铝合金型材表面氧化膜对焊接接头性能及气孔率的影响
2020-07-27崔辉王旭友徐良杨海锋徐富家
崔辉,王旭友,徐良,杨海锋,徐富家
(哈尔滨现代焊接技术有限公司,哈尔滨150028)
0 前言
铝合金比重轻、比强度高,是典型的轻合金,铝合金双壳体结构型材,结构简单,同时其强度及结构刚性优异,被众多高速型列车车体采用[1-2]。然而,铝在空气中与氧发生的氧化反应的自由能为21 675 kJ,较高的自由能使得铝和氧的亲和力很强,铝合金表面会在短时间内形成一层Al2O3薄膜[3]。关于铝合金表面氧化膜对焊接质量的影响研究主要集中在上个世纪,相关结果表明该氧化膜熔点高、附着力强且难熔,阻碍电弧能量传递,造成夹渣、融合不良等缺陷。除此之外,氧化膜结构疏松多孔、易吸收水分、油污等,在这种状态下焊接易引起焊缝气孔率的提高从而影响接头性能[4-5],故现有的铝合金焊接方法一般都是先去除氧化膜,并在规定时效内完成焊接。
铝合金MIG焊是其重要焊接方法之一,关于铝合金MIG的研究方向众多,包括工艺研究、焊接材料研究、工况适应性研究、数值模拟等等,在焊接工艺方面,对铝合金MIG焊在不同湿度条件及热输入条件下氧化膜处理方式对接头性能及气孔率影响研究较少。
文中基于铝合金表面氧化膜对焊接质量影响的研究现状,研究了两种不同环境湿度环境下,处理与不处理氧化膜对焊缝性能及气孔率的影响,为其焊接生产应用提供试验依据。
1 试验材料及方法
试验所用材料为6005A-T6高速列车铝合金型材,焊缝接头为对接焊形式,焊缝位置厚度均为4 mm,填充焊丝为ER5356,直径为1.2 mm。所用型材及焊丝的化学成分见表1。试验所用焊机为Trans Puls Synergic 4000型焊机。
试验采用MIG电弧焊,焊接模式为脉冲,具体焊接工艺参数见表2,坡口形式如图1所示。试验设置低坏境湿度的相对湿度为5%~10%,高环境湿度的相对湿度为40% ~50%。焊接接头质量的评定按ISO 15613:2004《Specification and qualification of welding procedures for metallic materials—qualification based on pre-

表1 型材及焊丝得化学成分(质量分数,%)

表2 MIG弧焊焊接工艺参数

图1 MIG弧焊坡口示意图
production welding test》标准执行,气孔率定义为焊缝X射线在平行于试板的平面上投影中气孔面积占焊缝总面积的百分比。
2 试验结果
2.1 低湿度下焊缝质量及气孔率
2.1.1 焊缝成形
试验采用刮削去除氧化膜作为对照组,表3为刮削至露出亮白色金属后施焊和不处理型材表面氧化膜直接施焊两种条件下得到的焊缝成形结果。从表3中可以看出,在该试验条件下,两种状态下的焊缝表面与截面成形没有明显区别,都是均匀稳定的,无熔合不良等缺陷情况。这说明在湿度为5%~10%条件下焊接,氧化膜的存在对焊缝成形没有明显影响。

表3 氧化膜刮削去除与不处理的焊后成形
2.1.2 焊缝气孔
表4为刮削去除氧化膜与不处理氧化膜两种条件下得到的焊缝X射线照片。从表4中可以看出,在该试验条件下,两种状态得到的焊缝均没有产生明显的气孔,均符合ISO 10675-2-2017《Non-destructive testing of welds—Acceptance levels for radiographic testing—Part 2:Aluminium and its alloys》标准的Ⅰ级焊缝,这说明在湿度条件为5%~10%时,铝合金型材表面的氧化膜不会在焊缝造成明显气孔。

表4 刮削与不处理焊缝气孔探伤
2.1.3 金相组织

图2 刮削处理氧化膜

图3 不处理氧化膜
刮削去除氧化膜与不处理氧化膜两种条件下焊缝金相照片如图2和图3所示。从图2和图3可以看出,氧化膜刮削去除与不处理两种焊缝的焊缝区与热影响区的组织没有明显区别,焊缝区均为典型的树枝晶,呈枝晶网络,熔合区为柱状晶,靠近焊缝由柱状晶变成等轴晶。这说明在环境湿度在5%~10%时,氧化膜的存在与否对焊缝的组织没有明显的影响。
2.1.4 拉伸性能
刮削去除氧化膜与不处理氧化膜两种条件下焊缝的拉伸试验结果如图4和图5所示。从图4可看出,在环境湿度为5%~10%时,氧化膜的存在与否对试件抗拉强度影响不大。刮削处理氧化膜得到的焊缝抗拉强度约为母材的77.3%,而不处理氧化膜得到的焊缝抗拉强度约为母材的75.7%,并且都位于热影响区断裂。
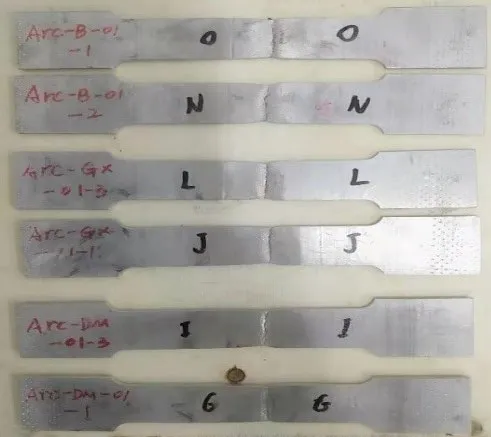
图4 拉伸试样

图5 抗拉强度
2.2 高湿度下焊缝成形、气孔及拉伸性能
2.2.1 焊缝成形
表5为刮削去除氧化膜与不处理氧化膜得到的焊缝表面成形以及X射线探伤结果。从表5中可以看出,当环境湿度为40% ~50%时,氧化膜的存在对焊缝成形影响不大,两种条件下都得了均一稳定的焊缝。但与刮削处理氧化膜相比,不处理氧化膜直接焊接的焊缝气孔倾向更为明显,从X射线照片可以看出,气孔大小、数量分布不均,既有尺寸较大的离散气孔,也有密集链状小气孔。这说明当环境湿度较高时,氧化膜的存在会造成MIG弧焊焊缝气孔倾向增大。

表5 氧化膜刮削与不处理焊后成形及X射线照片
2.2.2 焊缝气孔
表6为不处理氧化膜时,不同的焊接速度下焊缝X射线照片,可以看出,当焊接速度为0.6~0.7 m/min时,焊缝气孔数目较多,焊缝中的气孔尺寸较大,并且大尺寸的气孔与密集的链状小气孔并存,但是随着焊接速度的降低,焊缝的气孔数目明显下降,当焊接速度降低到0.45 m/min的时候,链状小气孔已经消失。当速度进一步降低至0.4 m/min时,在此焊接热输入下,焊缝探伤照片已经检测不到气孔,符合ISO 10675-2标准的Ⅰ级焊缝。

表6 不同焊接速度下焊缝的X射线探伤照片
图6给出了不处理氧化膜焊后焊缝的气孔率和尺寸大于1.5 mm气孔的数目随焊接热输入的变化。从图可看出,随着焊接热输入的不断增大,焊缝链状小气孔逐渐消失,焊缝的大气孔数目也逐渐减少,焊缝气孔率显著降低,当热输入达到4 400 J/cm,焊缝气孔消失。这说明,在环境湿度较大时,提高焊接热输入能够抑制因湿度问题而带来的焊缝气孔问题。

图6 气孔率及大气孔数目随焊接热输入的变化
2.2.3 拉伸性能

图7 拉伸试样

图8 抗拉强度
图7 和图8给出了高湿度下刮削处理及不处理在对应焊接速度下的焊缝拉伸试验结果,从图中可看出,拉伸断口都位于热影响区,焊接速度为0.4 m/min时,焊缝的抗拉强度最低,比正常焊接速度的抗拉强度约下降14%。所以,当环境湿度较大时,降低焊接速度,提高焊接热输入能够抑制因不处理型材表面氧化膜而带来的焊缝气孔问题,但是会加剧MIG弧焊焊缝接头的软化程度。
3 结论
(1)湿度在5% ~10%时,铝合金表面氧化膜处理与否对焊缝成形、接头拉伸、组织金相没有明显影响。低湿度条件下,氧化膜对焊缝气孔率影响不明显。
(2)在湿度为40% ~50%时,氧化膜的存在对焊缝成形影响不明显,会增加焊缝气孔产生倾向。
(3)焊接热输入对因湿度带来的焊缝气孔问题有一定影响,提高焊接热输入能够抑制该类气孔的产生,针对6005A-T6高速列车车体型材,当热输入达到4 400 J/cm时,该类气孔基本消除,但热输入的提高会使得焊缝的抗拉强度降低约14%。