PASSIM 卷接机组跑条烟丝在线回用装置
2020-07-19胡风华
胡风华
(安徽中烟工业有限责任公司芜湖卷烟厂,安徽芜湖 241000)
0 引言
企业生产管理思想的最终目标是实现利润最大化,管理的核心内容是通过消灭生产中的一切浪费来实现成本的最低化。目前,卷接包车间PASSIM 机组的长跑条丝需送到制丝车间进行再加工,实际生产中,为保证烟支的品吸口感,这些跑条烟丝只能按照最低等级进行参配使用,增加了制造成本。
根据财务部门统计,2018 年1~12 月,卷包车间5 台PASSIM卷接机组产生的跑条烟丝总量达到2.8 万公斤以上。这些跑条烟丝在被回收、降级使用过程中产生了巨大成本浪费。若能在线回收再利用机组上的长跑条丝,则可以减少很多不必要的回收环节,降低成本。
1 方案选定
1.1 烟丝分离方式的设计
从烟枪前端出来的不仅有跑条烟丝,还伴随有大量长烟条和烟纸,从工艺要求的角度,这些烟条、烟纸不允许重新掺配到烟丝中。因此,需要对跑条烟进行筛选,过滤掉烟纸和烟条。由于分离量和执行速度要求均不高,决定采用筛网进行过滤。在本装置中,筛网主要是筛除烟纸,因此,烟纸宽度是主要依据指标。
由于卷烟纸的宽度为26.5 mm,为防止卷烟纸未被有效筛除,网眼间距必须<26.5 mm。经过试验,当网眼间距<20 mm 时,烟丝在网眼处将出现堵塞,造成淤积。因此,选用疏密度为1 目(25.4 mm)的筛网,可以有效达到过滤效果。
1.2 传动方式的选择
在烟丝传动方式的选择主要有机械传动及风力传动两种形式。机械传动方式有输送带传输、蜗杆传输、振槽传输等形式,风力传动主要包括正压和负压传动两种形式。在传输系统的设计上,从改造的经济性、传输系统的复杂程度、需要占用的空间等方面进行综合考虑,决定采用负压传动。但是在试验中发现,单独采用负压传动方式,因烟丝进料口尺寸和原机吸丝吸风量的限制,烟丝在进料口不能被充分吸取,容易形成堵塞,从而影响装置正常运行。
因此在传动装置上采用机械和负压吸风相结合的方式进行烟丝回收。在烟丝收集箱进料口安装螺旋蜗杆,并加装驱动电机,实现机械驱动式进料,避免烟丝在进料口堵塞。在管道中利用原机的细丝负压作为辅助烟丝输送方式,实现烟丝从管道到吸丝落料箱的输送。
1.3 烟丝回丝位置的确定
分析PASSIM 机组供丝原理,将烟丝直接回送到落料箱能够避免烟丝的过分淤积导致的供丝故障,是最佳选择。目前卷烟机使用落料箱单侧吸丝进料口进料,落料箱上在用进料口的另一侧相同位置有一备用进料口,可以考虑作为在线回丝管道到落料箱的入口,利用快速锁机构进行连接实现功能,如图1 所示。
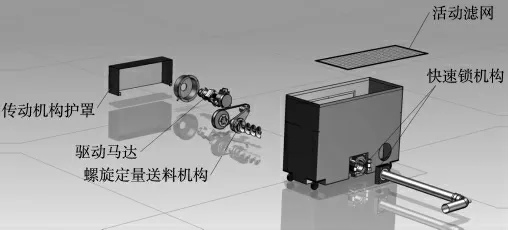
图1 PASSIM 卷烟机跑条烟丝在线回用系统
1.4 在线烟丝回用装置最终结构(图2)
跑条烟丝在线回收装置由筛分桶、烟丝回收桶、螺旋蜗杆输送装置、烟丝输送管道、气动截止阀等部件组成。在烟枪出口下方固定安装一只筛分桶对跑条烟丝进行初次过滤,并在烟丝回收桶的筛网上进行二次分离。烟丝回收桶下部安装一管道快速连接件,与回丝管道接口进行连接,通过螺旋蜗杆的机械驱动和负压辅助实现动力输送。管道由备用进料口接入到原机落料箱,在落料箱连接处管道上安装一气动截止阀以控制回收管道的开闭,当截止阀打开时利用主机吸丝负压将烟丝回收桶底部的烟丝输送到落料箱内实现烟丝的在线回收利用。
2 部件设计
2.1 筛分桶设计

图2 卷烟机跑条烟丝在线回用系统应用现场
筛分桶对跑条烟丝进行初次过滤。加工尺寸为26 cm×25 cm×22 cm 的不锈钢烟丝过滤箱,顶端和底端通透,箱底加装网眼尺寸为25 mm 的过滤筛网,安装固定在烟条微波检测器下方。跑条烟丝和烟纸、长烟条等落入筛分桶,在筛网过滤下,烟丝自由落下进入下方的烟丝收集桶,完成跑条烟丝的初次筛分。
2.2 烟丝收集桶设计
分离后的烟丝落入烟丝收集桶中,无需在外力作用下能够自行汇集到烟丝输送管道的入口端,同时便于回收装置对烟丝的吸取。
设计并加工尺寸为68 cm×25 cm×56 cm 的矩形不锈钢桶,上顶面为镂空,烟丝筛分桶中筛分出的跑条丝在重力作用下落入到烟丝收集桶中。过滤箱放置在烟枪出口端下方护罩内的空置处,箱底安装有4 个滚轮,便于移动取出,对箱体进行清洁。桶口下方20 cm 处安装有一块活动的不锈钢丝过滤网,滤网两端固定在桶壁两边挂钩上。滤网上安装有一排不锈钢丝,间距为25 mm。通过该过滤网实现跑条烟丝的二次筛分,有效避免烟纸和长烟条被吸入吸丝落料箱中。
为保证负压能够平稳均匀地吸走烟丝,在收集桶内部两侧采用斜衬板设计。将光滑的不锈钢板做成30°的倾角,两侧高向中间集中。另外桶底前段交汇处为一段直径50 mm 的半圆形槽,且半圆槽前段和后段吸风口处也呈30°的倾角。通过这种设计,烟丝在重力作用下从两边的斜侧板均匀地滑向中间的半圆槽,再由半圆槽的前段滑向后段的吸风口,避免烟丝在跑条桶中产生堵塞、淤积等问题,顺利完成跑条烟丝回收。
2.3 螺旋定量送料机构设计
在烟丝收集桶底部设有一段半圆槽,内有一段直径8.7 mm、螺距4.2 mm 的不锈钢螺旋蜗杆机构,将落到收集桶底部的烟丝输送到连接口,再通过负压吸风将烟丝输送至烟丝落料箱。采用螺旋定量送料机构,可以有效解决烟丝在桶底堆积过多造成的进料口堵塞,防止造成设备故障。
在收集桶的外面安装1 台气动马达,通过齿形带驱动螺旋机构转动。该马达使用设备的压缩空气作为动力源,结构简单,运行安全,同时可通过手动阀控制气路接通,避免能耗浪费。
2.4 烟丝传输回丝管道设计
(1)管道入口端。在PASSIM 卷烟机到头部位下方有1 个Φ50 mm 的吊装孔,可以作为烟丝传输管道接口的入口加以利用。在其前端安装1 个矩形的磁性接口,接口内部的管口上配合有密封皮圈。接口外侧安装有弹性卡扣,能和另一端接口快速连接固定。烟丝收集桶的后方底部也装有一个带有密封圈的磁性接口,两个接口可以快速对接,并通过弹性卡扣进行固定,密封良好,拆卸简单,方便设备卫生清理。吊装孔内焊接固定一段管径50 mm 的L 形不锈钢管道,作为和烟丝传输管道连接的接口。
(2)烟丝传输管道。选用一段长6.5 m、管径50 mm 的PVC钢丝螺旋管作为烟丝传输管道。钢丝螺旋管具有一定强度和柔性,适合在机身内部复杂的空间内穿行,内壁光滑,可有效减少烟丝在风力传输中造成的挤碎。
(3)烟丝出口端。加工一块和原盖板相同尺寸的不锈钢盖板,代替原吸丝落料箱左侧备用进料口的封闭盖板。在不锈钢盖板中心加工一个直径50 mm 的圆孔并焊接一根直径50 mm 的L 形不锈钢管。钢管和钢丝螺旋管的另一端连接,构成完整的回丝管道。
2.5 手动控制阀设计
在进料口侧不锈钢管道上加装一个气动截止阀,人工控制烟丝传输管道的开闭,实现管道负压吸丝可控性。需要在线回丝时,手动操作控制阀控制截止阀开启,吸完后再关闭,有效防止负压浪费。
3 改进后烟丝碎丝率测试
为确认吸丝负压对烟丝造碎程度的影响,采用试验方法测量烟丝经负压管道吸丝前、后整丝率的数据,共测量20 组数据,见表1。
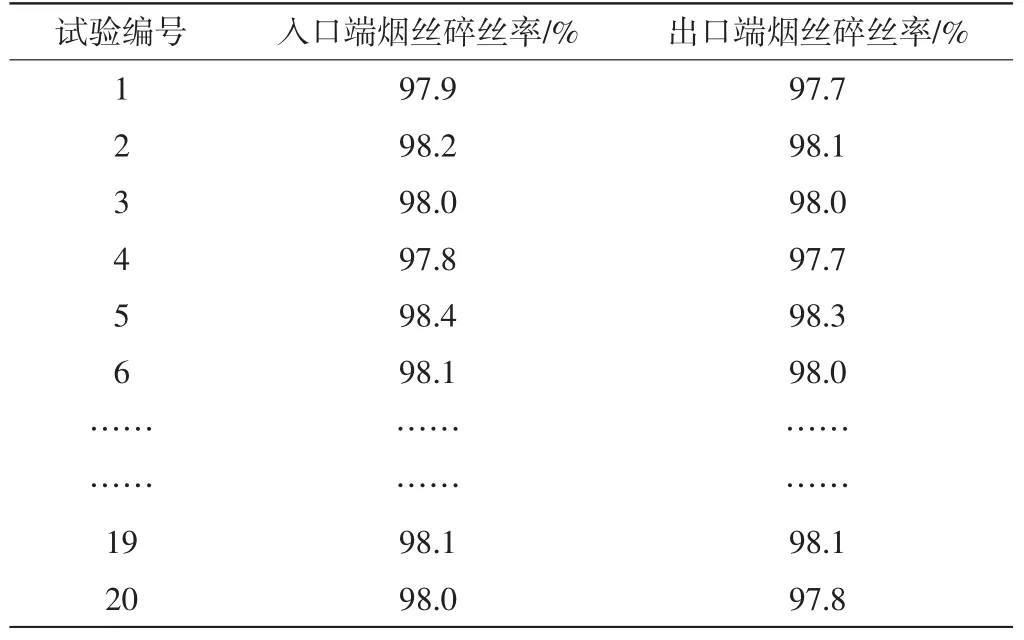
表1 回用烟丝吸丝前后碎丝率测量数据
对负压吸丝前后烟丝的碎丝率数据进行双比率检验,P 值为0.281。根据检验结果,经负压管道吸丝前后烟丝的整丝率无显著变化。
新的跑条烟丝回用装置在5#PASSIM 机组安装使用后,跟踪记录机组12 月每周产生的跑条烟丝数据,见表2。12 月产生12.67 kg 未在线回用的跑条烟丝,这是因周末生产停机时烟丝排空,无法在线回用所造成。根据前期统计数据,改进前每月该机台产生的跑条烟丝量为755.28 kg,据此计算,改进后,跑条烟丝在线利用率P=(1-12.67/755.28)×100%=98.3%。
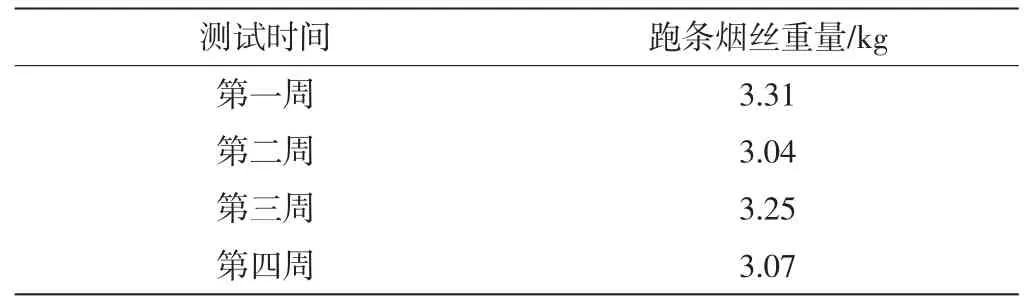
表2 5#PASSIM 机组12 月每周产生的跑条烟丝数据
4 结束语
本装置结合PASSIM 机组设备的实际情况,尽可能在原设备基础上进行改造,简单利用原机的负压系统,实现了跑条烟丝在线回用功能。改进后,操作工无需收集整理跑条烟丝,工作量下降,效果良好。生产中产生的跑条烟丝不用经过降级及加工处理,节约了人力,降低了成本。经物理测试数据验证,跑条丝重复利用未对烟支圆周、重量等物理指标造成显著影响。本装置的设计成功,为PASSIM 卷烟机的跑条烟丝回用提供了一种新的思路。
