浅谈防错技术在发动机试制生产中的应用
2020-08-05邢正双
邢正双
(上海汽车集团股份有限公司,上海市汽车动力总成重点实验室,上海 201804)
0 引言
当前制造业竞争的全球化和用户需求的多样化对供应商、生产商的要求不断增加,要求更多的产品种类、更短的制造周期、更低的生产成本及更高的产品质量。因而多品种柔性混合生产是未来汽车制造工业的发展趋势,已逐步得到推广。混合生产线的突出特点为,在生产线上同时制造多种产品。在多品种混线装配的制造过程中,因产品的不同,共线制造中存在混装、漏装等潜在风险,因而造成发动机零件返修、报废等情况,严重影响了产品质量,增加了发动机的制造成本。为较好地解决混合生产线的错装与漏装问题,保证产品质量,同时降低由于操作复杂而导致操作人员的劳动强度和压力,不少发动机生产企业引进了防错技术,建立了混合生产线的防错系统。
防错技术是一种在制造过程中采用自动作用、自动警示、自动标识、自动分类等手段,使作业人员在不特别注意时,也不会产生失误的方法。防错技术可以是一个装置,也可以是一个机械或是一种检查手段。防错技术在汽车制造中的应用目的不是为了找出错误,而是为了降低错误出现的可能性,即企业通过相应的技术和管理措施对可能出现的错误进行预防,以减少事后修改的风险和重大的经济损失。防错技术已被越来越多的企业作为以预防为原则的零缺陷质量控制工具,并引入到质量管理体系及生产实践中。
1 防错的作用与实施原则
1.1 防错的作用
当发生作业操作失误时,如果没有必要的措施,将会带来一定的产品缺陷、返工、报废等问题,从而导致成本增加,利润降低。如果实施防错技术,便可减少生产中人为差错发生的机会,避免差错形成缺陷,切实提高企业质量管理与质量改进工作的主动性,显著提升企业的质量竞争力,为企业带来广泛的经济收益,降低成本,增加利润。防错技术的作用如图1所示。
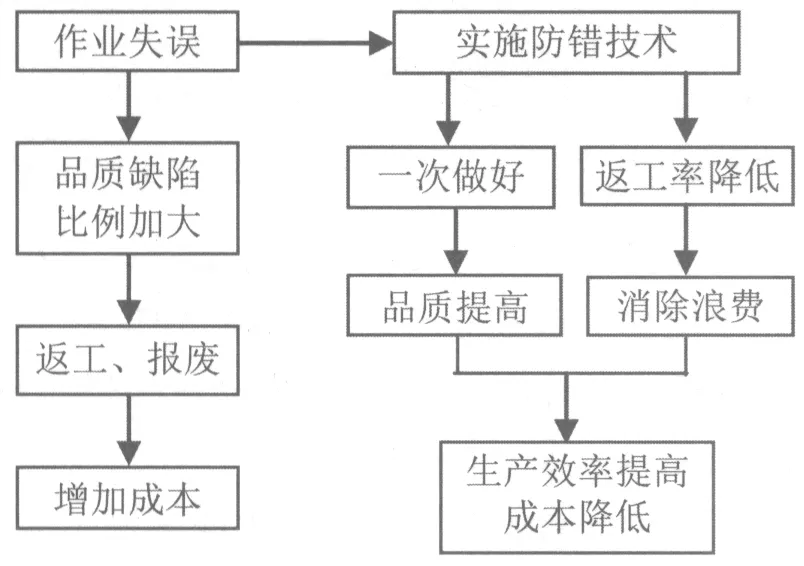
图1 防错技术作用
防错技术有如下优势:
1)操作动作轻松,提升效率与产品质量。防错法消除操作困难的作业,防止发生失误;消除缺陷,可做到首次工作合格;消除返工与检查,提高效率与产品质量。
2)减少对技能的依赖,降低工人的工作强度。取代依靠人为记忆等制度规范行为,降低人为问题发生的概率。降低工作人员的劳动强度,并一定程度上降低对工作人员的工作能力要求。
3)消除作业危险,提供安全保障。防错法能够防止操作人员因为失误或其他原因而引起的安全隐患,保障生产流程的正常运行。
4)强化操作的程序和顺序,避免产生不正确行为的选择,消除不经意的错误。
5)将操作人员的时间和精力解放出来,以从事更具有创造性和附加值更高的活动,从而使员工通过更多的参与来获得成就感与满足感。
6)降低质量风险,优化产品性能,提高顾客满意度,获得最大竞争优势[1]。
1.2 防错技术的实施原则
防错技术的实施原则有:排除原则、替代原则、简化/容易原则、异常检查原则和缓和影响原则。
1) 排除原则:剔除会造成错误的原因。这是从源头防止失误和缺陷的方法,符合质量的经济性原则,是防错技术的发展方向。如通过产品及制造过程的重新设计,加入防错技术。
2)替代原则:利用更精确的方法来代替,使过程不过多依赖于操作人员,从而降低由于人为原因造成的失误(占失误的一部分)。虽然这可以大大降低失误率,但缺点在于投入过大;另外,由于设备问题导致的失误将无法防止。方法是运用机器人技术或自动化技术等替代原有的手工操作过程。如,涂胶机代替人工进行密封面的涂胶工作,压机进行油封的压入工作等。
3)简化/容易原则:使作业变得更容易、更合适、更独特,或更具共同性以减低失误。适合化、共同化、集中化、特殊/个性化,使流程越简单,出现操作失误的概率越低,但简化并不能完全防止人为缺陷的产生。方法是合并生产步骤,实施工业工程方法,改善工作流程。
4)异常检查原则:虽然已经产生不良或错误现象,但在下一过程中,应能将之检查出来,以减少或剔除其危害性。方法是使用计算机软件、防错装置等,出现操作失误时予以报警。
5)缓和影响原则:作业失误的影响在其波及生产的过程中,用某些方法使其缓和或吸收。如运用保险丝的作用进行过载保护等。
2 发动机试制过程关键环节防错
防错技术从作用来分,可以分为数据追溯性防错、连锁防错、顺序防错、计数防错、安全防错、精度防错、功能性防错和上传系统防错。图2是发动机试制流程图。本文针对发动机试制过程的关键环节,制定了一系列的防错方案并运用到实际生产中。
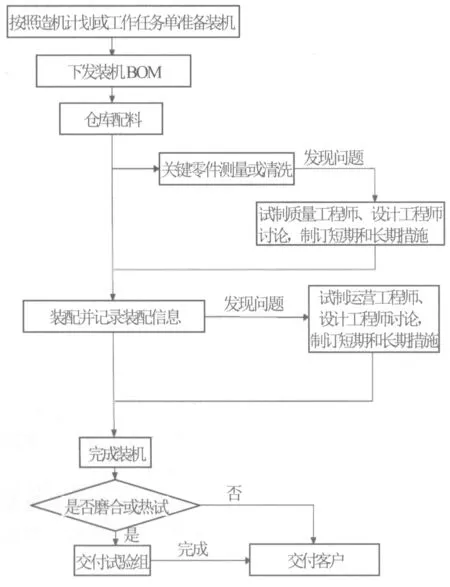
图2 发动机试制流程
2.1 物料防错
追溯性防错技术一般应用在物料防错环节,其作用不言而喻。零件信息、拧紧数据和测量信息的完整保存有助于生产厂家在遇到批量质量问题时,能有效锁定问题产品的范围和去向;而且零件信息还可以帮助生产厂家迅速判断从市场上返回的车辆和零部件的真伪[2]。
2.1.1 零件状态打码细分
对于多状态零件,要打码细分。物品来料必须有条码或者二维码,并制定了条码或二维码与产品订单关联的规则。
某些物品来料虽有条码或二维码,但不规范,如条码为旧条码没有与产品订单进行关联,这需要进行整改;条码技术不达标,如存在打印超边、打印精度不符要求、出现重码现象等问题,需要开发自动打印检测软件,规范打印模板,同时选购符合要求精度的打印机。考虑到具体扫描操作的便捷方便,对条码粘贴位置要求进行一一规范。
2.1.2 配料防错
仓库工作人员在配料时,使用扫描枪扫描发动机机型条码,通过系统编制当前产品型号的物料信息(BOM),并将待装零部件的件号显示在显示屏上。配料员通过显示屏的提示拿取相应的零部件,并扫描零部件上自带条码或者二维码,进行系统校验。如果匹配错误,系统会进行声光提示。对于专项试验零部件需要进行特殊标识并在BOM中备注,配料扫码时,系统会自动纠错报错。
2.2 试制过程防错
2.2.1 工艺防错
试制装配工艺与流水线生产工艺差别较大。受条件限制,很多环节无法借助仪器、设备来防错,只能通过寻找易错、易漏、易混环节并制订一系列防错方案来提高试制质量,如装机前物料确认。装机前,装配技师首先核对装机BOM是否与实物数量、状态一致,并检查零件质量,确认无误后再行装机。另外,编制了装机工序,并制作了不同机型、零件不同状态差异化表格并张贴看板。表1为不同发动机机型气门杆油封装配防错表。工程设计将进气门油封、排气门油封用不同颜色区分,并尽量保持所有机型的进气门油封、排气门油封颜色一致性。装配技师在装机时严格对照防错表进行装配。
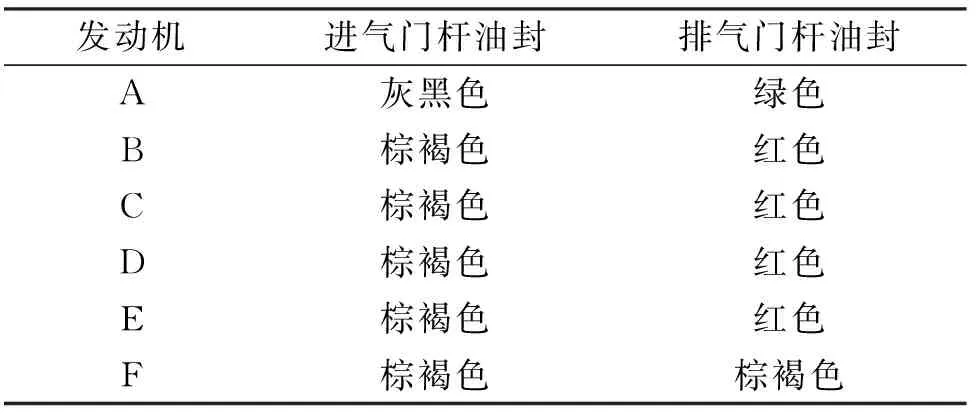
表1 各发动机型气门油封防错表
装配过程关键质量节点实行2次确认。在装机记录表中增加关键质量节点2次确认环节,由操作人员和复检人员分别确认,确保发动机装机质量。
2.2.2 工装(设备)防错
在发动机试制过程中,由于产品不同,会存在安装错装、漏装等潜在质量风险。因此,制作专门的防错工装也是生产现场最简单、实用、有效的方法,例如曲轴信号盘漏装防错工装。利用曲轴信号盘工装传感器来感应信号盘是否安装,防止漏装。
此外,防错工装在质量的预防方面也起到了举足轻重的作用。如某发动机气门杆油封工装初始设计状态为强磁结构,如图3所示。装配时,先将气门杆油封放入工装头部孔中,孔中强磁吸住气门杆油封;再将工装与油封一起放到气门导管上,用橡皮锤敲击工装后端,利用导管导向作用,将油封敲入,与缸盖加工法兰面贴合,如图4所示。但该工装设计存在一定风险:敲入油封时,如果工装发生倾斜且倾斜角度较大,可能会导致油封敲入不到位。
图3 原气门油封工装头部结构示意
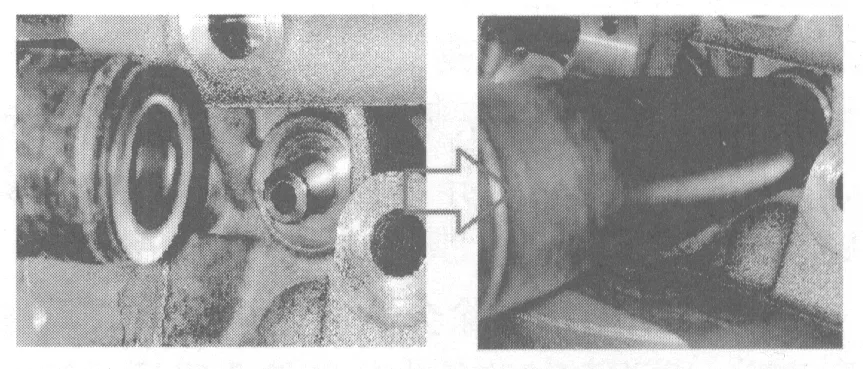
图4 原气门油封工装装配工艺示意
为此,对该工装进行改进,增加芯体设计,起导向定位作用,如图5所示。装配时,先将气门杆油封放入工装头部孔中,工装头部芯体与油封过盈配合;再将工装芯体插入到气门导管中,将油封敲入,与缸盖加工法兰面贴合。芯体设计可以避免工装发生倾斜而导致油封装配不到位的问题。
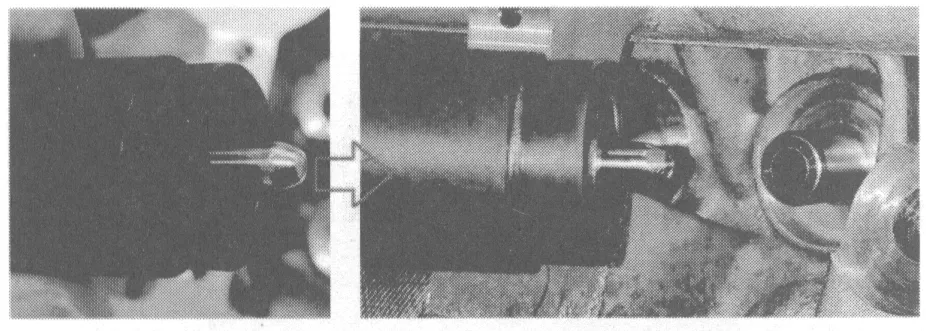
图5 改进后气门杆油封工装装配工艺示意
2.2.3 螺栓拧紧程序防错
螺栓拧紧程序可以分成手动拧紧和自动拧紧2种。手动拧紧与自动拧紧的区别就是手动拧紧是单轴电枪人工拧紧,而自动拧紧则是多轴电枪同时自动拧紧。手动拧紧,操作人员需要考虑工艺与生产节拍要求,所以这就经常需要多种紧固件在相同的工位进行拧紧工作。这样做可能会出现一些失误现象,比如漏拧或者错拧现象,最终影响产品的质量。为有效解决这个问题,采用了拧紧程序防错方法。当电枪达到目标扭矩后,拧紧合格的信息被传输到可编程逻辑控制(PLC)系统,PLC系统对合格的信号进行计数对比工作,进而达到防错目的。而自动拧紧,同样也是依据工艺的要求。自动多轴电枪拧紧以单轴电枪拧紧程序为基础,增加同步拧紧步骤,避免出现拧紧不同步的现象。因为不同步现象的出现可能会导致零件出现变形问题,从而影响装配品质。
3 结束语
不同的发动机产品试制实现共线生产,是未来汽车制造工业的发展趋势。利用原生产线进行改造,实现多种产品共线生产,应用更多的防错技术,达到降低制造成本的目的。但防错技术的应用需根据实际情况而定,使用得当可以减少浪费,保证产品质量,降低成本。使用不当,则可能掩盖试制生产中出现的缺陷,造成更大的浪费。人会因疏忽犯错,设备也不会总按规范工作,因此在防错技术的使用过程中必须对防错装置进行定期的维护和认证,这样才能保证防错系统正常运转,真正起到防错的作用,保证发动机产品的质量。
