深水钻井隔水管环焊缝组焊试验装置研制
2020-08-01李晓康张林森张小龙
肖 虎,付 堃,李晓康,张林森,张小龙
(宝鸡石油机械有限责任公司,陕西 宝鸡 721002)①
钻井隔水管是深海油气钻井作业中连通水下防喷器组(BOP)和海面钻井平台(船)的通道[1]。隔水管单根是隔水管系统的主要零部件,主要由主管(由主管管体及法兰接头全熔透焊接而成)、节流/压井管线、辅助管线、支架与调节螺母等组成[2-3]。由于隔水管单根主管体焊缝处于隔水管系统主承载路径上,受到浪涌、涡激振动、深水压力、洋流环境及海水腐蚀等因素的影响,复杂多变的服役条件要求其环焊缝具有高强度及长疲劳寿命[4-5]。选择合理的接头形式、焊接方法、焊接材料及焊接参数,才能获得良好的焊接质量[6]。笔者针对隔水管使用工况、结构特点以及全尺寸疲劳试样尺寸要求[7],研制了隔水管环焊缝组焊试验装置,旨在探索最佳的接头坡口尺寸及不同材料下最优的焊接工艺,确保其在深水海洋环境下隔水管的安全性和可靠性。

a 主视图
b 侧视图
1 结构功能
1.1 总体方案
试验装置主要由头部变位机、轮式从动变位机、轮式主动变位机、尾部变位机、外焊操作机、内焊操作机(位于头部变位机端部)、变位机轨道、焊机轨道以及焊接设备等组成,如图1所示。变位机轨道与焊机轨道并行布置。
1.2 试验装置功能
1) 法兰接头水平位置装夹后翻转至竖直位置,完成与主管体的组对后,保证两端法兰接头上的安装孔同轴。
2) 轮式变位机与头尾变位机同步旋转,配合外(内)焊操作机完成环焊缝的焊接。
3) 能够完成多种方法的焊接试验,实现焊接工艺的研究及焊接参数的优化。
1.3 主要技术参数
焊接管径 ≤610 mm
内焊深度 ≤6 000 mm
工件长度 2 000~12 000 mm
焊接方法 MIG焊、热丝TIG焊、埋弧焊
2 关键技术
2.1 轮式变位机
轮式主动变位机结构如图2所示,主要由上下齿面导轨、压紧机构、锁紧机构、开合臂、电液推杆、支座及伺服电机等组成,主要完成对管体的夹持和变位。变位机采用半开口结构,上导轨可通过电液推杆打开,管体安装后通过压紧机构压紧,合拢后通过锁紧机构锁紧上导轨;由伺服电机驱动精密减速机带动齿轮副完成齿面导轨的旋转,从而带动管体旋转。轮式从动变位机与轮式主动变位机的结构相似,导轨为光面设计。
1—齿面下导轨;2—锁紧机构;3—齿面上导轨;4—压紧机构;5—开合臂;6—电液推杆;7—支座。
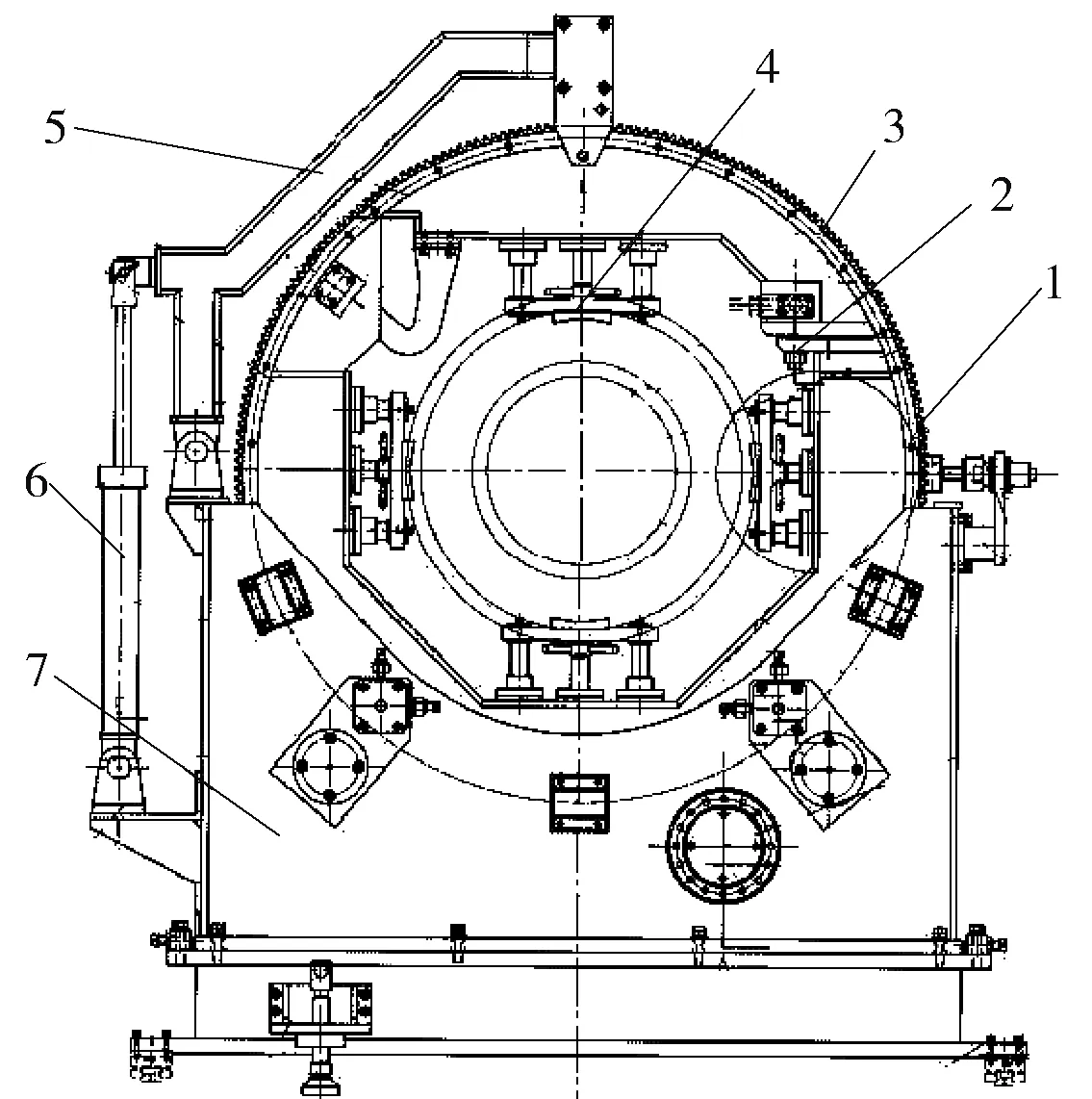
2.2 头尾变位机
头尾变位机结构如图3所示,主要由翻转机构、顶紧机构、回转机构、定位机构和行走机构等组成。翻转机构采用交流变频制动电机驱动扇形齿轮带动工作台实现0~90°的翻转运动;回转机构采用伺服电机驱动,可与轮式变位机保持同步。必要时通过电磁离合器失电断开,转为从动工作方式。回转盘上设有法兰安装孔辅助定位装置,定位机构用于回转机构的圆周定位,多措施保证法兰接头上的安装孔同轴;行走机构通过变频制动电机驱动及轨道齿条啮合,实现在轨道上的直线移动。

1—翻转机构;2—顶紧机构;3—回转机构;4—定位机构;5—行走机构。
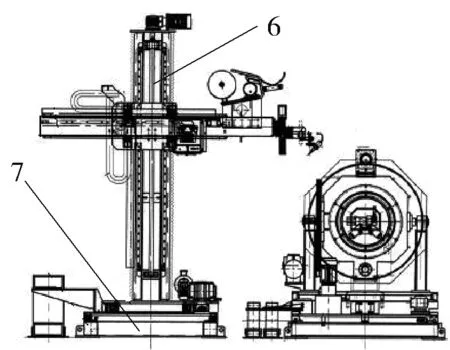
2.3 焊接操作机
外焊操作机由立柱、双横臂、回转机构及行走机构等组成。双横臂携带有MIG焊、热丝TIG焊及埋弧焊机头,通过滑动座架与立柱导轨相连。采用制动减速电机驱动滚珠丝杠实现横臂升降,采用滑动座架上的步进电机+精密减速机及横臂齿条啮合,实现横臂水平移动。
内焊操作机通过横臂的伸缩及行走机构的运动,实现长行程焊接,具有占地面积小的特点。横臂前端携带有热丝TIG焊接机头,实现焊缝内部打底焊接。机头前端带摄像装置,实现内视功能。
2.4 焊接方法多样化
与传统TIG焊相比,热丝TIG焊不仅加快了焊丝的熔化速度,提高了熔敷效率,并且调整了熔池的热输入量,降低了母材的稀释率,具有高速高效的焊接特点[8]。
该试验装置能够实现MIG焊、热丝TIG外(内)焊、埋弧焊以及组合式焊接方法,可以针对隔水管单根主管进行多种焊接方法的研究以及焊接工艺的优化,同时能够完成类似产品的焊接,应用范围广泛。
2.5 焊道跟踪功能设计
椭圆度和直线度好、壁厚和管径误差小的钢管是隔水管焊缝质量和疲劳寿命的重要保障[9]。由于钢管存在几何尺寸的偏差,为减小其对焊接质量的影响,热丝TIG焊机头配备了AVC跟踪系统(跟踪精度±0.1 V),通过弧压反馈,弧长控制器控制焊枪适时调整,准确控制电弧电压,从而保证焊接质量[10]。MIG焊机头配备了机械式跟踪装置,可精确实现焊道的上下、左右两维跟踪。
3 试验及应用
该组焊试验装置(如图4)于2014年完成安装,并完成了热丝TIG焊接、热丝TIG打底焊接+埋弧焊接等方法的试件试制,焊缝经表面磁粉探伤和内部射线探伤检查,未发现超标缺陷;在全尺寸疲劳试验中,焊缝经受住了上百万次的疲劳加载试验,焊接接头未出现疲劳裂纹。试验结果表明,研制的组焊试验装置能够满足隔水管环焊缝的试验研究需要。

图4 隔水管环焊缝组焊试验装置现场示意
利用该组焊试验装置,经过多次试验及优化,得到隔水管主管最佳接头坡口尺寸[11-12](如图5),并形成了X80-X80、X80-X80J、X80-30CrMoA、X80-4130等材料的热丝TIG打底焊接+埋弧焊填充、盖面焊接的组合式焊接工艺规程。

图5 接头坡口尺寸示意
4 结论
1) 隔水管环焊缝组焊试验装置解决了大型管件组对难度大、焊缝质量难于控制的问题。
2) 组焊试验装置有助于隔水管材料的焊接工艺研究,推进隔水管国产化进程。同时也适用于其他类似产品的组焊生产。
