外加磁场下焊接技术的研究现状
2020-07-24钟云波余正平龙绍檑伍玉娇
龙 琼,钟云波,余正平,龙绍檑,李 娟,伍玉娇
(1. 贵州理工学院 贵州省轻金属材料制备技术重点实验室,贵州 贵阳 550003)(2. 上海大学材料科学与工程学院 省部共建高品质特殊钢冶金与制备国家重点实验室,上海 200444)
1 前 言
随着社会经济的快速发展,现代结构材料对焊接质量的要求越来越高。自2002年以来,我国钢铁产量一直位居世界首位,而40%~60%的钢材产品需要经过焊接加工过程。根据国家的“十三五”规划和“中国制造2025”精神,钢铁产业要继续保持向产品质量提升方向转变。焊接技术是制造业的基础环节,开发出具有自主知识产权、低成本、高效的新型焊接技术,提高焊接生产质量和效率,对推动我国制造业发展具有十分重要的意义。研究表明,形成等轴晶、晶粒组织细化、成分均匀化分布的焊接组织,以及减少焊缝区气孔及热裂纹,可以显著提高焊接接头的力学性能[1-3]。
磁场在工业生产生中已经有许多应用,如连铸、晶体生长、电解等,还可用于晶粒细化、液体表面稳定性的调控、加速或制动电子流等各种目的[4-6]。在焊接的过程中施加磁场,用磁场影响焊接过程中熔池金属的传质以及传热行为,调控焊缝区金属微观组织及成分分布,进而可以显著增强焊接接头的综合性能。磁场具有能量输入响应快、无接触无污染、操作简单等优势,在焊接过程中引入磁场,有望获得低成本、高效率的焊接工艺,引起了国内外焊接研究人员的重视[7, 8]。1962年,Brown发现[9],在不锈钢、钛合金、铝合金的焊接过程中施加磁场时,由磁场引起的电磁搅拌效应可以对焊接组织起到明显的晶粒细化作用。1971年,Tseng等[10]较为深入地研究了在TIG焊时电磁搅拌效应对焊区微观组织和性能的影响。在电弧焊过程中外加磁场,不仅能改变电弧形态、影响母材熔化以及焊缝成形,还可以通过电磁搅拌作用细化晶粒组织,减小成分偏析,降低熔合区气孔、热裂纹等焊接缺陷,显著提高焊缝的力学性能,被誉为“无缺陷焊接技术”。
传统的焊接技术往往面临焊缝成形性能差、结晶组织粗大、成分偏析严重等问题,从而造成焊缝区性能差。在焊接的过程中施加磁场,通过磁场控制金属材料的凝固过程,可以有效改善材料的微观组织,进而提高材料的综合性能,为开发新型焊接工艺提供了新的思路。
2 外加磁场对焊接过程的影响
2.1 焊接过程中的作用机理
2.1.1 Lorentz力的作用
当一个带电粒子q在磁感应强度为B的磁场中以速度ν运动时,会受到洛伦兹力fL(Lorentz力)的作用,其大小可以用式(1)表示:
fL=qνB
(1)
式中:q是离子电荷,B是磁感应强度。电弧焊接中,焊接电弧是一种持续的气体放电现象,是等离子体。施加磁场后,由于运动的离子与磁场的交互作用产生Lorentz力,影响电弧形态,从而影响焊接接头质量。在焊接熔池凝固过程中,熔化区域附近温度梯度较大,且由于受到重力场作用,熔池中金属元素分布不均匀,熔融金属会产生对流。金属流体在磁场中以速度ν运动时,受到的Lorentz力可以用式(2)表示[11]:
f=σ(ν×B)×B
(2)
式中:σ为金属流体的导电率。在焊接凝固过程中,外加磁场会使熔池金属流体产生Lorentz力。当Lorentz力的方向与熔池流体对流方向相反时,就可以抑制熔体内部的自然对流,即电磁制动效应。Chen等[12]研究了强磁场对Al-20%Si(质量分数,下同)合金凝固过程的影响,发现施加磁场后,初晶硅形态从板条状逐渐转变成块状,随着磁场强度的增加,初晶硅晶粒尺寸显著减小并均匀化分布,从无磁场的77.87 μm降低到磁场强度为29 T时的15.4 μm。这主要是由于施加强磁场使熔融态Al-20%Si合金产生了抑制初晶硅自由移动对流的作用,从而使Al-20%Si合金过共晶凝固过程中析出的初晶硅分布更加均匀。Lorentz力也有促进熔体对流的作用。El-Daly等[13]采用旋转磁场对Sn-20Bi和Sn-20Bi-0.4Cu合金钎料的凝固过程进行了研究,发现旋转磁场下Lorentz力促进了熔体的的流动,诱导了初生相枝晶β-Sn从柱状到等轴转变,同时导致枝晶碎裂,引起明显的晶粒细化和金属间化合物细化效应,降低晶格畸变,显著改善Sn-20Bi-0.4Cu合金的拉伸强度及塑性。
2.1.2 热电磁力的作用
当金属在凝固过程中存在一个沿着固/液界面的温度梯度分量时,由于Seebeck效应,在凝固界面会形成一个热电流[14]。当施加磁场时,由于热电流和磁场的相互作用,会在凝固界面形成Lorentz力(即热电磁力)。图1为金属凝固过程中施加轴向磁场,凸起凝固界面和枝晶界面形成的热电流和热电磁力的示意图。热电磁力会诱发金属液体的流动,在一定强度的磁场下,热电磁力F的大小可以用式(3)表示:
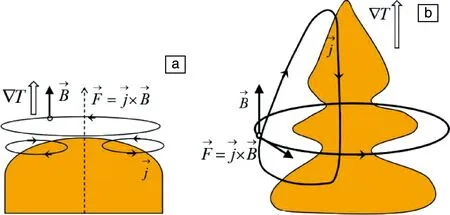
图1 在焊接凝固过程中施加轴向磁场形成的热电流和热电磁力的示意图[14]:(a)凸起凝固界面,(b)枝晶界面Fig.1 Schematic diagram of thermal current and thermoelectric magnetic force formed by applying axial magnetic field during welding solidification[14]: (a) protruding liquid-solid interface, (b) dendrite interface
F∝σSGB
(3)
式中G,S,σ分别表示温度梯度、绝对热电势能及液体的导电率。在较低强度磁场下,热电磁流速的上限U1可以通过热电磁力和惯量平衡获得,可表示为式(4):
(4)
其中,λ,ρ分别表示系统典型尺度及液体密度。在较强的磁场下,由于Hartmann效应,热电磁流速与磁场的关系可表示为式(5):

(5)
由式(5)可知,如果磁场强度足够强,热电磁流动将被抑制。Shuai等[15]研究了在5 T强磁场下Al-10%Zn合金(质量分数,下同)的凝固过程。由于热电效应和强磁场相互作用引起的热电磁对流,在金属熔体凝固过程中,强磁场会在宏观尺度上对液相流动产生阻尼效应,使定向凝固过程的固/液界面失稳,导致枝晶生长方向偏离热梯度方向,晶粒由胞状向枝晶转变,从而使Al-10%Zn合金在强磁场下凝固过程中晶粒分布更加均匀(图2)。由于在激光焊、电阻焊等焊接凝固过程中,金属材料的升温和降温具有快热快冷的特点,因此焊缝区温度梯度非常大,会产生很大的热电流,从而产生显著的热电磁力,该热电磁力将显著影响金属熔体的凝固。
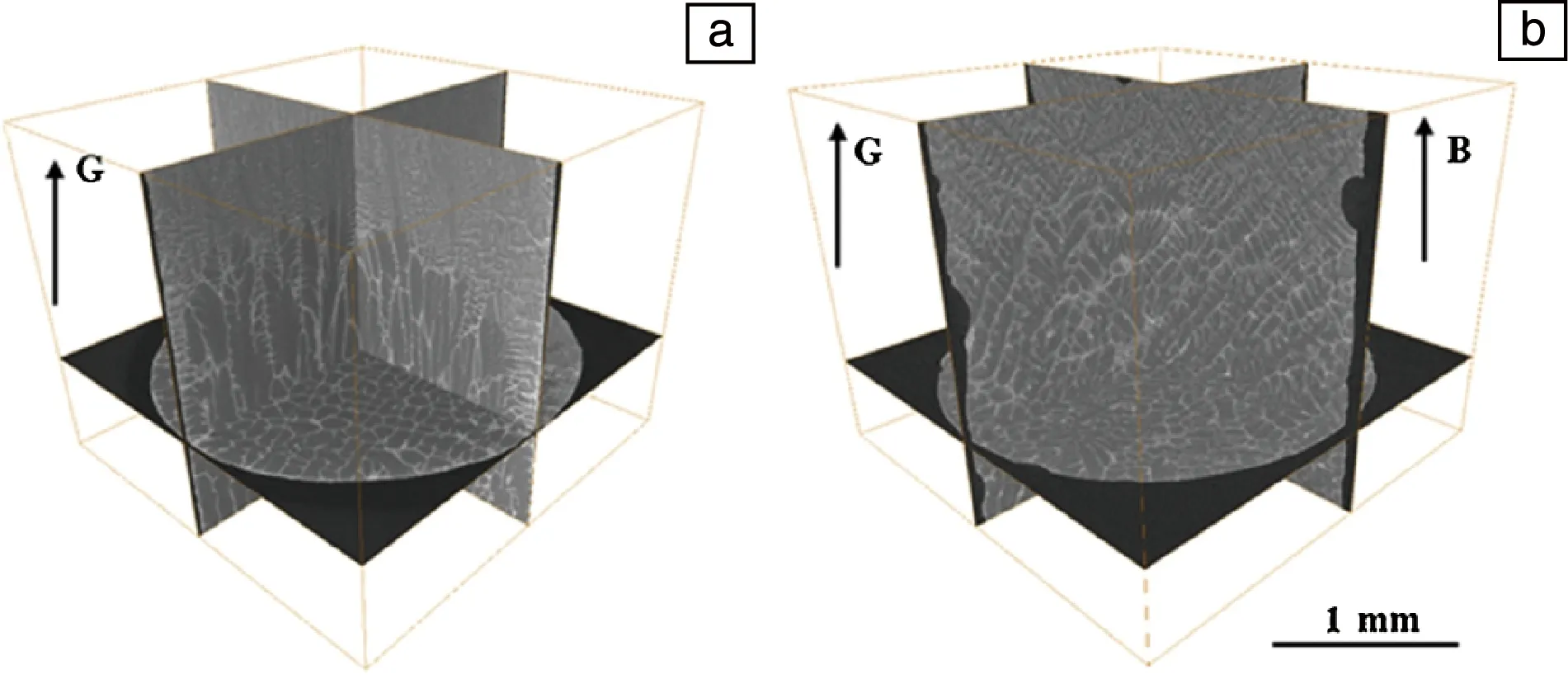
图2 Al-10%Zn合金中枝晶形态的正交投影[15]:(a)无磁场,(b)5 T磁场Fig.2 The orthogonal projection of dendritic morphology in Al-10%Zn alloy[15]: (a) without magnetic field, (b) 5 T magnetic field
2.1.3 磁化力的作用
在外加磁场下,材料在焊接过程中会受到磁化力FM的作用,其表达式为式(6)[16]:

(6)
其中,μ0表示真空磁导率,M表示磁矩,H表示磁场强度,B表示磁感应强度,χ=M/H表示磁化率,反映材料被磁化的难易程度。金属材料在焊接过程中发生相变时,若母相和再生相的磁化率不同,则受到的磁化力也不同[17],从而影响材料的相变过程。此外,由于晶体的磁各向异性,磁化力还能影响晶体织构取向,晶体在磁场中倾向于向易磁化轴方向发生织构取向。Liu等[18]在Fe-4.5%Si合金凝固过程中引入强静磁场,研究了其对晶体取向和磁性能的影响。发现随着磁场强度的增加,由于合金的磁晶各向异性,Fe-4.5%Si合金的晶体取向变为易磁化轴方向〈100〉。Yasuda等[19]在强磁场下的Al-In合金凝固实验中,观察到Al-In合金中由于磁化力的作用而产生大量规则排列的纤维状组织。
2.1.4 磁Gibbs自由能的作用
在金属材料的焊接过程中,施加磁场可以改变合金体系的Gibbs自由能,即磁Gibbs自由能。单位体积的磁Gibbs自由能GM可以由式(7)~式(9)表示[20, 21]:
dGM=-MdB
(7)
(8)
(9)
其中M为磁化强度(A/m),χv为物质的体积磁化率,B为磁场强度(T),μ0为真空磁导率(m/H)。材料相变过程中,新相与母相的磁Gibbs自由能会发生变化,为保持体系内部能量的平衡,相变趋向于磁Gibbs自由能降低的方向,此即磁热力学效应。
2.2 对电弧形态的影响
在焊接过程中,焊接电弧一般呈圆锥状。外加磁场的介入会影响电弧原始磁场的磁感应强度和分布。焊接电弧与焊接质量密切相关,由于电弧加热范围的限制,各种焊缝成形缺陷极易产生[22]。横向磁场一般为磁场方向垂直于电弧电流方向,也称为垂直磁场。由左手定则可知,横向稳恒磁场会使焊接电弧偏向一侧,如图3a所示。若外加磁场为交变横向磁场时,电弧会随磁场方向的周期性变化而产生摆动,这种电弧的摆动可以增大加热区的宽度,减小熔深。若施加磁场为纵向磁场(磁场方向与电弧方向平行),即平行磁场时,电弧中带电质点的运动方向与磁感线方向并非理论上完全平行,而是呈一定夹角,即在Lorentz力的作用下沿平行于电弧轴的方向呈螺旋运动[23],如图3b所示。若外加磁场为交变横向磁场时,电弧会随磁场方向的周期性变化而产生摆动,这种电弧的摆动可以增加加热区的宽度,减小熔深,如图3c所示。Dar等[24]发现磁感应强度为10 T的轴向磁场对焊接电弧有较大影响,导致了熔池熔深减小而熔宽增加。Yin等[25]研究了外加轴向磁场时三维GTA焊接模型,模拟和测试结果均表明焊接熔池在磁场作用下具有边缘较深、中心浅的特征。
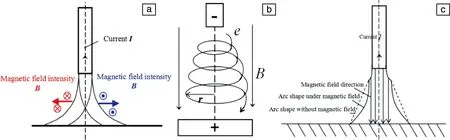
图3 磁场对电弧形态的影响[23]:(a)外加垂直磁场(横向磁场)对电弧的影响,(b)电子在外加平行磁场(纵向磁场)的运动,(c)交变磁场对电弧的影响Fig.3 Influence of magnetic field on arc shape[23]: (a) influence of external vertical(transverse) magnetic field, (b) the movement of electrons in the external parallel(longitudinal) magnetic field , (c) the influence of alternating magnetic field
由于外加磁场可以改变电弧形态及热流密度分布,目前应用磁控电弧焊接的研究主要集中于细化晶粒、抑制咬边、改善焊缝成形、提升焊接接头力学性能等方面,但还未能建立外加磁场与控制目标间的定量关系。今后对电弧焊的研究应结合数值模拟方法,采用电场-磁场-热场多物理场耦合关系,实现电弧、熔滴、熔池与焊缝质量之间关系的定量描述。
2.3 对焊接熔池形状的影响
在电磁场作用下,焊接过程中金属熔体的运动状态和电弧形态将会受到影响,从而改变焊接熔池的形状。一般来说,无论是在横向磁场还是在纵向磁场作用下,如果磁场参数选择合适,焊缝表面可以变得光滑、平整。Tse等[26]利用电磁场控制CO2激光焊时发现,磁场的引入提高了焊缝区激光能量吸收率,增加了焊缝熔深,在最佳磁场参数下焊接熔深增加了约13%。Li等[27]研究了电磁搅拌对Al/Ti电阻点焊组织和力学性能的影响。与传统Al/Ti电阻点焊工艺相比,电磁搅拌作用下焊缝形成的结合直径较大,获得的接头具有较高的拉伸剪切强度,形成的等轴晶结构更加细小(图4)。Wang等[28]探讨了稳定磁场下激光重熔对ASTMA529钢接头焊缝处表面起伏的影响规律。结果表明,电磁作用显著降低了熔体流动速度,有效抑制了表面波动,使得焊缝区表面变得更加平滑(图5)。Wang等[29]利用外加磁场控制熔池内流体的流动和传热行为,研究表明,在外加磁场作用下,熔池内的温度分布更加均匀,金属液的填充和流动得到改善,金属液倒流的纵向速度降低,驼峰焊道的形成得到了有效抑制。此外,Bachmann等[30]研究了500 mT恒定磁场对16 kW单激光焊接铝合金熔池的影响规律,发现当磁场方向垂直于焊接速度方向时,焊缝截面形貌由无磁场下的酒杯状向V形转变。

图4 在无磁场(a,c)和24 mT磁场(b,d)作用下Al/Ti异种金属点焊接头光学宏观腐蚀形貌及SEM显微形貌照片[27]Fig.4 Images of the weld morphology of Al/Ti dissimilar metal obtained by spot welding without magnetic field (a, c) and with 24 mT magnetic field (b, d)[27]

图5 0.4 T稳恒磁场下焊接样品的表面形貌照片,左侧为无磁场区,右侧为施加磁场区[28]:(a)样品的宏观表面形貌,(b)采用数字显微镜获得表面起伏的着色高度扫描结果Fig.5 Experimental investigations of surface morphology obtained without magnetic field (left) and with 0.4 T static magnetic field (right)[28]: (a) macro-surface morphology of the specimen, (b) coloring height scanning result of the surface undulation
2.4 对焊缝组织的影响
根据凝固理论,凝固组织中晶粒组织形态及尺寸受形核率和过冷度的影响。对于一定成分的合金,其成分过冷过程由固/液相附近温度梯度和冷却速度决定。焊接接头组织在无外加电磁场条件下一般为胞状晶或胞状树枝晶。施加磁场后,在电磁搅拌作用下,熔池中液态金属流体快速流动,对熔池边缘半熔化晶粒造成一定的冲刷作用,部分折断后的晶粒被带入熔池后成为新的形核中心。同时,受到熔池中液态金属的冲击,熔池固/液界面及糊状区柱状树枝晶断裂、重熔,形成新的形核中心[31-33]。此外,由于电磁搅拌作用使熔池温度分布趋向均匀,增加液态金属的流动性,降低熔池金属流体的温度梯度,减小溶质富集层厚度,降低了成分过冷。如果合金中含有异质形核粒子,在电磁搅拌作用下将呈均匀分布趋势,进一步增加形核率,从而显著降低晶粒尺寸。同时,在晶核长大过程中,熔池形状在电磁作用下发生变化,显著改善了熔池温度均匀性,降低了温度梯度,倾向于形成等轴晶,因而有利于提高焊接接头的综合性能。
2.5 对焊接缺陷的影响
2.5.1 对焊接气孔的影响
在焊接凝固过程中,由于气体的溶解度在固/液两相不同,导致了焊接气孔的产生。随着熔池温度的降低,气体在金属熔体中的溶解度降低,在熔池中气体原子逐渐聚集形成气泡。当气泡停留在熔体中不能逸出液体表面时,就会在焊缝区域凝固组织中形成气孔缺陷。气孔的形成分为气泡萌生和气泡长大两个过程。如果气体的逸出压力(P0)大于外部压力(PA),焊接熔池中萌生出气泡。此时,阻止气泡萌生的外部压力PA可以用式(10)表示[34]:
PA=Pδ+hγ+2σ/r
(10)
式中,Pδ是熔化金属熔池上方的气体压力,h是熔池液体的高度,γ是金属的比密度,σ是在气体界面上液态金属的表面张力,r是气泡半径。施加外磁场后,将会诱导液态金属的流动,从而产生附加的流体动压力(PC),阻止气泡萌生的外部压力PA将变为:
PA=Pδ+hγ+2σ/r+PC
(11)
因此,在电磁作用下,液态金属流动强度显著增加,增加了流体动压力PC,由公式(11)可知,PA随即显著增加,从而使得焊缝气孔率下降。此外,电磁搅拌降低了液态金属中气体的饱和度[35],进一步降低了生成气泡的可能性。熔池中生成微小气泡后,随着液态金属的流动得到加强,微小气泡相互之间碰撞聚集,逐渐长大后上浮,最后逸出液体表面。此外,一般来说,磁场作用下焊接过程中的熔深减小、熔宽增大,有利于气泡的逸出。丁浩等[36]在磁场下对DC51D+AZ镀锌钢和6061铝合金进行异种金属激光焊接,发现施加磁场后产生的电磁搅拌效应显著减少了焊缝中气孔的数量,细化了针状FeAl3相,抑制了脆性Fe/Al化合物的生长,有效提高了焊缝抗拉强度。
2.5.2 对焊接裂纹的影响
脆性温度区间、材料在该温度区间内的塑性以及变形增长速度是影响金属材料抗热裂纹能力的主要因素。焊接熔池凝固过程中,在高温阶段晶间塑性变形能力不足以承受所发生的塑性变形量时,就会产生热裂纹,显著降低接头的力学性能。电磁作用下焊缝熔合区更易出现等轴晶晶粒,晶粒得到细化,细化第二相颗粒且弥散分布。同时,由于电磁搅拌作用显著降低了合金凝固过程中溶质元素的偏析,减小了脆性温度区间,从而降低了生成热裂纹的敏感性。此外,电磁作用使熔深减小、熔宽增大,改变了熔池形状,提高了焊缝的形状系数。电磁搅拌作用显著改善了熔池传热方向,有利于热场均匀化分布,改变了晶粒生长方向,增加了热裂纹扩展的阻力。罗键等[37]发现外加脉冲交变纵向磁场TIG焊接AZ31B镁合金时,焊缝热裂纹明显减少。Yan等[38]研究纵向磁场作用下激光焊接焊钢/铝合金时,也发现了同样的现象,热裂纹的减少使接头的抗剪强度显著提高。
2.5.3 对缩松、缩孔的影响
在焊接凝固过程中,焊缝区缩松、缩孔是常见的焊接缺陷。缩孔的产生减少了结合面上的承力面积,常伴随有裂纹的产生。施加电磁场能显著影响焊接区缩松、缩孔的产生。由于电磁搅拌作用提高了熔体内溶质原子的传输能力,使合金成分分布更加均匀,与无磁场相比,磁控条件下获得的焊缝“疏松区”明显减少。熔体流速加剧还将显著改变凝固前沿的溶质分布及溶质原子的再分配,减小成分偏析,进而在熔核结晶过程中减少在拉应力作用下形成的晶界裂纹[39]。无磁场作用时,熔核金属主要以树枝晶形式长大。当结晶过程快结束、熔合区液态金属很少时,外部金属的凝固收缩使熔合区内部产生压力,绝大部分压力会被形成的枝晶分散,使得液态金属补充到枝晶缝隙去的驱动力显著降低。此外,随着温度的降低,液态金属流动的阻力增大,因此焊缝区形成疏松的可能性进一步增加。电磁搅拌改变结晶方向,增加了结晶过程的形核率,在合理参数下形成了等轴晶。此外,电磁搅拌引起的传质行为增加了温度场的均匀性,降低了温度梯度,从而降低了金属液的粘度,能够更好更快地填充因结晶过程体积收缩所造成的空隙,从而显著改善焊接凝固过程产生的缩松、缩孔现象。Li等[40]在不锈钢点焊过程中施加磁场,熔融金属在电磁搅拌力的驱动下,使焊缝中晶粒显著细化,同时焊缝区凝固过程产生的缩孔得到抑制,材料内部的组织及成分、硬度分布也更加均匀,接头的力学性能显著提高。
2.6 对焊缝金属力学性能的影响
一般认为,焊接接头力学性能的变化是由微观组织的改变引起的。在焊接凝固过程中,施加磁场可以显著细化晶粒、减少成分偏析,并促使第二相化合物细小弥散分布,减少组织缺陷,降低组织的残余应力。国旭明等[41]研究了电磁作用下埋弧焊焊接管线钢,研究发现电磁搅拌使焊缝非金属夹杂物的总数和体积分数显著减少,促进奥氏体晶粒内针状铁素体的生成和细化,显著提高了钢样的低温韧性。Chen等[42]采用24 mT磁场辅助激光-MIG复合焊接的SUS316L不锈钢的焊缝裂纹扩展速率(CGR)降低33%(在3.5%的NaCl溶液中)16 mT磁场辅助焊接的CGR降低了20%。Li等[43]研究发现,在电磁搅拌作用下,铝合金熔合区直径、拉伸剪切力和显微硬度均有不同程度的提高,较低的焊接电流和较长的焊接时间可以使磁场影响的效果更有效,但随着焊接电流的增加,磁场的影响逐渐减小。Rosado-Carrasco等[44]发现,在2205双相不锈钢气保焊焊接过程中施加3 mT磁场后,铁素体晶粒明显细化,热影响区再生奥氏体体积分数显著提高,焊缝区柱状晶粒变小,并促进了γ相的生成,阻碍了微观结构短疲劳裂纹的形核和生长,从而显著提高了高周疲劳和超高周疲劳试样的疲劳强度。
3 电磁作用下焊接技术的发展趋势
目前,关于电磁作用下焊接工艺的研究,使用的电磁场频率较低、强度较弱,施加的磁场强度一般为低于0.1 T的稳恒磁场,且大多局限在电弧焊领域。随着对电磁理论的进一步理解,国内外研究人员尝试将电磁场引入到其他各种焊接工艺中,如电阻焊、激光焊及扩散焊等。但是目前对这一系列焊接领域还有待深入研究,今后可尝试从以下几个方面展开研究。
3.1 强磁场下的焊接技术
近年来,随着超导磁体技术的发展,将强磁场应用于材料加工过程的研究,已受到国内外学者的广泛重视[45]。强磁场对细化晶粒、促进固态相变、消除杂质以及表面和内部的缺陷都有显著影响[46, 47]。同时,施加高频强磁场可以促使熔池内部熔融金属的流速更加均匀,有利于流体热量的传递和扩散,提高焊缝区的力学性能[48]。因此,研究强磁场对焊接过程的影响具有重要的理论意义和实际应用价值。
目前,关于磁控焊接过程的研究主要是在较低强度的稳恒磁场下进行的,对梯度磁场、旋转磁场、交流磁场、脉冲磁场、强磁场下的研究非常少,特别是高于100 mT的磁控焊接技术。目前大口径4 T的超导体强磁场已经商业化应用,预计将显著影响焊接微观组织及织构。因此,应加强较高强度下强磁场、梯度磁场、交流磁场、脉冲磁场对焊接过程尤其是焊接理论方面的研究,为制备性能优异的焊接接头提供理论基础。
3.2 磁场下复合焊接技术
磁场下复合热源焊接技术是将物理性质和能量传输机制不同的两种及以上的热源组合在一起,在磁控条件下进行焊接,既可以充分发挥各自热源的优势,又可以弥补单种热源的不足,从而集成一种全新高效的焊接热源,达到调控焊接组织、改善材料综合性能的目的。Chen等[49]采用稳恒磁场辅助激光-MIG复合焊接SUS304钢,通过电子背散射衍射技术研究了焊接过程中的晶粒细化和铁素体变化,发现在外加磁场作用下,熔池的搅拌效应可以显著促进晶粒细化以及铁素体还原,从而使焊缝金属的低温(40 ℃)冲击韧性提高约36%。同时,磁场对不锈钢焊接区耐点蚀性能有显著的改善作用,外加磁场焊接通过弱化δ-铁素体织构强度和促进均匀骨架形貌的生长,使δ-铁素体在奥氏体基体中的分布更加均匀,且使得铬元素的扩散比较均匀,显著提高了焊缝区点蚀抗力,降低了钝化电流密度,提高了点蚀电位,从而显著改善了奥氏体不锈钢焊缝区的点蚀性能[50]。
因此,采用复合热源对材料进行焊接时,结合不同焊接热源的优势,可以显著提高热源利用率,改善表面成形,抑制气孔及飞溅等焊接缺陷的产生,提高接头装配精度,调节焊缝成分组织,改善焊接接头力学性能,从而获得性能更加优异的焊接接头。目前,对磁场下焊接技术的研究比较单一,对磁场下复合焊接技术的研究比较少,不同磁场下热源相互作用机理也有待深入研究。
3.3 磁场下焊接接头热处理技术
焊后热处理可以最大限度地减少或消除焊件内部组织和力学性能的不均匀,对焊接接头进行适当的时效热处理可以释放焊接过程产生的残余应力,促进二次析出相的均匀化分布,从而显著改善焊接接头的力学性能[51, 52]。
20世纪90年代以来,利用磁场下热处理技术调控合金微观组织及结构,从而提高材料的综合性能获得了广泛关注[53, 54]。由于晶粒的磁晶各向异性,磁场可以利用晶粒间产生的磁化率差异,驱使晶粒沿着一定方向择优生长,从而影响焊接接头的力学性能。綦秀玲等[55]对5 mm厚的AZ91镁板进行外加纵向交流磁场钨极氩弧焊,并在焊后在磁场下对其进行热处理,结果表明,磁场作用下的AZ91镁合金焊接接头比未施加磁场的焊接接头经固溶处理后晶粒更加细小,β-Mg17Al12相在α-Mg上析出并呈弥散分布,且施加磁场获得的焊接接头比未加磁场的焊接接头热处理后硬度更高。
目前,磁场下热处理技术主要针对的凝固连铸件的研究,而对磁场下焊接接头热处理工艺及机理的研究非常少。磁控焊后热处理具有操作简单、成本低等特点,同时可以有效降低焊接过程中内部产生的应力,显著提升接头的力学性能。因此,今后可以加强磁控焊接和磁控热处理对焊接接头的微观组织及综合性能影响机制的研究。
4 结 语
焊接中采用的材料无论是铁磁性还是非铁磁性的,施加磁场均能显著影响电弧形态、熔池形状以及焊缝成形。电磁搅拌作用可以调控焊接熔池液态金属结晶过程的传质及传热行为,细化焊缝区微观组织,减小成分偏析,促使析出相均匀化分布,降低接头组织气孔、热裂纹等焊接缺陷的敏感性,进而显著提高焊缝的综合性能。目前,有关磁控焊接技术的研究大多只是从电磁搅拌的角度进行分析,而对热电磁效应、磁场能、磁化力对焊接凝固过程以及磁场下焊后热处理的影响机理的研究还不够深入。加强研究梯度磁场、旋转磁场、交变磁场、脉冲磁场及强磁场特别是10 T以上超导强磁场下的焊接技术,并结合有限元数值模拟研究焊接过程中存在的电场、磁场、热场、应力场(应变场)多物理场耦合关系影响焊接过程的机制,开发出具有自主知识产权的低成本、高效、高附加值的磁控焊接技术,对我国工业强国特别是国防军事工业的发展具有非常重要的经济意义和战略意义。
