一种基于PLC控制的新型烟包上包机设计
2020-08-04廖宗宇蔡家斌龙远强贵州大学机械工程学院贵州贵阳55005贵州省烟草公司遵义市公司贵州遵义563000
王 凯,吴 兵*,廖宗宇,蔡家斌,李 芳,龙远强,潘 正(.贵州大学 机械工程学院,贵州 贵阳 55005;.贵州省烟草公司遵义市公司,贵州 遵义 563000)
我国是世界上第一烟草大国,烟草业税收在我国的税收体系中有着重要地位,是我国国民经济的重要支柱行业,它对国民经济的发展起着积极的助推作用[1]。在整个烟草产业链中,烟叶是最重要的原料,它在运输及仓储等物流过程中都是基于以麻片包装的烟包为基本单元进行作业,物流成本过高,且物流设备较为落后[2-5]。目前,烟包的上包作业普遍采用皮带传输机来完成,这类设备一般占地面积较大、较为笨重且移动困难,难以适应不同工作场所的上包作业需求,同时还存在着易使烟叶质量受损以及安全隐患等问题[6-7]。
针对现有的上包设备存在的问题,本文设计了一种基于可编程逻辑控制器(Programmable Logic Controller, PLC)控制的新型上包机。该设备采用提升链条作为输送装置,可以将烟包从地面垂直运输到指定位置高度,从而大大减小占地面积;以托盘作为烟包输送的载体,可以使烟包在上包过程中放置平稳,减小安全隐患,避免烟叶质量受损;同时设备底部装有万向轮,可以较为方便地移动,从而可适应多种工作场所。
1 上包机机械结构设计
1.1 主要设计要求
为了解决现有上包过程存在的问题,并能够更好地应用于实际生产,在进行设计时必须遵循以下原则:
(1)上包作业的效率需为每分钟6到10个包,且上包速度可调;
(2)设备的上包高度能够根据具体情况进行调整,最高上包高度为4 m;
(3)设备的机械结构设计合理,应便于移动,且设备的操作简单,易于上手。
1.2 整机结构设计
如图1所示,烟包上包机主要由机架、传动总成以及输送机构组成。

图1 烟包上包机整机结构图Fig.1 Structure of the tobacco bale conveyor
其中,机架是烟包上包机的主要连接和承载部件,其余两个机构均是固定连接在上面,是上包机的基础部件。机架主要由底板、侧框架、中间连杆、左右挡板、限位槽和扩张轮杆等组成;机架主要以焊接和螺栓连接为主,加工工艺性较好,加工精度易得到保证[8-9]。传动总成主要由电机、主轴、传动齿轮和传动链条等组成,是主要的动力部件;输送机构主要由输送链轮、输送链条、传动轴和托盘等组成,是主要的烟包承载部件[10]。
2 上包机关键部件选型
2.1 输送链条选型
烟包上包机采用输送链条进行垂直输送烟包。如图2所示,在输送链上共有7个托盘,拟定最多可有4个烟包同时放置在托盘上。考虑每个烟包和托盘的重量以及链条自身的承重能力,根据机械设计手册选择链条的型号为16A。链条的具体参数如表1所示。

图2 输送机构示意图Fig.2 Schematic diagram of the conveying mechanism

表1 输送链主要参数Tab.1 Main parameters of conveyor chain
2.2 电机选型
传动机构共有4个链轮,其中链轮组上有3个链轮:1个从动链轮和2个输送链轮,如图3所示。由图可见,在开始工作时,主动链轮通过驱动链条带动从动链轮转动,从而通过输送链轮带动输送链条运动。

图3 链轮组示意图Fig.3 Schematic diagram of the sprocket set
为保证上包过程运行平稳,在进行输送链条的选择时,须按照低速链条来处理,即v<0.6 m/s[11]。在本设计中,输送链条运转速度设定为0.3 m/s。
当设备处于最大上包数量时,最大负载约为2 862 N。通过计算得电机功率约为1.1 kW,电机转矩约为29.3 N·m。
根据设计要求,电机选择变频调速电机,同时根据得到的计算结果,最终选择型号为YVF2-132S-4,其主要参数如表2所示。

表2 电机基本参数Tab.2 Basic motor parameters
3 上包机控制系统设计
3.1 上下包作业流程
如图4所示:当设备开始上包作业时,电机4启动,驱动主动链轮3转动,主动链轮3通过驱动链条2驱动链轮组1转动,链轮组1带动输送链条5进行循环往复转动;在驱动机构中,托盘6安装固定在两输送链条之间,并跟随输送链条进行循环往复转动,从而将烟包从地面垂直输送到指定高度位置。
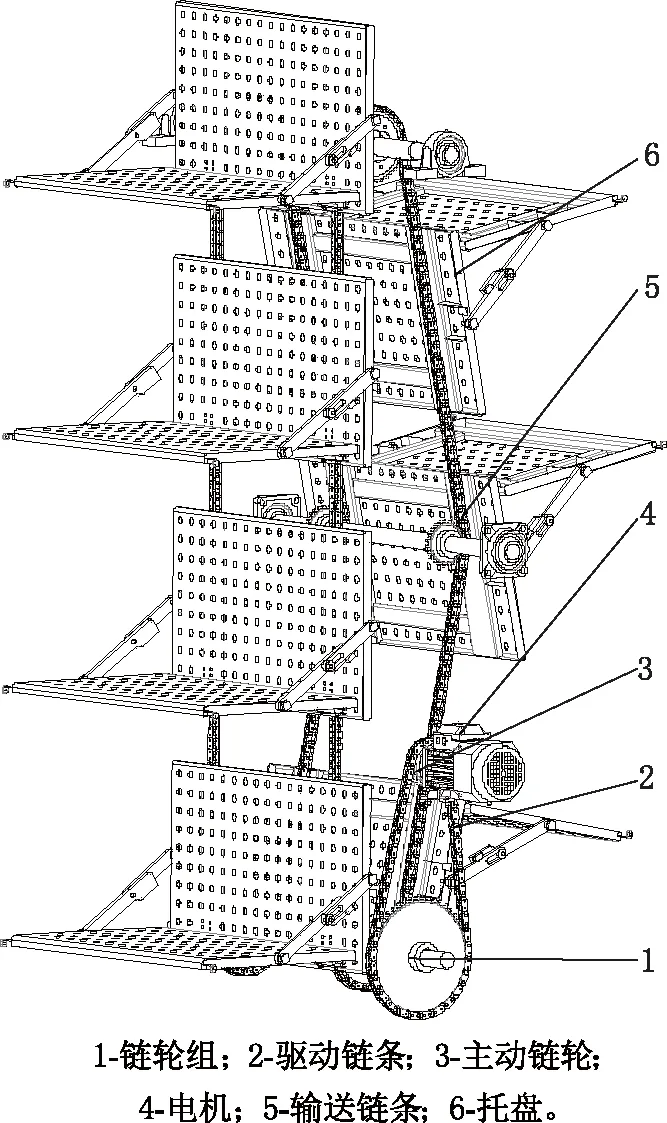
图4 烟包上包机作业示意图Fig.4 Schematic diagram of operation structure of tobacco bale conveyor
在整个上包作业流程中,当某个托盘将要到达指定上包或者下包位置时,电机会逐渐减速直至在指定上包或者下包位置停止转动,并保持几秒钟,在此期间由工人将烟包放置到托盘上,或者将烟包从托盘上抬离。之后,电机启动,逐渐加速达到预定的转速后,开始匀速转动,完成一次上包或者下包作业。
3.2 I/O需求分析及控制功能分析
为实现循环上包的功能,需对上包机进行有效的控制,本文选择的控制方式为PLC控制[12-13]。根据上、下包作业流程,估算可能需要用到的串口类型、串口数量和I/O点数。上限位选择按钮(选择上包处的限位传感器)2个,下限位选择按钮(选择下包处的限位传感器)3个,正转按钮1个,反转按钮1个,启动按钮1个,停止按钮1个,传感器5个,信号指示灯9个。一共需要输入端子14个,输出端子9个。同时考虑到还要留有一定的I/O余量,故选定I/O点数为40,其中输入端子24个,输出端子16个。
对于电机部分,由于托盘在到达上、下包位置时需要停留几秒钟进行上、下包作业,故电机会频繁地启停。因此,电机类型选择变频电机,同时还应选用能与之匹配的变频器。此外,托盘到达上下包位置时应能及时准确地停下来,故还需要传感器来检测。
操作面板、PLC和变频器之间均采用通讯的方式来发送接收指令,各硬件之间的大致关系如图5所示。工人通过操作面板的人机交互界面,可设置上包电机的运行频率(控制整体运行速度),到达上、下包位置的等待时间,正反转状态,机器启停和所需使用的限位传感器。

图5 控制硬件之间的控制关系图Fig.5 Diagram of the control relationship between control hardware
3.3 控制系统硬件选型
本文选择欧姆龙CP系列的PLC,其型号为CP1E-N40S1-D。该PLC有40点I/O点数(24点输入,16点输出),同时内置RS232-C和RS-485端口,可与触摸屏和变频器进行通讯。
根据调速电机型号,选择变频器型号为3G3MX2-A4075-ZV1。传感器选择欧姆龙E3Z-FRN11 2M。操作面板为欧姆龙系列NB7W-TW00B触摸屏[14]。
3.4 PLC控制系统设计
图6为PLC逻辑控制框图。

图6 PLC控制逻辑图Fig.6 PLC control logic diagram
如图6所示,给机器上电后,进入上包模式。判断是否需要修改机器的运行参数,如:改变正反转状态、限位传感器选择、运行频率设置、调节到达上、下包位置的等待时间。如果需要修改,则在设置好参数并确认无误后按动按钮启动机器。机器启动后,首先检测是否位于限位处。如果位于限位处,则机器暂停几秒后重新运行;如果没有位于限位处,则机器正常运行。就这样循环运行,检测是否位于限位处,直到按下停止按钮才会退出循环,停止工作。
图7为上、下包电机暂停状态梯形图。图7所示程序段的功能是机器启动后进入暂停状态时开始定时,定时结束后变为复启状态,机器恢复正常运行状态。定时时长存放在保持区H1地址内,故可以自行修改数值,并且断电后也能保存数据。

图7 上、下包电机暂停状态梯形图Fig.7 Ladder diagram of the pause state of the upper and lower tobacco bale motors
4 结论
本文提出了一种新型烟包上包机,该设备可进行垂直输送,占地面积小,移动较为方便。采用PLC控制,上包速率可调且操作较为简单,自动化程度较高。本设备的机械结构以及控制系统的设计可为相关机械设备的设计提供参考。
