喇叭网塑件及模具特点
2020-08-03周德雄
周德雄
深圳市银宝山新科技股份有限公司(广东深圳 518108)
1 引言
喇叭网塑件主要用于汽车门板、通风格栅之类的产品,成型工艺为注射成型。它密集的孔状特征使得塑件脱模困难,模具零件加工也有一定难度。针对喇叭网塑件注射模进行具体介绍。
2 喇叭网塑件的工艺分析
喇叭网孔结构工艺分析:
(1)通孔(含单边碰穿和前动模对碰的)的深度t1≤1.5D,盲孔网孔的深度t2应≤1.8D,否则网孔处的模具强度不够,如图1所示。

图1 网孔斜度
(2)网孔的斜度α≥14°,最小不能小于10°,否则容易粘模。
(3)网孔处最薄的胶厚s≥0.50mm,最薄不能少于0.35mm,否则加工困难,且不利于充胶。
(4)动、定模对碰的网孔,动模网孔小端直径应比定模网孔小端直径应至少单边大0.10mm(即X≥0.10mm)。
(5)定模单边碰穿的网孔,如果动模侧没有任何胶位,应建议客户在动模侧网孔之间设置一些筋,如图2所示,以防止网孔处胶位粘定模,还有利于网孔处胶位的充填。

图2 动模侧网孔增设加强筋
网孔动模侧的筋位的深度最好设置为1~1.5mm,这样筋位处不用做顶出机构都可以脱模,否则,筋位太深了模具上需要做顶出机构。
加强筋骨位最小端建议1.2mm以上,最少应大于0.6mm。
拔模角按如下要求:①网孔出定模时,直骨位单边拔模角≥1°,异形骨位(S形、棱形)≥2°;②网孔出动模时,骨位单边拔模角≥3°,异形骨位(S形、棱形)需要考虑镶件做涂层。
(6)正好位于通孔与盲孔分界线处的网孔的结构有以下两种形式(见图3)。
a.完全盲孔形式。当Y<0.7mm时,Y所示的区域如按客户图纸要求做成通孔,模具强度不好,因此要将该区域改成盲孔,即整个孔做成完全盲孔形式,图3a所示的孔4、孔5就是这种形式,图3b是这种孔的剖视图。
b.半通半盲形式。当Y≥0.7mm时,Y所示的区域做成通孔不影响模具强度,因此可以按客户图纸要求做成半边通孔半边盲孔,即半通半盲形式,图3a所示的孔1、孔2、孔3就是这种形式,图3c是这种孔的剖视图。
(7)正好位于网孔边界线上的网孔应按以下要求进行处理,以保证模具的强度(见图4)。
当 Y≥0.60mm 时,H=t2,当 0.30mm≤Y<0.60mm时,H=t2/2当Y<0.30mm时,H=0(即取消此孔)。
3 喇叭网模具零件3D图要求
(1)喇叭网模具零件的网孔形状是用石墨电极EDM出来的,CNC加工石墨电极的网孔结构时不是根据面来加工,而是根据线来加工的,因此网孔的3D形状通常不用在喇叭网零件的3D图中画出来。
(2)不同位置的孔深度有可能不一样,在喇叭网模具零件的3D图上应将不同深度的网孔小端的面画出来。
(3)喇叭网模具零件3D图中还要放以下3种图素(见图5、图6)。
a.网孔大端的面。将产品图上网孔大端的面复制到喇叭网零件3D图上的正确位置(做电极3D图时需要用到此面)。

图3 网孔结构
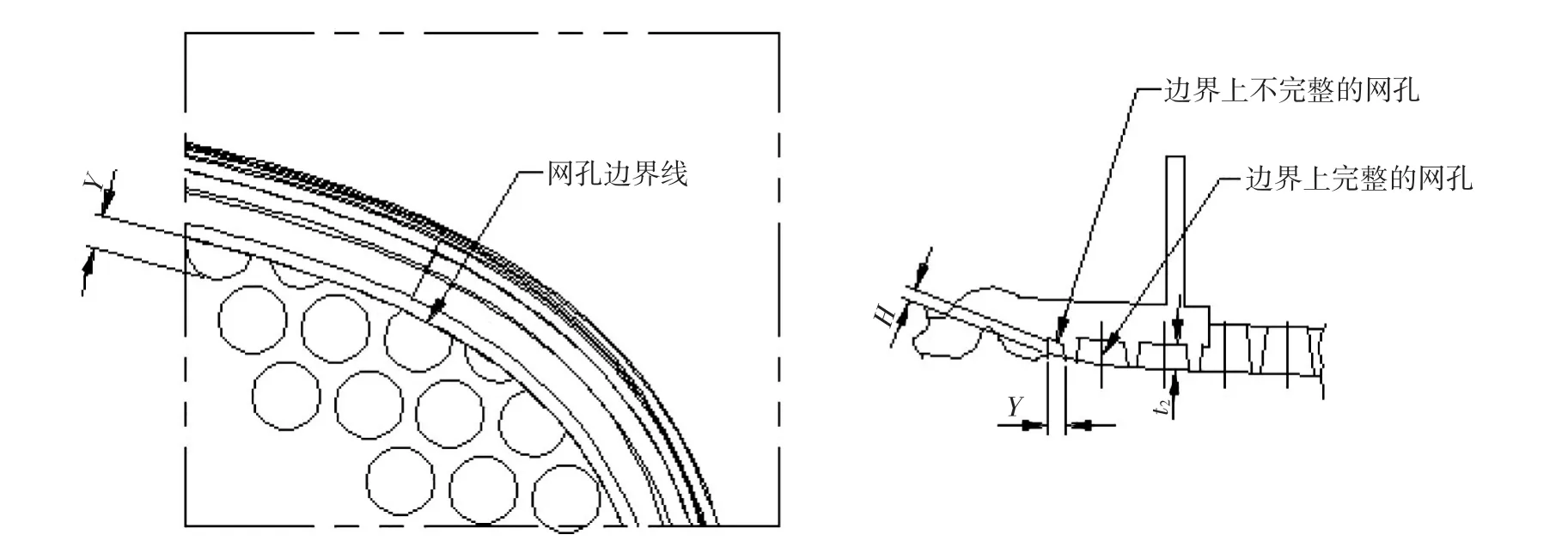
图4 边界线网孔结构

图5 喇叭网模具零件3D图

图6 模具零件
b.网孔位置线条图。将表示网孔位置和网孔大端尺寸的线条图放在喇叭网零件3D图的正上方。
c.网孔剖视图。将表示网孔大小、深度、斜度、中心距的剖视图放在喇叭网零件3D图的旁边。
4 钢料材质及温度控制
(1)喇叭网区域前动模都要做镶件,定模网孔需要增加隔热板(材料2083H),动模需要垫板。
(2)喇叭网区域钢料硬度:定模要比动模硬5~10HRC。
(3)如果要用透汽钢,就要用在动模侧,并注意透气钢不能设计冷却水路。
5 加工配模注意事项
(1)喇叭网镶件放电前需要配模,承压块和网孔大面需配模良好,红丹每个位置都到位。
(2)磨垫块、镶件的磨削值=喇叭网镶件加热后的膨胀量+胶料(PP)的排汽值0.02mm。
(3)抛光用600#砂纸,只抛光骨位,不要抛网孔。
(4)模具检测升温后的喇叭网镶件到丹情况:定模模温70℃,动模45℃;或者定模模温50℃,动模25℃。
6 结束语
经生产实践验证,该模具满足了喇叭网塑件生产需求,避免了由于经验不足而产生损失,为企业带来良好的经济效益。
