3D打印技术复制印章的印文特征初探*
2020-07-16冯明帅彭嘉俊
冯明帅 彭嘉俊 戴 晗
(1.广东省公安厅刑事技术中心,广东 广州510050;2.广东警官学院,广东 广州510000)
引言
3D打印技术日新月异,利用3D打印技术构造物体已不是新鲜事。在网络上,可用于常规设计领域的3D打印机仅需几千元即可买到,3D打印服务的价格已跌至不足10元/次。笔者从印章印文检验鉴定角度,考虑到3D打印技术也可用于印章制造领域,甚至用于复制印章,遂对此进行了初步研究。
1 实验设计
1.1 实验路线
使用实验印章盖制印文,将印文数据输入2种不同的3D打印设备复制印章,使用复制出的印章盖制印文,将此印文(下称检材)与原版印章印文(下称样本)进行比对,总结其特征规律。
1.2 实验材料
1.2.1 主要设备
天威ColiDO 1.0 Plus型3D打印机1台、巨影PMAX SLA-P660型3D打印机1台、实验用凸版印章2枚(原子印章和树酯印章各1枚)、实验用平版印章1枚(光敏印章)、打印材料PLA(聚乳酸)若干、光敏树脂若干(见图1~图4)。
1.2.2 辅助材料
得力牌水性和油性印台各1个、游标卡尺1只、索尼α6300微单相机1台、70g/m2的A4打印纸若干。

图1 天威ColiDO 1.0 Plu型3D打印机外观
图2 巨影PMAX SLA-P660型3D打印机外观

图3 凸版印章2枚(左:原子印章,右:树酯印章)

图4 平版印章1枚
2 技术原理
2.1 熔融沉积式3D打印技术(FDM)原理
天威ColiDO 1.0 Plus型3D打印机采用溶融沉积式3D打印技术。熔融沉积式3D打印技术(FDM)是把如PLA(聚乳酸)、PA(尼龙)等热塑性高分子丝状材料运用电力加热的方式加热至适当温度使其达到熔融状态后,用打印喷头挤出,沉积成一个层面,打印平台沿着Z轴按照预定的厚度下降一个高度,再继续熔融沉积,逐层打印图形,直到整个打印件完成立体打印技术。[1]
热塑性高分子丝状材料可用于熔融沉积技术打印,有PLA(聚乳酸)、PCL(聚己内酯)、ABS(丙烯腈-丁二烯-苯乙烯)、PEEK(聚醚醚酮)、PC(聚碳酸酯)、PA(尼龙)等。[2]
2.2 光固化立体印刷技术(SLA)原理
巨影PMAX SLA-P660型3D打印机采用光固化立体印刷技术。光固化立体印刷技术(SLA)依靠计算机精确控制激光头和升降台,使激光光束精确投射到打印材料(光固化树脂)表面,打印材料会吸收激光的能量产生固化,然后将每一层剖面依次叠加黏合,构造成为对应的成品。[3]
2.3 建模及切片
利用游标卡尺等测量工具采集模型数据,输入到Pro/E、UG、Solid Works、3DMAX等软件,通过三维建模的方式设计出所需的3D模型。
一般的3D打印机无法直接读取三维模型,需要由专门的切片软件来完成对三维模型的分层,如Repetier-Host、Cura、XBuilder、Makerbot等。软件可将三维模型切分成符合实际需求的层级切片,切片的厚度与打印速度和打印质量存在较大相关性,切片越厚则打印时间相对越短。[4]
3 实验过程
3.1 复制印章
将30张A4纸叠放作为衬垫物,以保证印章盖印时受力均匀,印文清晰度不会受到盖印压力及衬垫等因素发生变化。每枚印章在白纸上盖印一组印文,分别选取其中1个最清晰的印文作为母版印文,使用索尼α6300微单相机将母版印文拍照输入电脑,为保证印文图片不受分辨率影响,统一设置其分辨率为1000dpi、24位全彩、*.jpeg格式。
为保证模型的准确性,使用游标卡尺测量印文直径、笔画长度等规格数据,输入Solid Edge V20三维建模软件制作印章的数字模型,将制作印章所需的数据输入到软件进行数字编排,软件即可生成相对应的数字模型(见图5)。
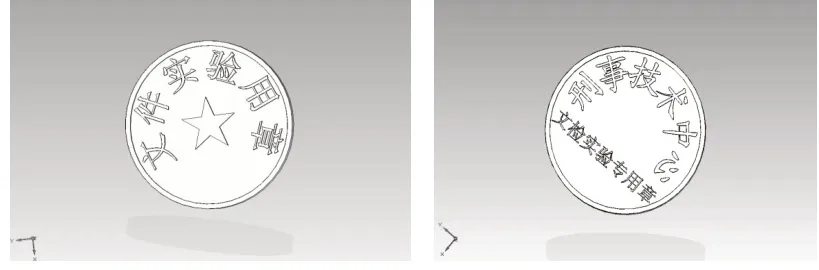
图5 Solid Edge V20软件生成的印章数字模型截图
根据不同的打印设备,使用对应的3D打印切片软件,设定比例大小、分层切割、转换成3D打印需要的程序。使用Repetier-Host软件将模型切片,输出到熔融沉积打印设备中完成打印;使用Materialise Magics软件将模型切片,输出到光固化立体印刷设备中完成打印(见图6~图7)。

图6 Repetier-Host软件中转换成的印章数字模型截图

图7 Materialise Magics软件中转换成的印章数字模型截图
在Repetier-Host软件中打开上述文件,设定比例大小为1∶1,分层切割,转换为3D打印所需要的文件格式,输出到熔融沉积打印设备进行打印,得到复制印章3枚,盖制印文若干进行分析。
在Materialise Magics软件中打开上述文件,设定比例大小为1∶1,分层切割,转换为3D打印所需要的文件格式,输出到光固化立体印刷设备进行打印,得到复制印章2枚,盖制印文若干进行分析。
3.2 印章印文分析
3.2.1 壁厚参数是3D打印效果的关键指标
实验发现,3D打印机的壁厚参数决定了输出产品的精细度,是打印精度的关键指标,如果数字模型的部件小于打印机能输出的壁厚,则打印不出理想效果。本次实验所用“刑事技术中心文检实验专用章”,在建立模型时,因横向“文检实验专用章”等文字笔画细于0.3mm,导致两台打印机均打印不出理想效果。市面上大部分国产3D打印机壁厚约为0.3~1.0mm,部分进口高端3D打印机壁厚可达到微米级别(见图8)。

图8 壁厚示意图
3.2.2 熔融沉积式3D打印复制印章印文特点
观察熔融沉积打印设备复制的聚乳酸材质印章,表面有类似人体皮肤的细密纹线,稍显粗糙,不如母版印章表面光滑,印面文字有笔画模糊成片或残缺现象(见图9)。
使用所得印章盖制印文,发现检材印文模糊,笔画严重残缺,无实际使用价值。与母版样本印文进行比对,发现二者无论是规格特征,还是细节特征均存在较大差异。
上述现象,分析认为主要是打印机的输出精度(壁厚≥0.4mm)不能满足制作印章的精度要求;其次是此类印章材质对印台染料的亲和性较差,无论水性染料还是油性染料均不能有效粘附。

图9 熔融沉积打印设备复制的聚乳酸材质印章
3.2.3 光固化立体印刷技术复制印章印文特点
光固化立体印刷设备复制的光固化树脂印章,表面较为致密光滑,与母版印章接近,整体质量优于聚乳酸材质印章,印面图文清晰完整。分析认为较高的输出精度(±0.01mm)是图文清晰的保证(见图10)。

图10 光固化立体印刷设备复制的光固化树脂印章
使用所得印章盖制印文,发现检材印文同样存在笔画残缺现象,未能完整反映印面图文。与母版样本印文进行比对,发现二者在规格特征和细节特征上均存在较大差异。
分析上述现象的主要原因,一是虽然打印机的输出精度(垂直分辨率≥0.002mm、壁厚≥0.3mm)较高,但仍不宜用来制作印章,所复制印章的印面平整度不足,未能保证所有图文均在同一水平面;二是可能与操作人员的工艺水平存在一定关系。
此类印章对水性和油性染料的亲和性均良好,无明显差异,印台对盖制印文的清晰度影响不大。
3.3 实验结论
3.3.1 3D打印机不能输出2D模型
生活工作中常用的光敏印章是一种平版印章,其印面为2D模式,靠图文部分的渗透性盖制印文。鉴于3D打印机的基本原理,使用两台实验打印机输出2D模式印面均失败。
3.3.2 天威ColiDO 1.0 Plus型3D打印机不宜用来制作印章
实验表明,熔融沉积式3D打印机设备精度达不到印章的精度要求,所使用的材质与常规染料的粘附性欠佳。
3.3.3 巨影PMAX SLA-P660型3D打印机可以复制印章
光固化式3D打印机虽可以制出印章,但此类复制印章的效果取决于设备精度和操作工艺,另外因其制作成本较高(约50元/枚,是熔融沉积式3D打印印章的2倍),从经济成本角度判断此类3D打印机短期内用于制章行业的可能性较低(见表1)。

表1 实验印章印文特征比对表
4 相关思考
4.1 本实验可能存在以偏概全的局限
因各种条件限制,本次实验选取的设备和材料在数量上存在不足,未必能代表该领域所有设备和材料的性能,所取得的实验结论有待于进行大样本验证。
4.2 应持续关注3D打印技术的发展
如果3D打印设备的精密度进一步提高、制作成本进一步下降、材料性能进一步升级,则依然存在将该技术用于制章行业的可能,以及利用该项技术复制印章进行违法犯罪的可能,行业管理部门应持续关注这一技术的发展。
