等离子弧焊机小电流输出设计
2020-07-26罗云萌
罗云萌
摘 要:文章采用全桥-半桥工作方式切换的方法,调节逆变式等离子弧焊机输出电流。大电流时,主电路工作在全桥状态,而在小电流输出状态时,主电路由全桥转换成半桥工作,从而提高了占空比调节范围,保证输出电流的精度和稳定性。在小电流工作状态不会发生丢波现象,输出电流精度高、电流稳定性好,满足小电流焊接的需要。
关键词:等离子弧;小电流;逆变;焊机
中图分类号:TG434.1 文献标志码:A 文章编号:2095-2945(2020)22-0086-02
Abstract: In this paper, the output current of inverter plasma arc welding machine is regulated by the method of full bridge and half bridge circuit. When the current is large, the main circuit works in the full-bridge state, and when the current is small, the main circuit changes from the full bridge to the half-bridge state, which improves the regulation range of duty cycle and ensures the accuracy and stability of the output current. In the low current working state, there is no wave loss phenomenon, high output current precision and good current stability, which can meet the needs of low current welding.
Keywords: plasma arc; small current; inverter; welding machine
引言
等离子弧焊是指利用等离子弧高能量密度束流作为焊接热源的熔焊方法。等离子弧焊接具有能量集中、电流穿透能力强、焊接速度快、生产率高、应力变形小、电孤稳定等特点,可用于焊接碳钢、不锈钢、铝及铝合金、钛合金等材料[1-2],特别适合于各种难熔、易氧化及热敏感性强的金属材料的焊接。现有逆变式等离子弧焊电源在小功率输出状态时,由于控制功率开关管IGBT的驱动波形占空比很小,容易发生丢波现象,且输出电流的精度和稳定性不高。本文在设计过程中,利用原有的全桥电路,在小电流输出时,直接由全桥工作切换到半桥工作,可以有效地解决上述问题。
1 大电流模式
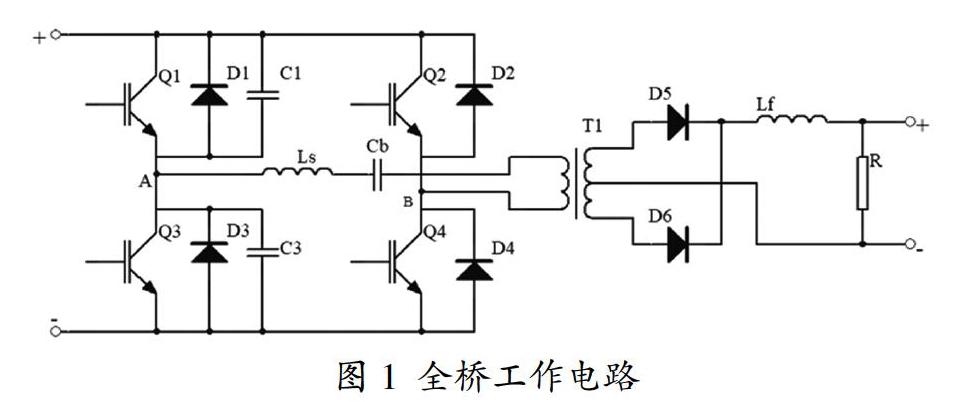
较大电流输出时,电路如图1为全桥工作方式,IGBTQ1与Q4, Q2与Q3轮流导通,实现大电流输出。
2 小电流模式
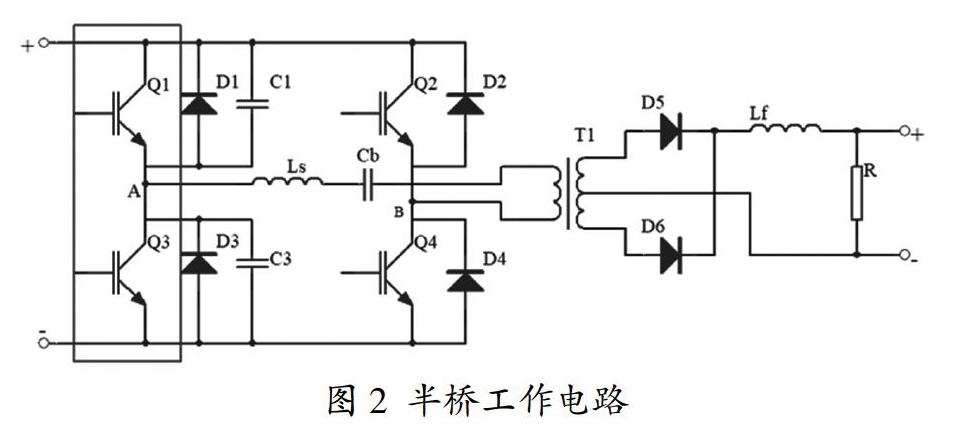
本文采用半桥工作方式实现小电流焊接,如图2所示为半桥工作方式,即超前臂IGBTQ1和Q3同时关断,滞后臂IGBTQ2和Q4实现PWM控制。
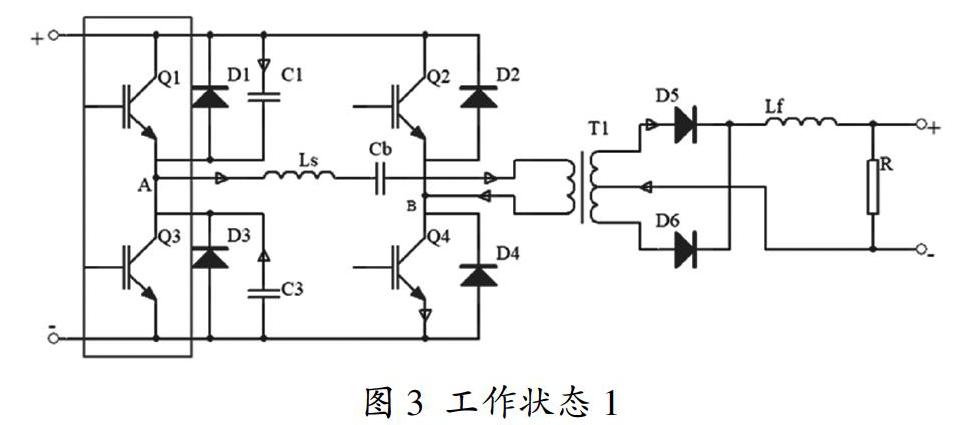
如图3(工作状态1),Q4导通,C3放电,C1充电,此时刻产生一个瞬间的感应电压,饱和电感LS阻止原边电流增大。随着原边电流的逐渐增大,Cb两端电压慢慢充电,C1充电到最大值,C3两端电压放电至最小值,原邊电流增大至最大值。
如图4(工作状态2),Q4关断,由于电抗器Lf的电流方向按原方向流动,故原边电流的方向按原方向流动,此时D2导通为原边电流续流,UAB=-UC1max,即AB两端瞬间有一个很大的反向电压,原边电流逐渐降为零,阻断电容Cb两端的电压增加至最大值。饱和电感LS瞬间产生一个反向感应电动势阻断原边电流增加。
如图5(工作状态3),C1、C3和Cb两端电压基本保持不变,变压器两端电压为零。
如图6(工作状态4),Q2导通,C1放电,C3充电,饱和电感产生一个瞬间的感应电压阻止原边电流反向增大。随着原边电流的逐渐增大,Cb两端电压逐渐降低,C3两端电压充电至最大值,原边电流增大至反向最大值。
如图7(工作状态5),Q2关断,由于电抗器Lf电流方向按原方向流动,故原边电流的方向按原方向流动,此时D4导通为原边电流续流,UAB=UC3max,即AB两端瞬间有一个很大的正向电压,阻断电容Cb充电到至反向最大值。原边电流逐渐降低为零。
如图8(工作状态6),此状态与状态3相似,C1、C3和Cb两端电压基本保持不变,变压器两端电压为零,但电容两端的电压极性与状态3相反。
3 结论
本文采用全桥-半桥工作方式切换的方法,使超前臂的两个IGBT同时关断,滞后臂的两个IGBT实现PWM控制,可以实现逆变式等离子弧焊机的小电流输出,输出电流的精度高、稳定性好。
参考文献:
[1]方文鹏,潘庆军,杜晓伟,等.离子弧在航空材料焊接中的应用[J].电焊机,2007,9(37):24-28.
[2]孙薇,马瑞芳,等.大功率等离子弧焊接系统及工艺研究[J].焊接技术,2018,9(47):158-160.
[3]张晓东,彭炜,邹伟全,等.等离子弧钎焊技术的原理与设备开发[J].焊接技术,2020,49(03):69-73.
[4]张文杰,任香会,陈立佳,等.焊接电流对等离子弧增材制造Inconel690合金性能的影响[J/OL].热加工工艺:1-5[2020-07-09].https://doi.org/10.14158/j.cnki.1001-3814.20193337.
