基于主轴电流信号的防碰撞功能的研究
2020-07-17张本松陈晓雨谢志超廖德伟
张本松,陈晓雨,谢志超,柯 珂,廖德伟,曾 磊
(1.宣城职业技术学院机械与汽车工程系,宣城 242000; 2.宁波慈兴轴承有限公司,宁波 315301)
随着先进制造技术的发展,对产品的加工效率、质量和安全性都提出了更高的要求,在传统的磨削加工过程中,一线操作人员有时不按照操作规范进行操作,或磨床系统出现程序规程,就会导致砂轮与磨床其它零部件或工件发生碰撞,轻则机床受损,重则会造成人员伤害,这种事故是难以预测的[1]。本文以某公司轴承套圈生产线为例,在不改变机床任何结构的情况下加装了防碰撞智能控制系统,可以使磨床在加工过程中异常料及时排出,有效地避免磨削加工过程中发生异常碰撞,对机床和操作人员都起到了很好的保护作用。
1 防碰撞智能控制系统的原理
防碰撞智能控制系统具有机床实时防碰撞监控作用,可以有效地避免机床在加工过程中发生碰撞[2]。目前在普通磨床上进行轴承套圈磨削加工时,为保证生产安全,磨床砂轮磨削加工分为三个阶段:首先以快速进给的方式到达机床设定的安全位置,其次以中等的空程进给速度到达机床设定的加工位置,最后以最慢的磨削加工速度完成轴承套圈的磨削加工(如图1)。往往在磨削加工过程中设定的安全位置和加工位置随意性比较大,与实际的加工距离存在一定偏差;在磨削加工第一阶段和第二阶段是完全依靠技术工人的技能水平,极容易发生砂轮与机床其它部件碰撞[3]。

图1 磨削加工示意图 图2 防碰撞智能控制系统
防碰撞智能控制系统由一个直流24V电源航空插头、三个输入信号航空插头、三个输出信号航空插头、智能控制器IMC、数控系统和声光报警器(如图2)组成。三个输入信号是利用电流传感器和功率传感器检测磨床主轴电机信号,将检测到的信号通过航空插头输入到智能控制器IMC,智能控制器IMC负责分析和处理接收的信号,并于数控系统和PLC进行通讯,控制磨床砂轮的进给运动,根据数控机床发出的不同信号,声光报警发出不同的报警信号。
在磨削加工过程中,在大多数情况下加工负载都属于正常变化范围,当磨削砂轮与工件或机床其它零部件发生接触时,负载信号会发生明显的变化,机床主轴磨削力也会发生相应变化。
防碰撞智能控制系统根据机床设定的信号值与采集到的主轴电机信号值进行比较判断机床是否处于正常磨削状态,并根据判断的信号结果,对机床发出不同的动作指令,满足磨削加工工艺要求。
防碰撞智能控制系统以电流传感器和功率传感器为检测元件,检测到磨床主轴信号,经过信号放大、分离后,通过A/D转换模块转换,利用光缆将处理好的结果输入到人机交互系统ARM处理器中进行处理,再通过触摸屏显示传感器检测信号的触发功率频域图,当触发功率超出设定的碰撞阈值时(如图3),数控系统就会发出报警,声光报警器发出报警,智能控制器IMC就会向机床发出紧急停止指令,机床进行进给回撤,同时向触摸屏发出显示指令,提示一线操作人员机床发生碰撞,要求其及时处理,复位机床重新启动。系统结构如图4所示。

图3 防碰撞阈值设定 图4 防碰撞智能控制系统结构图
2 防碰撞智能控制系统的应用
以日升3MK1412BG磨床对QJ4583.8/8轴承套圈外沟进行粗磨加工,使用普通刚玉砂轮进行磨削加工。在人机交互系统主界面主要包括曲线显示和缩放功能、基础功率设定和校正共能、机床磨削加工实时数据显示和查看功能、机床运行状态显示功能等四大功能[4](如图5所示)。
基础功率一般为磨床砂轮空转时的功率,触发功率在设定时需要大于磨床砂轮空转时的极限功率,但是不宜过大,当磨床主轴砂轮与套圈接触时超出触发功率时,机床会由快速进给状态转变为磨削加工状态(如图6所示),设定基础功率是为了得到触发功率,此时触发功率如式(1)所示。
W=W1×(1+W2)
(1)
其中:W表示触发功率;W1表示基础功率;W2表示触发功率百分比,一般在0~100之间。
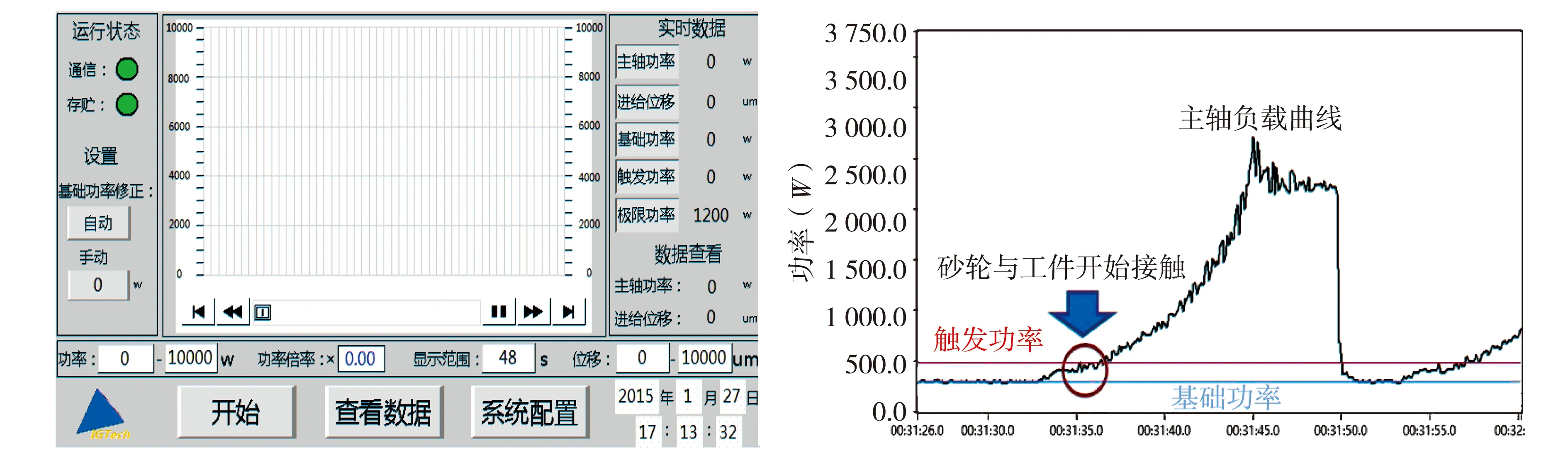
图5 人机交互系统主界面 图6 磨削加工触发状态
在人机交互系统主界面“基础功率”设置修正有两种模式:自动模式和手动模式。自动模式设定即首先开启磨床,保持主轴砂轮保持空转状态,其次点击“自动”按钮等待5 s即可确认当前速度,如图7所示;手动模式设定即直接在“手动”按钮下方空白处填入相应的数值,如图5所示。通过对基础功率设定后,需在“系统配置”界面设定极限功率,极限功率是在保证该数值大于磨床在正常加工中主轴负载的最大值,不超过主轴负载最大值的150%,一般设定在120%即可;“触发方式”一般设定为“低电平”触发,如图8所示。

图7 自动模式设定界面 图8 系统配置界面
为验证防碰撞智能控制系统的使用效果,在磨床上下料的机构接入防碰撞智能控制系统I/O处,触发方式为24V低电平触发,当砂轮与套圈在磨削过程中发生碰撞,传感器就会向机床发出信号,上下料的挡料挡料气缸会立即动作,通道打开,该料圈落入下方的红色警示料盒,机床同时发出红色停机报警,待一线操作人员确认磨床砂轮位置后,按循环启动按钮后挡料自动复位,机床重新启动,其过程防碰撞智能控制系统反应迅速,及时停止机床进给机构和机床主轴砂轮机构,保证了机床的安全。
3 总 结
通过对某公司轴承套圈生产线磨加工设备进行技术改造,利用传感器检测电流信号的变化,通过防碰撞智能控制系统的分析与处理,判断机床是否处于磨削加工状态,当采集到信号值超出机床设定的信号,机床就会发出红色报警信息,同时防碰撞智能控制系统向基层系统发出机床停止信号,机床系统就通过PLC控制机床进给运动,有效地防止砂轮与机床其它部件或工件发生碰撞,提高了机床的安全性和生产效率,降低了机床的改造成本,防碰撞智能控制系统将被大多数企业采纳和应用。