棉织物低温皂洗剂TF-2318的应用
2020-07-20余云义黄结娣杨中新
余云义,黄结娣,杨中新
(广东传化富联精细化工有限公司,广东佛山 528329)
目前,棉织物染色基本以活性染料染色为主,这主要是因为经过多年的发展,活性染料色谱齐全、颜色鲜艳、生产成本低,且染色工艺成熟,所以在棉织物染色中应用广泛。活性染料分子结构中存在活性基团,在染色过程中与纤维发生共价键结合,这也是其与其他染料最大的不同之处。活性染料一旦上染纤维,由于共价键的结合能(252~378 kJ/mol)较高,所以有很好的染色牢度。活性染料的种类和结构较多,包括均三嗪类、嘧啶类、乙烯砜类等,但在染色过程中,活性染料并不能与纤维素纤维完全反应,织物上或多或少存在着未上染或未固着的染料以及水解染料[1-2]。这些未固着的染料必须从织物上皂洗去除,否则会严重影响织物的染色牢度,尤其是深浓色织物。因此,皂洗对织物色牢度的提高起着关键性的作用。
传统皂洗工艺基本是在95 ℃以上进行,而且要经过多次皂洗、水洗才能达到客户对织物色牢度的要求。这样不仅耗费很大,而且也加重了对环境的污染及水处理成本[3]。所以,制备一种在中低温下就能提高织物色牢度的皂洗剂已经成为染整行业的一大目标。目前,生产中使用的大部分双活性基活性染料染色温度为60 ℃,因此,染料在纤维内部的扩散也是在60 ℃下完成的。当吸附染料由纤维内部向外扩散时,对温度的要求是大于等于60 ℃,如果皂洗温度低于染色温度,则纤维内部的吸附染料不易扩散出来,难以被洗除[4]。因此,在70~85 ℃下进行低温皂洗在理论上是可行的。
现阶段国内外的研究结果表明,尽管低温皂洗剂的研制取得了一定的成果,但许多品种有自身的局限性,适用范围有限,而且有些产品生产成本较高,难以推广应用。要开发出一种环保、适用范围广且廉价的中低温皂洗剂,需从几个方面加以改进和提高:(1)新型皂洗剂技术的应用,比如新型生物酶皂洗工艺。与传统皂洗工艺相比,生物酶皂洗工艺在很大程度上提高了皂洗效果,降低了能源消耗,减少了污水排放量,有利于环境保护和降低污水处理成本。(2)在结构上引入酸性基团,使产品具有免中和功能,可以省工时,提高生产效率,也可以减少化学品排放。(3)复配具有良好溶解性、相容性、高表面活性的高分子聚合物产生协同作用,从而有效地降低皂洗温度,节约能耗。(4)部分表面活性剂对人体有较大的刺激性,而且不易生物降解,对环境影响较大,所以,低温皂洗剂的研制必须注重产品的环保性,提高其生物降解性,最终实现循环使用。
本项目采用最新的生物酶技术,并综合不同结构类型的染料、改变酶的成分等方法,开发出一种外观为无色或淡黄色透明液体的新型低温皂洗剂TF-2318,重点研究TF-2318的皂洗效果。
1 实验
1.1 材料与仪器
材料:半漂纯棉针织布;活性红3BS(C.I.活性红195)、活性蓝2GLN(C.I.活性蓝194)、活性黄3RS(C.I.活性黄145)(湖北丽源科技股份有限公司),活性黑KN-B(C.I.活性黑5)、活性翠蓝KN-G(C.I.活性蓝211)、活性艳蓝KN-R(C.I.活性蓝19)(浙江闰土股份有限公司),常规皂洗剂TF-1307A、低温皂洗剂TF-2318(广东传化富联精细化工有限公司),元明粉、纯碱、醋酸(市售)。
仪器:KG86 染色机(广东中山永鸣机械厂),数显式电热恒温干燥烘箱(上海沪越科学实验仪器厂),连续定型烘干机(Newave LAB Equipment Co.Ltd.),Color eye 3100分光测色仪(Gretagmacbeth公司),722-S 型分光光度计(上海棱光技术有限公司),摩擦牢度试验机(温州大荣纺织仪器有限公司)。
1.2 染色工艺
配方:活性染料3%(omf),元明粉60 g/L,纯碱30 g/L,浴比1∶10。工艺流程如下:

1.3 皂洗工艺
常规皂洗配方:TF-1307A 1.0 g/L,95 ℃,10 min。工艺流程如下:

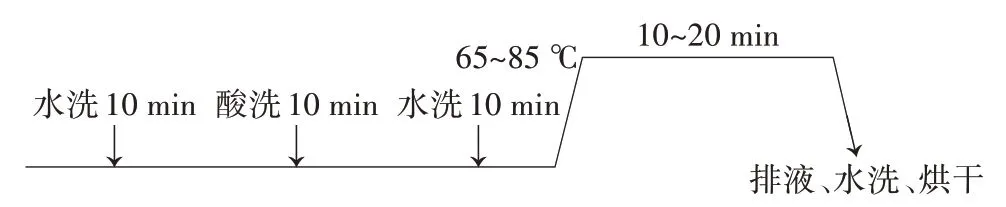
低温皂洗配方:TF-2318 1.0~2.0 g/L,65~85 ℃,10~20 min。工艺流程如下:
1.4 测试
吸光度:收集皂洗残液并稀释到一定浓度,在分光光度计上测定最大吸收波长处的吸光度。吸光度越大,皂洗液颜色越深,残液染料浓度越大。
色差(ΔE):采用分光测色仪测定,ΔE值越大,织物的颜色变化越大。
耐皂洗色牢度:按GB/T 3921—2008《纺织品 色牢度试验耐皂洗色牢度》测定,用评定沾色用灰色样卡评级,以棉沾色为主。
水泡色牢度:将织物加入水浴(浴比1∶40)中,加热到95 ℃以上,保温5 min,期间搅拌3~4 次,取出织物,冷却至室温,测残液吸光度,比较残液的深浅[5]。
防沾性能:将待皂洗的布样和贴衬织物分别放入皂洗液(浴比1∶15)中,采用常规皂洗工艺或者低温皂洗工艺皂洗,取出皂洗试样和衬布,用冷水洗一次,烘干,衬布按GB/T 3921—2008 用评定沾色用灰色样卡评级。
2 结果与讨论
2.1 TF-2318皂洗效果的影响因素
2.1.1 皂洗温度和时间
纯棉织物分别采用活性红3BS、活性黄3RS、活性蓝2GLN 组合染成3%的红色,用活性黑KN-B 染成3%的黑色,活性翠蓝KN-G、活性艳蓝KN-R 组合染成3%的翠蓝色。由表1 可知,TF-2318 的皂洗残液色深受皂洗温度的影响较大;在同一温度下皂洗,皂洗时间越长,残液颜色越深,但增幅不大。为了充分去除浮色,皂洗温度应大于65 ℃,温度太低浮色不能完全去除[3]。在85 ℃皂洗时,皂洗时间控制在15 min;在75 ℃皂洗时,皂洗时间可适当延长至20 min。

表1 不同温度和时间皂洗后残液的吸光度
由表2 可知,皂洗温度升高,TF-2318 对织物的耐皂洗色牢度提升明显,而且皂洗温度越高,耐皂洗色牢度越好,皂洗时间越长,耐皂洗色牢度越好。75、85 ℃皂洗15 min 以上,耐皂洗色牢度在3 级以上,达到普通皂洗剂TF-1307A 的皂洗效果。TF-2318 的水泡色牢度受皂洗温度的影响较大,温度升高,水泡色牢度明显提升;在同一温度下,皂洗时间越长,水泡色牢度越好。85 ℃皂洗时,皂洗效果接近普通皂洗剂TF-1307A 的皂洗效果。经TF-2318 在75、85 ℃皂洗后,织物的色变与普通皂洗剂TF-1307A 差别不大,65 ℃皂洗时色变最小。在同一温度下皂洗,随着时间的延长,织物的色变有所增加,说明织物表面浮色的去除在一定程度上导致了织物色变[5]。TF-2318 对织物的防沾性能提升明显,而且皂洗温度越低,防沾性能反而越好,皂洗时间对织物的防沾性能影响不明显。可能是因为皂洗温度较低时,脱落在皂洗液中的染料少,染料返沾也少[3]。65、75、85 ℃皂洗时,防沾性能达4 级以上,接近或超过普通皂洗剂TF-1307A的皂洗效果。
综上所述,再结合成本因素,为了达到理想的皂洗效果,皂洗温度建议不低于75 ℃。85 ℃皂洗时,皂洗时间为15 min;75 ℃皂洗时,建议皂洗时间可酌情延长至20 min。

表2 不同温度和时间皂洗棉织物的色牢度、色变和防沾性能
2.1.2 TF-2318用量
由表3 可知,随着TF-2318 用量的增加,残液的吸光度增大;当TF-2318 用量大于1.5 g/L 时,残液的吸光度增加不多,且与普通皂洗剂TF-1307A 的皂洗效果接近。与市场上某些还原类低温皂洗剂不同,这类皂洗剂的皂洗残液很清澈,但并不能真正有效地提高织物的耐皂洗色牢度。综合成本考虑,建议TF-2318用量选择1.5 g/L。

表3 不同TF-2318用量皂洗后残液的吸光度
由表4 可知,TF-2318 能有效地去除织物表面的浮色,对织物的耐皂洗色牢度提升明显。当TF-2318用量为1.5 g/L,皂洗温度为75、85 ℃时,耐皂洗色牢度为3 级以上,达到普通皂洗剂TF-1307A 的皂洗效果。随着TF-2318 用量的增加,织物的水泡色牢度逐渐提高。在75 ℃、TF-2318 用量为2.0 g/L 以及85 ℃、TF-2318 用量为1.5 g/L 时,皂洗效果接近普通皂洗剂TF-1307A 的皂洗效果。经TF-2318 皂洗后织物的色变与普通皂洗剂TF-1307A 相差不大,用量增加后,织物色变有所增大,但变化幅度不大。TF-2318 能有效地去除织物表面的浮色,对织物的防沾性能提升明显。当用量为1.5 g/L,75、85 ℃皂洗时,防沾性能达4 级以上,皂洗效果达到普通皂洗剂TF-1307A 的皂洗效果。

表4 不同TF-2318用量皂洗后棉织物的色牢度、色变和防沾性能
综上所述,用于棉织物染色后皂洗时,建议TF-2318用量选择1.5 g/L。
2.1.3 pH
不同pH 皂洗后残液的吸光度见表5。

表5 不同pH 皂洗后残液的吸光度
由表5 可知,皂洗液pH 对皂洗残液吸光度的影响很大。pH=6~9 时,TF-2318 在75、85 ℃皂洗15 min后,残液吸光度相差不大;但pH 在9 以上时,pH 越高,残液吸光度越大,颜色越深。
由表6 可以看出,皂洗液pH 对织物的耐皂洗色牢度影响明显,pH=6~9 时,耐皂洗色牢度相差不大,但pH 在9 以上时,pH 越高,耐皂洗色牢度越差。皂洗液pH 对织物的水泡色牢度有影响,但不明显,pH 越高,水泡色牢度略提高,可能是因为部分与织物结合不牢固的活性染料在强碱性条件下会发生脱落而被皂洗去除,剩下结合牢固的活性染料不容易掉色,呈现略好的水泡色牢度[5]。皂洗液pH 对织物的色变影响很明显,pH=6~9 时,织物的色变不大,与普通皂洗剂TF-1307A 皂洗的色变差不多;pH 在9 以上时,pH越高,色变越大,说明碱性太强不利于染色织物的皂洗。皂洗液pH 对织物的防沾性能影响也很明显,pH=6~9 时,防沾性能相近;pH 在9 以上时,pH 越高,防沾性能越差,这是因为活性染料染色织物在强碱性条件下皂洗时,皂洗剂除了洗下织物上的浮色外,已和织物共价键结合的活性染料也可能发生脱落,会有大量新水解染料存在于织物表面,并形成新的浮色,新的浮色又会造成沾色,这样就会严重影响染色织物的皂洗效果[1,5]。

表6 不同pH 皂洗后棉织物的色牢度、色变和防沾性能
综上所述,TF-2318 用于棉织物染色后皂洗时,即使产品自身结构有酸性基团,有免中和功能,但为了最大限度地发挥皂洗效果,建议皂洗前测试皂洗液pH,必要时添加少量醋酸以确保pH 在6~8。
2.2 不同皂洗工艺的能耗比较
以加工1 t 织物统计能耗和水耗,由表7 可以看出,与常规95 ℃皂洗工艺相比,TF-2318 低温皂洗工艺节电10%~14%,节约蒸汽20%~36%,节约时间5~10 min。由此可见,TF-2318 低温皂洗工艺可省时、节能,提高生产效率。

表7 不同皂洗工艺的能耗比较
3 结论
(1)新型低温皂洗剂TF-2318 用量为1.5 g/L,在75 ℃、20 min 或85 ℃、15 min 下皂洗后,织物的耐皂洗色牢度可达普通皂洗剂TF-1307A(1.0 g/L,95 ℃,10 min)的皂洗效果,水泡色牢度略差,但很接近普通皂洗工艺的效果,色变小,防沾性能优异。
(2)TF-2318 用量、皂洗温度、皂洗时间和皂洗液pH 对TF-2318 的皂洗效果影响很大,特别是pH。皂洗前要测试皂洗液pH,必要时添加少量醋酸以确保皂洗液pH 在6~8。
(3)TF-2318 低温皂洗工艺可省时、节能,提高生产效率。
