GDX500包装机CV热封自动排条及剔除技术应用
2020-08-04王薪尧唐翰犀李树恩
王薪尧 唐翰犀 李树恩
摘要:本文设计了一种新型GDX500包装机自动排条装置及热封超时检测装置,实现了条美容器自动排条的功能以及cv第二提升器热封超时烟条自动剔除的功能,保障产品质量。
关键词:质量缺陷;自动排条;热封超时检测;伺服驱动
中图分类号:TF341.6 文献标识码:A 文章编号:1007-9416(2020)05-0006-02
随着企业“创优”、“对标”工作的不断推进,生产制造过程日趋精益化控制,对卷烟生产设备的保障能力也提出了更高的要求。GDX500包装设备作为行业内使用率较高的卷烟包装设备,由于研发时间较早,其质量保障能力逐渐跟不上我们的需。
1现有CV热封装置存在的缺陷
GDX500包装机CV部分共有3处烙铁,长封、侧封及条美容器。长封和侧封烙铁负责对折叠好的透明纸进行热封,条美容器负责熨烫平整。设备停机时,由于侧封烙铁及美容器下烙铁距离烟条很近,烘烤超过5分钟,就因透明纸变形产生严重包裹质量缺陷。目前,GDX500包装机条美容器部分通过吹风对烙铁进行降温,而侧封部分则没有任何措施。且条美容器内烟条的下端面与电烙铁贴紧,通过吹风方式难以使电烙铁温度下降,无法从根本上解决问题。为了避免透明纸变形的缺陷烟条流入市场,需要操作人员手动取出热封器内烟条,操作人员存在烫伤的风险。
2新型GDX500包装机CV熱封自动排条及剔除装置的研制
要彻底消除上述热封超时带来的质量问题,决定根据侧封烙铁和条美容器不同的机械结构采用不同的解决方法:检测剔除及自动排条。
2.1侧封超时检测剔除装置
该装置的作用在于实现在设备停机时间过长时,对CV第二提升器(即侧封烙铁位置)内的烟条进行标记,并且在条美容器出口处设置剔烟口,当设备重新启动后将被标记烟条在剔烟口剔除,避免缺陷烟条进入下级工序。
2.1.1设计原理
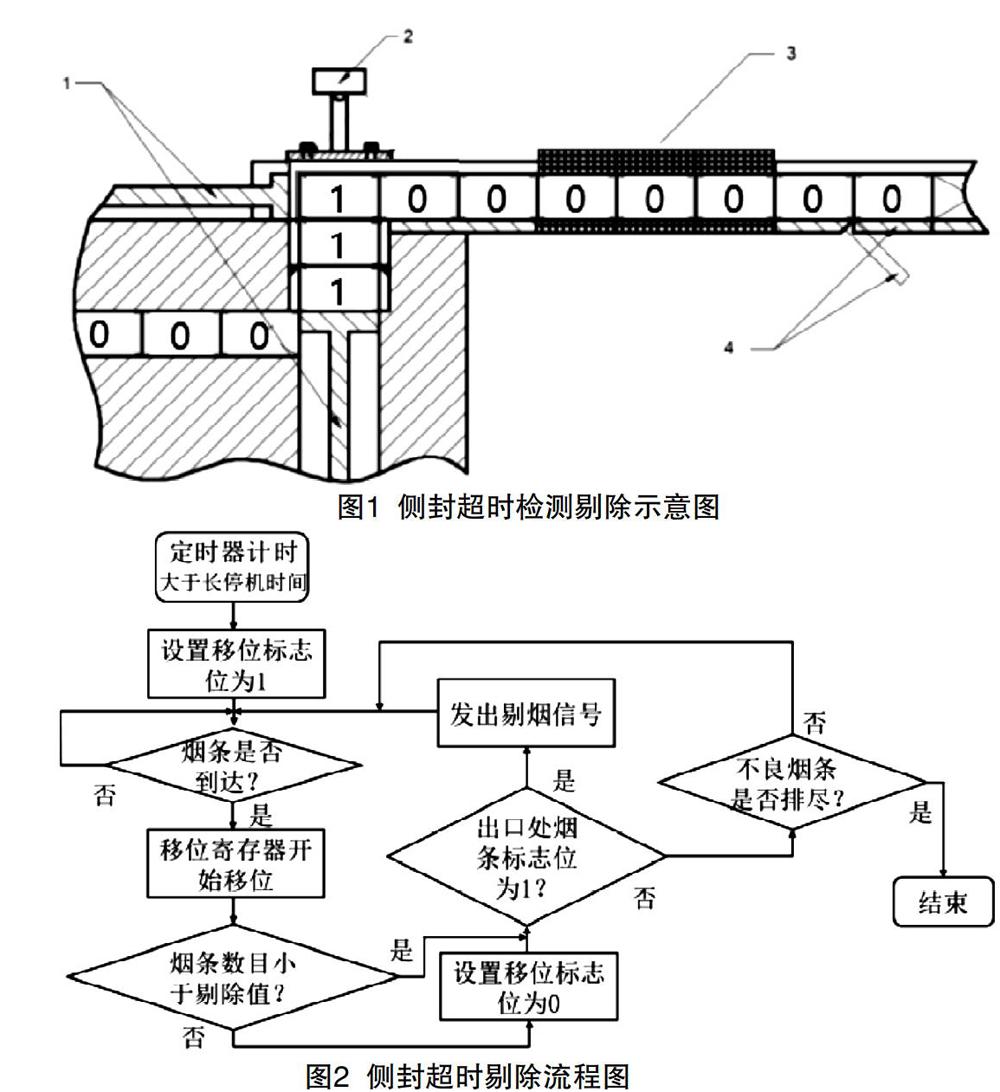
如图l所示,通过安装在烟条输出通道的入口处的烟条检测器(1-2)来检测所经过的烟条,并在控制器内部设有移位寄存器,移位寄存器的每一位对应输出通道上的每一条烟。设备运行时,移位寄存器根据烟条检测器的输出进行移位,模拟烟条的运动。在设备长时间停机时,移位寄存器对cV第二提升器(1-1)热封器内的烟条进行标记,当标记烟条运送至条美容器出口的剔烟口(1-4)时,移位寄存器中对应的位置刚好移动到了末位,此时即可判断这条烟是否应该被剔除。
2.1.2具体设计方案
该装置包括烟条检测器、PLC和剔除机构。烟条检测器采用光电传感器设置于CV第二提升器的输出通道上方;PLC分别与烟条检测器、剔除机构和包装机的主控系统相连接;条美容器出口设有剔烟机构(1-4),剔除机构装有输送带、活动板,能够在PLC控制下打开形成剔烟口。当活动板打开时,烟条在重力和输送带的作用下滑下,堆叠在下方的剔烟台上。本装置可实现CvN封部分热封超时剔烟流程全自动化,能够有效剔除因包装机cV第二提升器热封超时而产生的不良烟条,能够有效保障产品质量。
2.2条美容器自动排条装置
该装置的作用在于实现在设备停机时将美容器内烟条熨烫平整后排出,避免烟条长时间滞留而引起的质量问题。
2.2.1设计原理
取消了原机条美容器烟条两端的毛刷挡板,改成耐高温的齿形传送带,并通过一套伺服驱动系统控制。包装机正常生产时,齿形传送带不工作且与烟条两端面保持一定的距离,烟条由原机自行传送。当设备停机一段时间后,齿形传送带被气缸推动紧贴烟条两端面并在伺服控制系统下转动,配合上、下美容器电烙铁对烟条熨烫后将其排出。
2.2.2具体设计方案
该装置包括控制器、传动机构、伺服电机、上、下美容电烙铁、齿形传送带、气缸和万向连接头等。当设备长时间停机后,气缸(2-7)负责将齿形传送(2-6)带靠近或远离烟条。伺服电机(2-2)驱动传动机构(2-1)和万向连接头带动齿形传送带(1-6)做间歇运动进行输送。循环四个工位后,美容器中滞留的烟条将全部排出,若在这个过程中设备启动,则中止排条,将美容器的控制权交给设备。
3控制程序的编写与优化
如图2所示,在本方案中,控制器程序为两个独立的模块。每当接收到停机信号,定时器即开始计时,如果设备再次启动,则停止计时并且将定时器清零。程序分别设置短停机时间和长停机时间。当定时器计时大于短停机时间时,条美容器自动排条循环程序启动,开始排空美容器内烟条。于此同时,定时器继续计时,当定时器计时大于长停机时间时,侧封超时检测剔除程序启动,两个程序互不干扰,可同时运行。
侧封超时检测剔除程序对移位标志位进行了设置,移位寄存器的移位完全取决于原设备的动作,侧封超时之后移位标志位被置为1,该标志位随烟条运动被移人移位寄存器,当移人数量大于设置的剔除量时,标志位归零。当烟条被运送至剔除机构时,该烟条在移位寄存器中对应的位置刚好移动到了移位寄存器的末位,剔除机构根据移位寄存器末位数字来判断是否剔除。
自动排条流程按顺序分为四步,烙铁动作、气缸动作、电机转动、美容器熨烫动作,循环四次后将美容器内烟条排空。
4结论及成果
通过对原设备CV热封系统的改造,达成了预定技改目标:解决原设备由于停机时间过长导致的条透明纸热封超时的问题,保证了产品的质量,废品率指标显著下降,节约了大量成本。据不完全统计,结合本工厂的产能,采用该方案后每台GDX500包装机的年节支总额可达13万元。
随着该技术成果在红塔集团玉溪卷烟厂的成熟应用,其影响力不仅局限于GDXS00Z装机降低缺陷产品率方面的贡献,其技术方案可推广到其他任意机型的应用中,丰富了我们的质量把控手段。
