关于内胀式液压缸锁紧力不合格的工艺技术研究
2020-07-16周红梅马雷鹏马红帅苏梦颖孙晓坤
周红梅 马雷鹏 马红帅 苏梦颖 孙晓坤 陈 强 于 杰
关于内胀式液压缸锁紧力不合格的工艺技术研究
周红梅 马雷鹏 马红帅 苏梦颖 孙晓坤 陈 强 于 杰
(山西航天清华装备有限责任公司,长治 046004)
内胀式液压缸性能试验存在锁紧力不合格的问题,通过改进锁紧套与缸筒选配方法,以及对锁紧套与缸筒间力学分析计算出过盈量,试验找出过盈量与缸筒圆柱度间的优化组合,确定最佳过盈量。优化后油缸试验的合格率提高约30%,效果明显。
内胀锁紧液压缸;锁紧力;最佳过盈量;锁紧套

1 引言
内胀式液压油缸性能试验存在锁紧力和开锁压力测试不合格的问题[1,2],包括油缸承载力即锁紧力不够,出现“软腿”现象;在额定工作压力下,液压缸开不了锁,必须提高工作压力才能开锁,给液压系统造成负担。表1为记录的液压油缸试验情况,两批次油缸合格率低。

表1 液压油缸试验情况记录表
2 控制措施
2.1 改进锁紧套选配方法
油缸装配时,缸筒内径公差不一,由于缸筒的公差范围比锁紧套大,必须进行锁紧套与缸筒的选配,使锁紧套与缸筒装配后,通过油缸性能试验判断试验结果是否合格,验证锁紧套选配是否合格[3]。
锁紧套与缸筒选配时,依据图纸给定的过盈量的最大值考虑,通过图纸的最大过盈量计算锁紧套外圆尺寸,即以最大过盈量逐级(以0.005~0.01mm为一梯度)递减选配锁紧套,然后配磨,若不合适可放小过盈量,减少废品的产生。先以最大过盈量配磨出一件锁紧套,然后与对应的缸筒装配试验,测锁紧力与开锁压力,验证试验结果是否符合设计要求,如果锁紧力低,则选择较大过盈量的缸筒重新选配和试验;若锁紧力符合要求,开锁力偏高,重新选配或修磨锁紧套,如果最后测试结构仍不符合要求,只有报废锁紧套,重新加工选配。流程图如图1所示。
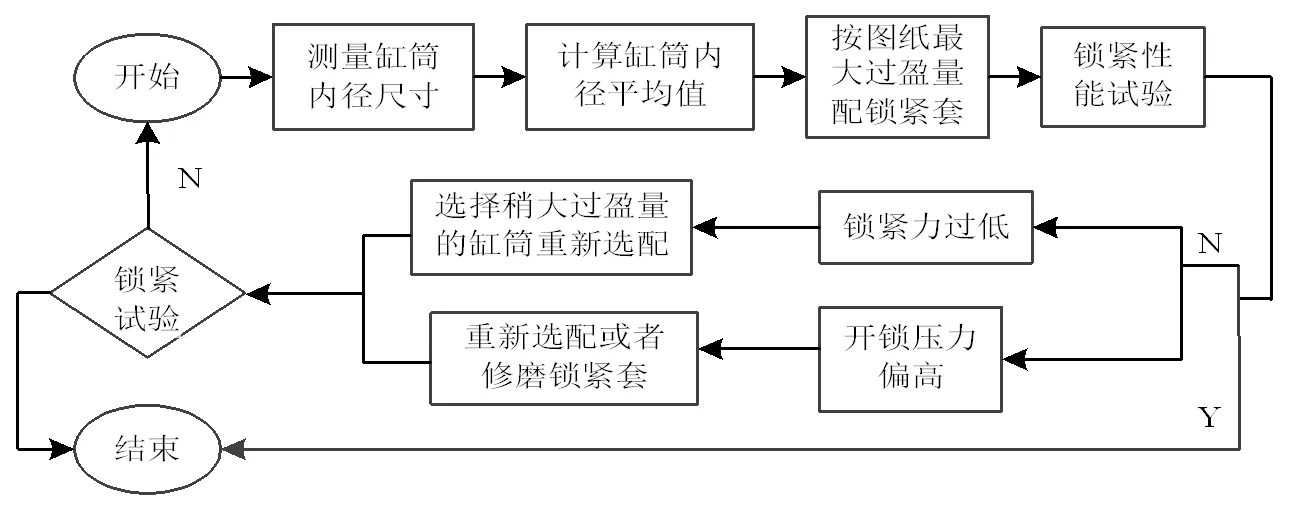
图1 经验法选配具体操作过程
按图1经验法对液压油缸进行性能试验,试验结果如表2所示。

表2 9件油缸性能试验测试结果统计表
由表2可以看出,仅从图纸给定过盈量选配锁紧套,油缸合格率仅40%,不能满足生产需要。选配锁紧套时,按照图纸给定的过盈量范围进行锁紧套与缸筒的选配,而实际试验中显示试验结果不合格,因此需复核图纸过盈量。
2.2 理论计算

图2 锁紧套与缸筒过盈配合示意图
由材料力学第三强度理论的塑性条件及虎克定律的弹性变形条件可知[4],过盈配合的组合厚壁筒间的接触面上产生相互压紧的装配压力(开锁力),形成紧固的静配合,见图2。
装配压力(开锁力)的公式为:

式中:——开锁压力,理论值:20~22MPa;——过盈量(半径方向);——内筒内径,118+0.054 0mm;——内筒外径,外筒内径200+0.072 0mm;——外筒外径,216+0.1 0mm;E——内筒材料的弹性模量,理论190GPa;E——外筒材料的弹性模量,理论196~206GPa,内锁紧套取201GPa;μ——内筒材料的泊松比,理论0.3;μ——外筒材料的泊松比,理论0.3。
经计算,在22MPa开锁压力情况下,过盈量应为0.245~0.265mm。
2.3 试验验证

表3 试验方案 mm
为验证计算所得过盈量是否正确,决定通过试验,找出过盈量与缸筒圆柱度间的优化组合,确定最佳过盈量值。试验结果需满足条件锁紧力≥16.7MPa,开锁力≤22MPa。试验方案见表3所示,试验结果见表4。根据试验得出最佳试验过盈量统计表见表5。

表4 试验结果

表5 最佳试验过盈量统计表 mm
分析以上各表得出,按图纸给定过盈量范围选配的锁紧套进行装配试验不满足使用条件。根据试验结果重新更改图纸过盈量范围,并进行性能试验,试验结果见表6。

表6 利用最佳试验过盈量法装配油缸性能分析表
通过计算图纸过盈量值及试验确定最佳过盈量,根据实际选配数据及经验,将试验得出的最佳过盈量固化在液压油缸锁紧套选配工艺中,改进后的选配工艺流程如图3所示。

图3 改进后的选配工艺流程
3 结束语
通过理论计算出锁紧套与缸筒间过盈量值,经过试验确定最佳过盈量,最后制定了油缸锁紧套选配方法,极大地提高了油缸的合格率。
1 孙利生. 一种带辅助支撑的大载荷内胀式机械锁紧液压缸[J]. 液压与气动,2004(8):61~62
2 倪江生,翟羽健,陈正威. 新型机械锁紧式液压缸的设计[J]. 机械科学与技术,1994(4):13~16
3 许定奇,孙荣文. 过盈联接的设计、计算与装拆[M]. 北京:中国计量出版社,1992
4 腾瑞静,张余斌,周晓军,等. 圆柱面过盈连接的力学特性及设计方法[J]. 机械工程学报,2012(13):160~166
Technological Research on Unqualified Locking Force of Innernal Expanding Hydraulic Cylinder
Zhou HongmeiMa Leipeng Ma Hongshuai Su Mengying Sun Xiaokun Chen Qiang Yu Jie
(Shanxi Aerospace Qinghua Equipment Co., Ltd., Changzhi 046004)
The locking force is unqualified in the performance test of internal expansion hydraulic cylinder. In the paper, the selection method of locking sleeve and cylinder barrel is improved. Through the mechanical analysis of the locking sleeve and the cylinder, the interference is calculated. The optimal combination of interference and roundness is found out. After the optimization, the qualified rate of oil cylinder test is increased by about 30%, and the effect is obvious.
internal expanding hydraulic cylinder;locking force;optimal combination of interference;locking sleeve
周红梅(1986),硕士,机械设计专业;研究方向:液压油缸设计及制造。
2020-03-25
