软质印章石抛光工艺
2020-07-23申云陆静刘瑞亮
申云, 陆静, 刘瑞亮
(1.华侨大学 制造工程研究院, 福建 厦门 361021; 2. 厦门大学 机电工程系, 福建 厦门 361101)
在工件加工过程中,抛光作为最后一道工序,可以使加工表面粗糙度降低,得到光滑表面或者达到镜面效果.随着石材产业的发展,对抛光技术的需求也越来越大.在中国传统石文化中,印章石有着极为重要的地位,中国也是世界上最早和广泛使用印章石的国家[1-2].寿山石、青田石、昌化石在历史上便是名贵的印章石,而巴林石属后起之秀,近10年内价格飞涨[3-5].随着近代市场对寿山石等名贵印章石材需求的加大,以及石材的过度开采带来的资源日趋匮乏,印章石的精细加工显得尤为重要.
传统印章石加工多采用手持石材在砂纸上粗磨,得到较好的表面平整度,然后,在软质布料上进行抛光.因个人手艺的不同、检测设备的缺失,导致印章各表面的平整度和光泽度无法保证,个体质量差异较大,石材原料浪费严重,抛光效率低下.同时,维持高光泽度通常需要打蜡、油养,保持时间短,过程反复[6-7].原始石材由于几何形状差异大、材质不均匀,在非专业研磨抛光机床加工时,不易进行装夹和压力控制,石材损毁浪费严重[8-11].以叶蜡石型寿山石为例,其主要矿物成分是叶蜡石,含少量石英、绢云母、水铝石、黄铁矿等,相较石英、绢云母等矿物,叶蜡石的硬度较低[12-14].当磨抛压力增大时,磨料磨粒首先刻蚀掉硬度较低叶蜡石,所留下的石英等硬质砂砾物质脱落,在宏观上表现为“起砂”现象.“起砂”会严重降低印章表面的光泽度,使表面变得粗糙.因此,本文改进现有印章石加工设备,研究印章石加工工艺以获得较好的加工表面质量.
1 实验条件与过程
1.1 加工件
为了增加结果的可靠性,实验采用巴林石、高山石、芙蓉石3种印章石.其中,巴林石是4大印章石中唯一产于北方疆域,而且是在少数民族地区;高山石和芙蓉石则属于4大印章石中的寿山石.石样品及锯切后的原始形貌,如图1所示.
由图1(a)可知:巴林石样本材质并不均匀,分为明显的深黄色和墨黑色两相.初步测定,黑色相部分硬度略高于黄色相,莫氏硬度约为3.初始面划痕呈单向且粗糙度值达到了2.694 μm.由图1(b)可知:高山石所含杂质很多.高山石硬度相对较大,莫氏硬度约为4,初始面的划痕与所选巴林石样本相比较浅,粗糙度为1.274 μm.由图1(c)可知:样品分为明显的红白两相.寿山芙蓉石为叶蜡石类,其莫氏硬度约为3[15],初始面有数条粗大划痕,粗糙度为1.498 μm.
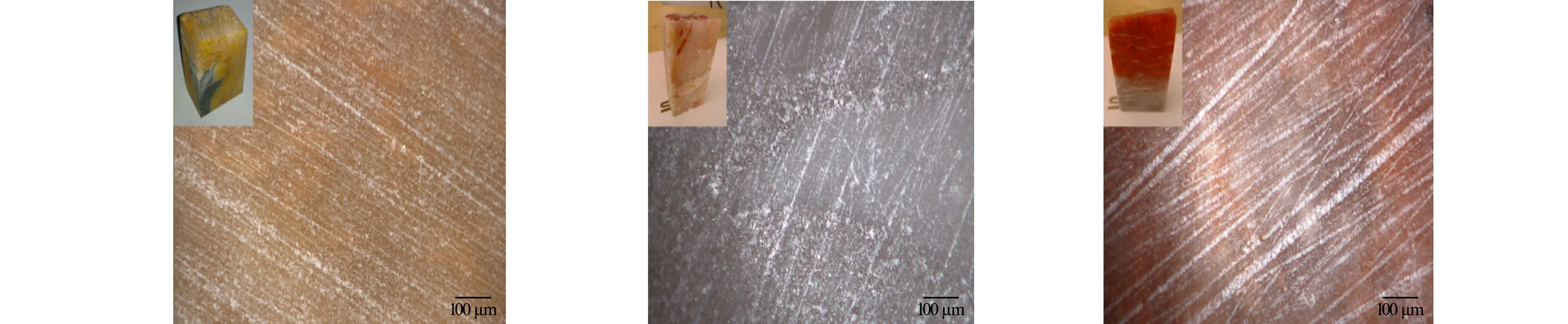
(a) 巴林石 (b) 高山石 (c) 芙蓉石 图1 石样品及锯切后的原始形貌Fig.1 Stone samples and original topography after sawing

图2 UNIPOL 1260型研磨抛光机及夹具Fig.2 UNIPOL 1260 style grinding polishing machine and fixture
1.2 加工平台
在UNIPOL 1260型研磨抛光机上进行软质印章石的研磨抛光加工,UNIPOL 1260型研磨抛光机及夹具,如图2所示.加工中,印章石材被夹持在设计的夹具上,机床机头提供下压力并带动工件转动,抛光盘独立转动,通过工件和研磨盘的摩擦运动达到加工印章的目的.
原始机床的压力系统采用开环控制,在大压力如40 MPa以上时,可以实现较精准的压力控制.然而,软质印章石加工所需的压力为20 MPa或更小,由于气缸压力和阻尼的影响,小压力难以控制其工作的稳定性.
对原始的UNIPOL 1260型研磨抛光机进行改造,增加可编辑程逻辑控制器(PLC)压力自动调节系统,可以实现压力精准控制.空压机通过比例阀向机床的上、下两腔充填气体,连接上、下两腔的通气管上接有压力传感器,压力传感器检测上、下两腔压力并传回PLC控制器.控制器将两腔压力差与用户设定值比较,不断控制比例阀,向两腔内充填气体,达到压力精准控制的目的.
1.3 加工实验
对软质印章石进行研磨抛光时,制定的工艺参数包括机床研磨盘和载物盘转动方向、转速,加工压力、加工时间.为了确定出加工软质印章石的最佳加工参数和工艺路线,实验中将研究不同的研抛工具和加工参数对加工软质印章石加工质量的影响.采用单一变量原则,在改变一个参数时,其他参数固定.
1) 研磨盘和载物盘转速的确定.软质印章石研磨抛光属于去除量较小的精加工,使用研磨抛光工具均为固结或半固结磨料抛光工具,随着研磨抛光转速的增加,印章石表面碰撞的磨料磨粒数增加,每次碰撞的作用力也增大,对印章石表面的凸峰处碰撞效果更明显[16-17].所以在抛光加工中,尽可能使用机床额定转速下的最高转速.
2) 研磨盘和载物盘转动方向的确定.工件装在载物盘上,研磨盘在机床最高转速300 r·min-1转动的前提下,分别采用顺磨(载物盘和研磨盘转向相同)、逆磨(研磨盘和载物盘转向相反)和静止3种工件加工方式.
在实际的加工实验中,分别使工件与研磨盘转动方向相反、工件与研磨盘转动方向相同,以及工件与研磨盘保持静止,观察砂纸或SG抛光膜磨损情况、工件加工后表面的划痕规律,从而确定研磨盘和载物盘加工时的转动方向.
3) 加工压力的确定.加工压力是保证加工效率的关键.随着压力的增加,磨粒越来越多地参与到材料的去除加工中,所以材料的去除率随着加工压力的增加而增大[18-20].控制研磨盘转速为300 r·min-1,载物盘转速为120 r·min-1,在400#砂纸加工5 min.采用的加工压力分别为7.5,15.0,30.0 MPa.加工后观察砂纸或SG抛光膜表面磨损情况,以及印章石表面加工质量.
4) 加工工序的确定.传统的手工加工印章石经过300#~500#砂纸,去除了初始的表面划痕,经过1 000#~1 500#砂纸,去除上一道加工划痕,经过2 000#~4 000#砂纸进行精磨,最后,上蜡达到较高光泽度表面.根据传统手工加工印章石经验,控制研磨盘转速为300 r·min-1,载物盘转速120 r·min-1,研磨盘压力为15 MPa.在每一道工序中,选一种型号砂纸进行研磨,如果能把上一道划痕去除,则可行,最后,用SG抛光膜对表面进行抛光处理.
5) 加工时间的确定.在前面各道工序确定之后,采用合理的加工压力,研磨盘和载物盘转动方向、转速,以1 min为单位加工,并跟踪监测表面质量,当加工达到较优表面质量时,即确定为本道加工工序所需加工时间.
6) 加工后表面质量测量.用Hirox KH-8700型三维视频显微镜追踪检测原始状态及其每道工序加工后的软质印章石固定点位的二维形貌;每道工序加工后的表面光泽度及原始光泽度用WGG60-S(C)Ⅱ12型光泽度仪测量;每道工序表面粗糙度及原始粗糙度用Mahr XR20型粗糙度仪检测.

表1 实验加工工艺参数Tab.1 Experimental study on processing parameters
实验加工工艺参数,如表1所示.表1中:vG为研磨盘逆时针转速;vL为载物盘转速;p为加工压力;t为加工时间.
2 结果与分析
2.1 实验结果
1) 改进后的UNIPOL 1260型研磨抛光机使用额定转速下的最高转速进行抛光,即采用研磨盘转速为300 r·min-1,载物盘 为120 r·min-1.
2) 当工件与研磨盘转动方向相反时,棱角锋利的工件常在与研磨盘初接触,刮伤砂纸或SG抛光膜,而且工件沿压力方向产生轴向跳动,严重损伤工件和研抛工具;当工件在加工中保持静止时,虽然工件不易跳动,但工件研磨后,其加工表面会产生有规律、明显的划痕,在SG抛光膜加工中难以去除,从而影响加工质量;当工件与研磨盘同向转动时,工件加工面无明显的规律划痕,机床运行平稳,砂纸或SG抛光膜可以使用较长时间而不必更换.因此,采用两盘同向转动的顺磨方式.
3) 当加工压力小于10 MPa时,工件表面划痕去除效果不明显;当压力较大时,对高山石、芙蓉石、巴林石进行反复加工均会发现,砂纸或SG抛光膜破损得很快,需要经常更换,印章去除效果过高,加工不易控制,一旦装夹失误,将严重损伤工件.当加工压力介于10~20 MPa时,不但加工效率和表面质量可以保证,而且研抛工具的使用寿命也足够长.因此,相对合理的加工压力确定为15 MPa.
4) 分别用300#,400#和500#的砂纸对表面进行研磨,300#砂纸研磨后表面留下较深划痕,后道中工序中难于去除;500#砂纸需要很长时间才能将初始表面划痕去除,因此,第一道工序采用400#砂纸.2 000#砂纸可以将400#砂纸加工痕迹去除,且时间较短,所以省去中间研磨步骤;在2 000#砂纸加工后,印章石表面划痕较浅,可直接进行SG抛光膜抛光.因此,为达到效果,确立了400#砂纸半精磨、2 000#砂纸精磨和SG抛光膜抛光的3道工序.
5) 400#砂纸累计加工时间为2 min;2 000#砂纸累计加工时间为1 min;SG抛光膜累计加工时间为10 min.
2.2 加工后表面形貌
加工后巴林石表面形貌,如图3所示.由图3可知:从原始面到SG抛光膜抛光结束,巴林石的表面质量越来越好.400#砂纸研磨后,原始面的深划痕被去除;此工序新产生大量无规律划痕经过2 000#砂纸研磨加工1 min后,基本去除;2 000#砂纸加工后表面同样产生了大批单向划痕,但划痕明显较浅,在SG抛光膜研磨阶段全部划痕被去除,最终达到了加工表面接近镜面的质量.
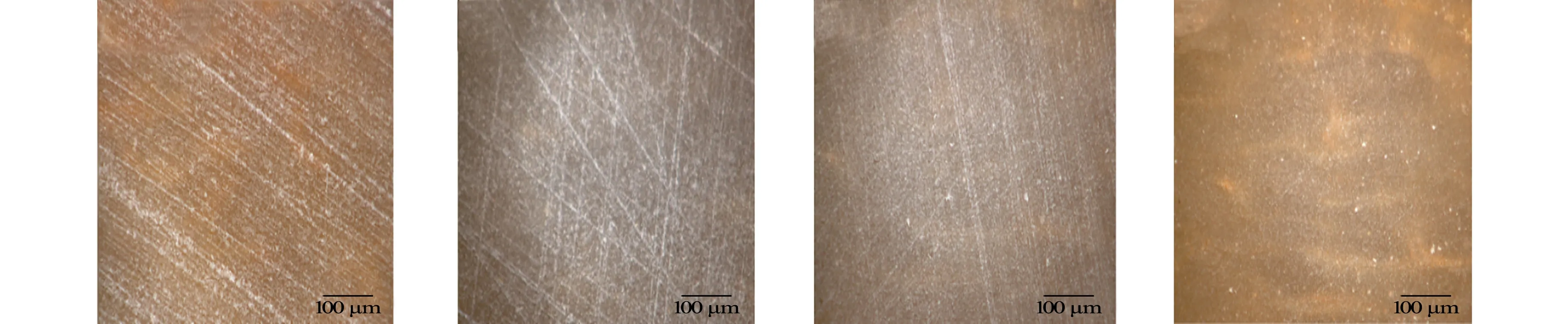
(a) 原始形貌 (b) 400#砂纸研磨 (c) 2 000#砂纸研磨 (d) SG抛光膜抛光图3 加工后巴林石表面形貌Fig.3 Balin Stone surface topography after processing
加工后高山石表面形貌,如图4所示.与巴林石类似,400#砂纸将原始表面划痕基本去除;2 000#砂纸研磨加工1 min后,400#砂纸加工,划痕基本去除;但是加工后表面产生一道深划痕,此划痕超出了2 000#砂纸的影响范围,可以归为可排除的意外因素,如冷却液中含有杂质所致;SG抛光膜抛光10 min后,除上道工序中意外产生的划痕外,其他划痕基本消失,表面达到最佳质量.

(a) 原始形貌 (b) 400#砂纸研磨 (c) 2 000#砂纸研磨 (d) SG抛光膜抛光图4 加工后高山石表面形貌Fig.4 Gaoshan Stone surface topography after processing
加工后芙蓉石表面形貌,如图5所示.由图5可知:芙蓉石加工表面质量越来越好.从每道工序后划痕的走向看,各道工序都有新的划痕产生,原始面的深锯痕在400#砂纸研磨后被去除;但表面产生新划痕,在2 000#砂纸加工后,上一道工序留下的划痕消失,但也存在新的划痕.抛光后表面仍存在少量新划痕,印章石表面脱落,导致起砂(图5(d)中标注处).芙蓉石的莫氏硬度为3左右,观测点选在叶蜡石与石英石杂质的相交位置,大粒径石英石砂砾从印章上脱落后,同研磨工具的磨粒一起参与加工,是每道工序都存在划痕的原因,小粒径石英石砂砾脱落导致表面“起砂”,使表面失去光泽,最终抛光后表面光泽度不高,从宏观上观察,即印章石表面“起砂”.

(a) 原始形貌 (b) 400#砂纸研磨 (c) 2 000#砂纸研磨 (d) SG抛光膜抛光图5 加工芙蓉石表面形貌Fig.5 Furong stone surface topography after processing
2.3 粗糙度与光泽度的变化
3种样品加工前、后表面粗糙度对比,如图6所示.图6中:Ra为粗糙度.由图6可知:经过3道工序后,3种样品的粗糙度都逐渐降低.3种样品的粗糙度下降最快,其中,巴林石表面粗糙度下降最快,由2.67 μm下降至0.10 μm;高山石表面粗糙度变化最小,由1.01 μm下降至0.11 μm.通过最后一步的SG抛光膜抛光后,3种样品表面粗糙度基本达到一致.
3种样品加工前、后表面光泽度对比,如图7所示.图7中:g为光泽度.由图7可知:经过3道工序后,3种样品的光泽度都逐渐升高.巴林石表面光泽度达到3种样品中的最佳光泽度64,芙蓉石光泽度为3种样品中的最低35.芙蓉石光泽度低与实验选用的样品品质有密切关系,当芙蓉石石材品质较差时,含石英石杂质较多,抛光时石英砂砾脱落,使表面失去光泽;脱落的砂砾在研磨抛光时,对表面产生划痕,进一步损伤表面,光泽度降低.
3种样品光泽度与粗糙度关系,如图8所示.由图8可知:3种样品的光泽度都随着粗糙度的减小逐渐增加;当粗糙度小于0.3 μm时,光泽度都迅速上升.经过SG抛光膜抛光后,巴林石光泽度达到64,高山石粗糙度达到44,芙蓉石光泽度达到35.
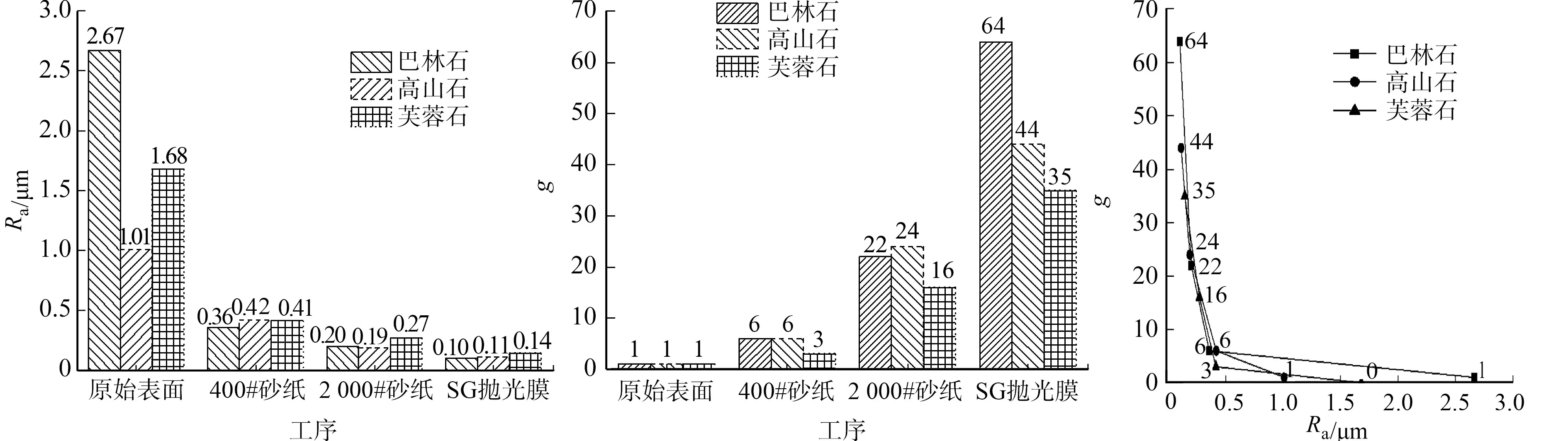
图6 加工前、后表面粗糙度对比图 图7 加工前、后表面光泽度对比图 图8 光泽度与粗糙度关系 Fig.6 Roughness comparison chart Fig.7 Gloss comparison chart Fig.8 Relationship between before and after processing before and after processing glossiness and roughness
软质印章石加工工序,如表2所示.

表2 软质印章石加工工序Tab.2 Processing procedure of soft seal stone
3 结论
1) 在UNIPOL 1260型研磨抛光机上,针对不同石材的多个表面,使用专用夹具,分别在400#砂纸,2 000#砂纸,以及SG抛光膜上采用不同的转动方向、转速和加工压力反复加工.通过观察机床的运行状况,砂纸或SG抛光膜的破损情况,并对印章石加工表面的光泽度、去除量和表面形貌进行跟踪检测,最终确定了软质印章石的最终优化工艺参数为研磨盘和载物盘分别以300,120 r·min-1同向转动;加工压力为15 MPa.最佳工艺线路为在400#砂纸半精磨2 min;在2 000#砂纸的精磨1 min和在SG抛光膜上抛光10 min.
2) 经过3道工序,3种样品的粗糙度都逐渐降低,光泽度随着粗糙度降低而升高.当使用SG抛光膜抛光后,表面形貌在放大100倍时无明显划痕.当粗糙度小于0.3 μm时,光泽度迅速上升,并且最高达到64.
3) 巴林石和高山石抛光后表面质量均匀,无明显划痕,无起砂现象;而芙蓉石由于样品中含有较多石英杂质,抛光时石英砂砾脱落,使表面失去光泽,脱落的砂砾在研磨抛光时对表面产生划痕,进一步损伤表面,使光泽度降低.
未来将进一步探究材质不均匀,含有较多杂质的印章石的抛光工艺.
