外覆盖件冲压模具棱线加工型面更加满足国际的相关标准及要求,推动我国汽车外覆盖件制造企业可以有效在国际发展的过程中占据着重要位置,增强企业的竞争力,对企业发展也产生重要影响。
4 结束语
经过大量现场加工实验处理,可以得出在汽车外覆盖件冲压模具棱线加工型面过程中容易出现生产效率不高的问题,其并没有多余的“抬刀”,也可以解决汽车外覆盖件冲压模具棱线加工过程中可能发生的不良现象,能够确保加工效率和模具质量。对汽车外覆盖件的表面质量问题的分析预测存在着重要的参考意义。因此冲压模具在设计前期也要重点关注汽车外覆盖件冲压模具棱线加工情况实验研究的结果,并在最大程度上减少后期模具调试阶段问题的发生,明确降低模具开发与制造成本,减少加工费用,为企业创造更多的价值及发展空间,推动企业得到更好地发展。
参考文献:
[1]张志刚,刘战强,李志强,赵先进.基于冲压运动仿真的汽车外覆盖件冲压线运动规划[J].计算机集成制造系统,2020,26(03):688-696.
[2]吴凯,张亮,屈晓光.汽车外覆盖件冲压模具棱线加工技术的自主研发[J].汽车工艺与材料,2017(08):41-43.
[3]杜盈臻,赵磊.汽车冲压外覆盖件质量控制管理[J].时代汽车,
2017(14):6-7.
