标准化作业在汽车油漆生产线的应用探索
2020-08-06刘霞
刘霞
摘 要:标准化作业作为一种高效的管理模式,可以对生产线进行基本的平衡和优化。本文主要分析了标准化作业在汽车油漆生产线中的应用情况,如下表述。
关键词:汽车;油漆生产线;标准化作业;应用
标准化作业作为一种科学的管理手段,目前在各个领域中均有所涉及。汽车油漆生产线作为工业生产中最常见的一道生产工序,将标准化作业纳入该生产线上可以进一步优化和平衡生产线。
1 测定工时
(1)工时测定目的。工时测定属于时间研究的内容,其中工时测定的主要目的如下,一是可以对两种或者大于两种的作业方法先进程度进行定量比较;二是可以明确加工费用较多和生产水平不高的原因;三是可以拟定新工艺和新产品的生产标准时间;四是可以为定额、定员组织生产提供相应的资料支持;五是定额标准工时可以分析企业整体的生产水平;六是可以严格落实按劳分配原则。
(2)标准工时组成。不同生产类型中的标准工时组成是不一样的,其中在呈批轮番生产中,每一轮的生产工序都需要耗费一次准备和结束还见。因此在该模式的生产中需要将该项时间分配到每件产品中,其计算公式如下;大量生产类型中,在固定场地下加工同一种产品,因此可以忽略不计分摊到每件产品上的准备和结束时间。该情况下工序单件标准工时计算公式如下:;在单件生产类型中,工序单件标准工时计算公式如下:
2 优化工序与组合操作者
(1)优化工序要素。工序中各个要素彼此之间相互联系、相互融合才实现了整个工序的功能。优化要素的优化需要在满足生产工序功能的情况下进行,科学合理调整各要素,促使各要素之间的关系更加简单、层次性更加明显,期间可以删除不影响工序功能的要素。其中工序的划分需要满足以下条件。要素只能在一个地点发生,生产工人行走时可将要素分开;分解要素时需要注意一个要素不会将两个完全不一样的产品划分在一起进行操作,实际生产中一个要素占实际节拍的10%,可以合并耗时太短的动作要素;对于耗时较长的动作要素可以划分到一个要素内;通常情况下“读装车单并取零件”是任何工作的第一个要素;行走不包括在要素之内,它不属于一个要素。整个工序要在工作单元中或者动态线中操作,对于彼此距离较近的工人要在移动的过程中注意避免发生碰撞。对现场情况实际调查,发现互粉要素时要确保每位员工采取正确的作业方法。参与标准化作业的研究人员需要科学研究每位工人操作的每项工序,并将各生产要素之间记录下来。要素测定之前需要对每个要素进行分解,将其分解成多个动作,并再细分动作为动素。所谓的动素就是指该动作是由哪几个动作要素构成的,随后对每项工作的必要性和合理性进行研究,将不合理的动作要素去除,留下必要的动作要素。
(2)组合分配作业人员。组合分配作业人员需要根据生产线实际情况来定。通常情况下一个工位需要完成的工序有多个,工序不同具备的工作要素也是不一样的,其中工艺直接决定工作要素的数量和内容。立足数学角度可以对作业人员进行以下方式的组合分配。假设某个工位需要完成的工序有N道,每个工序中包含的要素有M个,目前该工位有操作人员L个,需要探究该怎样组合要素并分配操作人员才最为合理。在构建数学模型之前可以先做出如下假设:生产线上的所有的工序要素均是各自独立的,工序要素不分先后,在要素划分条件下各个要素都可以独立完成。另外假设工人对要素操作时间均是在确保要素完成质量合格的情况下统计。则可以做出如下的定义,可以将S定义为工人对要素操作的熟练程度,t为工人与要素操作的工作时间。其中工人工作时间以及要素完成质量均可以透过熟练程度来表现出来。此时就可以做出如下定义(1),上述公式(1)中Td为该要素理想工作时间,是全部工人在该要素操作中的最小时间平均值,其中(2)上述公式(2)中L表示该工位工人人数,t小于等于,S为1,说明该工位工人操作该要素的熟练程度为最佳;t大于等于2Td,S为1,说明该工位工人操作要素的熟练程度不达标,因此不具备上岗条件,需要格外培训。由此可见,t在Td与2Td两者之间,且S在0和1之间时,可以将工人操作该要素的熟练程度反映出来。
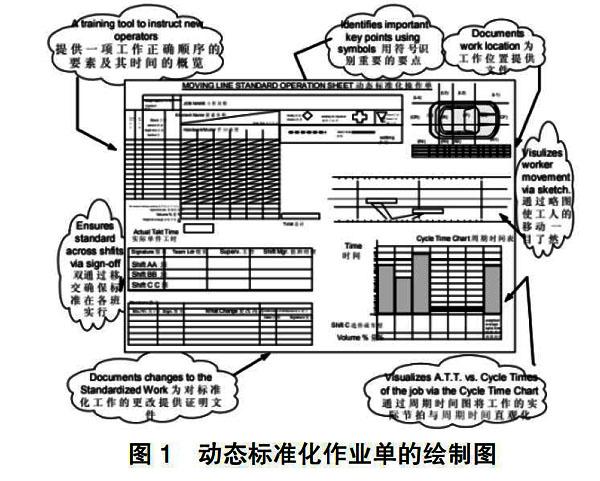
(3)实施动态标准化作业单。动态标准化作业单作为一种工具可促使操作工完成线上的标准化操作。其中动态标准化作业单可以在现有标准下完成操作的目控工具,该方法下可以清楚发现工艺中存在的浪费问题,并能对新操作工人进行指导。动态标准化作业单的绘制见图1所示。主要包括以下内容:各要素概念以及正确工序顺利下的时间、工作地点、关键性要素、实际工作中操作者运动线路、实际实施过程中标准化作业的变更情况等。班组负责人员可以在操作时间标下清楚理清操作时间和实际节拍之间的关系,便于管理人员追溯并改进整个的生产过程。填写表格的过程中,需要按照顺序列出各个工序要素,并用符号标注出来。表格斜线上半部分框中要结合具体车型将现场测时单中要素时间列出来,表格斜线下半部分框中则需要列出不同车型现场测时单中的步行時间,做好标记并将两个要素的步行区别开来。随后对不同车型总操作时间进行计算,结合车型具体百分比确定加权平均操作时间,将最后得出的实际节拍填写到表格中。
3 结语
综上所述,标准化作业作为一种新型的管理手段,将其用到具体的生产实践中可以为企业带来更多的生产效益。以上就是本文分析的汽车油漆生产线中标准化作业的应用情况,希望对该领域的研究有一定的帮助。
参考文献:
[1]于清华.汽车线束变更试装评估的标准化作业研究[J].汽车实用技术,2020(05):244-247.
[2]易建红.汽车涂装工艺[M].人民交通出版社,2012.
