基于普通车床改造的环缝焊机设计★
2020-07-31黄金超颜科红张正豪
黄金超, 颜科红, 张正豪
(无锡科技职业学院, 江苏 无锡 214028)
引言
随着时代的进步、自动化技术发展、数控车床的出现,普通车床逐步被社会淘汰,而工厂里被淘汰的普通车床绝大多数处于闲置的状态,此状态造成了巨大资源浪费,外加上数控车床昂贵,因此市场对普通车床改造的需求量是巨大的[1]。
同样,由于现代人工费用昂贵,市场上的企业早已发明了环缝焊机。环缝焊机是一种能实现各种圆形、环形焊缝焊接的通用自动焊接设备,可用于铝、碳钢、低合金钢、不锈钢及其合金等材料的优质焊接,但是其价格与数控车床一样昂贵。
普通车床主要用于加工各种内外圆柱面、内外圆锥面及回转成形面等。同样是对旋转物体进行加工或焊接,通过观摩环缝焊机的焊接视屏与普通车床加工视屏,发现这两者的工作运动轨迹相似。
工业机器人是一种面向工业领域的多关节机械手或多自由度机器装置。焊接机器人则是由工业机器人和焊接工具结合而成的,工业机器人就是自动化发展的代表产品之一。同样,采用焊接机器人的结合理念,在普通车床的基础上使用自动化技术配合焊机工具进行改造。这样可以为工厂设计出一种价格较低的自动化焊接设备,以提升资源利用效率,减少设备与人员的投入从而获得更高的利润,尤其适用于中小型机械行业企业。
1 总体设计方案
本设计决定采用上下位机分布式控制系统结构,主控器与驱动器之间采用接线通讯连接,与总线通讯方式相比,用这种传统方式通讯虽然在上位机与下位机之间有复杂的通讯接线,但其通信控制程序开发编写简单[2]。
根据普通车床改造的环缝焊机的功能需求,本设计采用使用触摸屏来代替繁多的按键开关,通过RS485 通讯与PLC 串联起来,然后对下位机发送运动命令。上下位机分布式控制系统硬件整体结构方案如图1 所示。
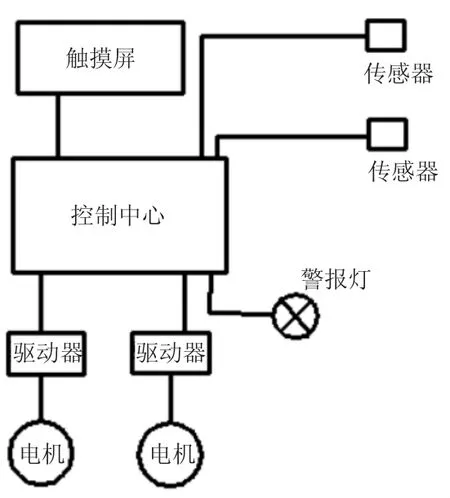
图1 上下位机分布式控制系统结构示意图
2 机械结构的设计
本设计应用于轴类零件的环缝焊接,由于是基于普通车床改造的,所以其工作范围就是普通车的原本工作范围。自由度是物体在三维空间下,定位其实际位置,需要对物体进行位置和姿态的描述,此设计焊枪夹具快速调节定位固定装置要根据焊枪工作而设计。为了保证焊接的可行性,此焊接夹具的自由度选择应该有6 个[3]。如下页图2 所示,改造后的环缝自动焊接设备包含:调速后的普通车床、伺服滑台、固定夹具、伺服电机组、拖链、二保焊机、控制系统、快速调节定位固定装置。
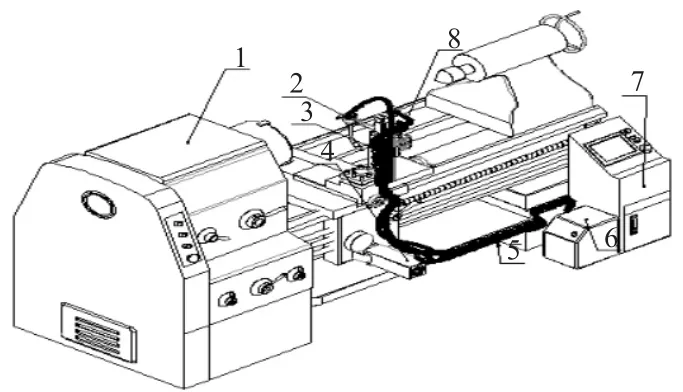
图2 改造的环缝自动焊接设备
3 电气控制部分的设计
作为基于普通车床改造的环缝焊机,要实现的控制有原点复归运动,单、双轴运动及焊枪的启停使用。在可以实现运动控制后,进行触摸屏程序开发。其中原点复归运动是指装有焊枪机械臂在运转前先进行回零位的运动;单轴与双轴运动即为控制一个电机运转还是两个电机的运动控制;焊枪的启停则是控制焊枪启停的继电器,在PLC 控制系统的控制下与两个电机协同工作[4]。
控制电路设计包括主控PLC 工作电路与变频器外接电路设计。其中主控PLC 工作电路是自动化控制系统能够运转的基本电路,变频器外接电路是焊接运行稳定、安全的基础。本文设计的工作电路是以PLC 控制器为基础,结合普通车床上安装的开关传感器中的近接传感器,在车床溜板箱超过极限前,通过传感器发出信号使伺服电机停止;并通过控制箱外侧的信号灯做出报警提示。PLC 控制电路原理图如图3 所示。
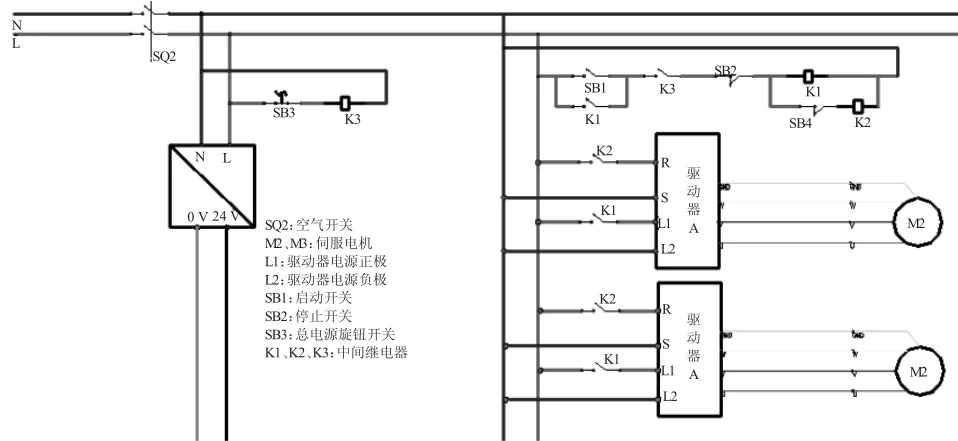
图3 普通车床改造的环缝自动焊机PLC 控制电路原理图
4 人机界面的设计开发
本次设计的环缝自动焊接通电后显示屏将自动启动,初始界面如图4 所示,此时点击“欢迎使用”按钮则进入操作模式选择界面,如图5 所示。进入操作模式界面将有“手动”和“自动”两种模式可供选择,按下退出键则可以回到初始界面。
4.1 手动模式

图4 初始界面

图5 操作模式界面
点击“手动“按键,进入手动界面,如图6 所示,在该模式下可以进行手动调试。具体步骤如下:首先需要点击“伺服上电”按键,否则除了“上一页”按键外,其余任何按键都处于封锁状态无法使用。按下“伺服上电”按键后就可以全部使用了。上方的四个按键“微动”“10%”“50%”“100%”表示速度选择分别为0.1 mm/s、5 mm/s、25 mm/s、50 mm/s。
4.2 自动模式
点击图5 操作模式界面的“自动”按钮,进入自动操作界面,如图7 所示。伺服上电启动后,在“工件半径“后的输入框内输入焊接装夹工件的半径,注意数值范围在0~80,再按下输入框右侧的“导入”按键就成功输入了。用同样的设置方法依次设置工件长度、焊接个数。右侧的四个绿色按键“10%”“50%”“100%”表示速度选择,与手动操作界面功能完全相同。“脉冲清除”功能是清除驱动器程序中的所有运动脉冲,起到复位的作用。“暂停”按下后,X、Z轴暂停运动直到按下由暂停键变化的“继续”按键后才可以继续发送未完成的脉冲。

图6 手动模式界面
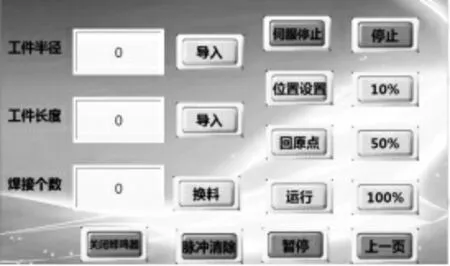
图7 自动模式界面
5 结论
本设计在普通车床的基础上,通过固定直线模组、快速定位固定装置、焊枪三者结合形成一种简单焊接机械臂。再通过车床串联变频器从而控制车床转速,用以保证焊接质量。最后通过PLC 控制系统对车床溜板箱进行运动控制,实现对焊枪运动精度控制,实现了对轴类零件的环缝自动焊接。