铆钉方向对Φ4mm 2A10铆钉铆接性能的影响
2020-07-16万书会张遵生于晓蕾
万书会 王 镇 吴 贇 张遵生 于晓蕾
铆钉方向对4mm 2A10铆钉铆接性能的影响
万书会 王 镇 吴 贇 张遵生 于晓蕾
(天津航天长征火箭制造有限公司,天津 300462)
铆钉装配方向是运载火箭舱段产品受力及变形的影响因素之一,本文以4mm 2A10铆钉为研究对象,基于ABAQUS软件模拟,分析了两种不同铆钉装配方向对结构件铆接性能的影响机理。分析结果表明:铆钉采用电磁铆接过程中,铆钉头朝向薄结构件一侧装配有利于钉杆的均匀膨胀,有益于提高运载火箭舱段铆接质量。
铆钉方向;电磁铆接;ABAQUS;成形质量

1 引言
铆接具有适用范围广、连接质量稳定及成本低廉的优点,已广泛应用于航空航天飞行器制造中。相比纯手工铆接,电磁铆接能够瞬时完成铆接操作,钉杆的干涉量分布更均匀[1]。电磁铆接在铆接时加载速率极高,也称之为应力波铆接[2]。电磁铆接是解决难成形材料铆钉以及大直径铆钉铆接难题的有效途径。国内对电磁铆接的研究工作主要集中在电磁铆接设备的研发及铆接工艺研究。西北工业大学的樊战亭[3]开展了低电压电磁铆接设备的控制系统设计及试验。黄宗斌[4]等人开展了Q235钢铆钉电磁铆接工艺试验,试验结果表明,电磁铆接结构干涉量、抗剪切性能和疲劳性能良好。代瑛[5]通过大量的复合材料结构工艺试验,优选出了钉孔间隙、铆钉外伸量、铆接电压等工艺参数。电磁铆接技术已被国外的大型飞机制造公司广泛使用[6]。国内已在部分高校的实验室初步研制出小型化电磁铆接设备,但工艺参数需要根据产品结构装配进行完善和调整[7]。此外电磁铆接设备在国内航天产品上广泛进行工程应用,因此电磁铆接各项工艺参数处于试验摸索和完善阶段。运载火箭舱段产品基于设计要求铆钉头的方向绝大多数朝向壳体外侧,但部分位置因受空间的限制采用铆钉镦头朝向壳体外侧装配。本文主要研究不同的铆钉装配方向对电磁铆接铆钉成形性能的影响,以期提高运载火箭产品的铆接质量。
2 有限元模拟
电磁铆接过程属于复杂接触问题,因此采用ABAQUS/Explicit有限元分析软件进行数值模拟,整个模型由平铆模、圆铆模、铆钉、两个两连接板共5个部件组成。模拟中选用的铝铆钉为4mm×10mm 2A10,材料弹性模量=69000MPa,泊松比=0.31,密度=2.79×10-9t/mm3。连接板材料为7075铝合金,弹性模量=71000MPa,泊松比=0.3,密度=2.81×10-9t/mm3。夹层总厚度1.2mm+4mm=5.2mm。为减少模拟运行速度且便于观察铆钉内部变形的情况,选择建立1/4的模型。本次模拟采用Johnson-Cook模型描述材料的应力及应变关系[8]。为避免铆钉及连接板的网格存在扭曲变形,分析的精度受影响,铆钉及连接板均选用线性减缩积分单元C3D8R。上下铆模设置为刚体,所以不需要进行网格划分。铆钉头朝向薄、厚连接板的数值模型图如图1所示。
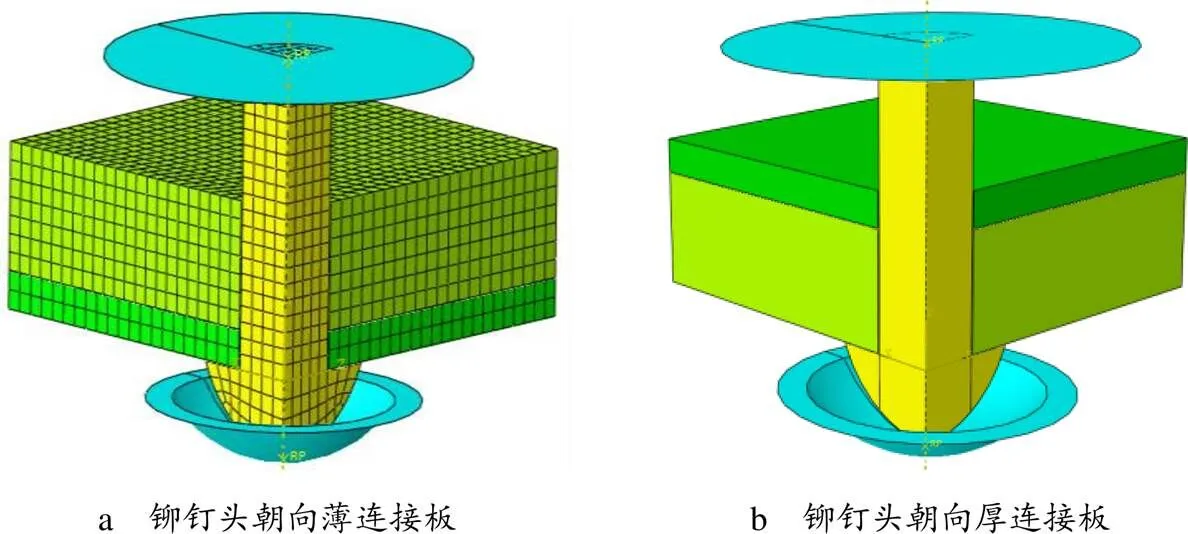
图1 数值模型图
2.1 数值模拟结果分析
2.1.1 钉头在薄连接板区的变形分析
图2为铆钉头靠近薄连接板(厚度1.2mm)一侧铆接后各阶段受力及变形图,本次模拟设置仿真求解时间=0.6ms,取6个步长,每个步长0.1ms。由图2可知,铆接初始阶段,铆钉发生整体自由镦粗,铆接中期铆钉变形及受力在铆钉镦头一侧较为集中,铆接后期铆钉杆在两个连接板的交界附近受力较为集中。
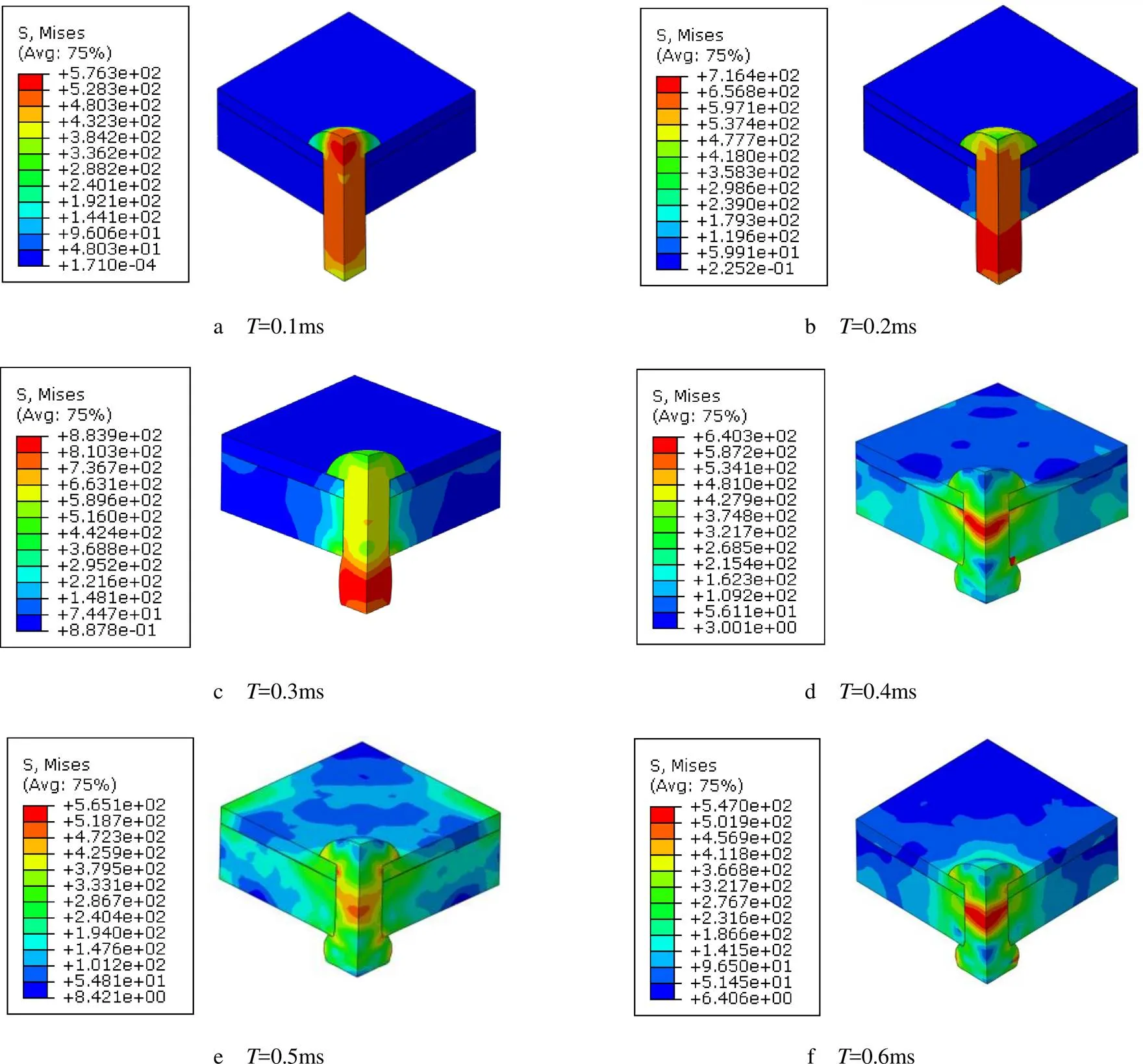
图2 铆钉应力及变形效果图
2.1.2 钉头在厚连接板区的变形分析
图3为铆钉头靠近厚连接板(厚度4mm)一侧铆接后各阶段受力及变形图,铆接初始阶段铆钉的变形与图2相似,铆钉仍呈现整体自由镦粗状态,铆接中期铆钉头附近的钉杆受力不明显,铆接后期铆钉杆的受力及变形主要集中在不受约束的镦头处。
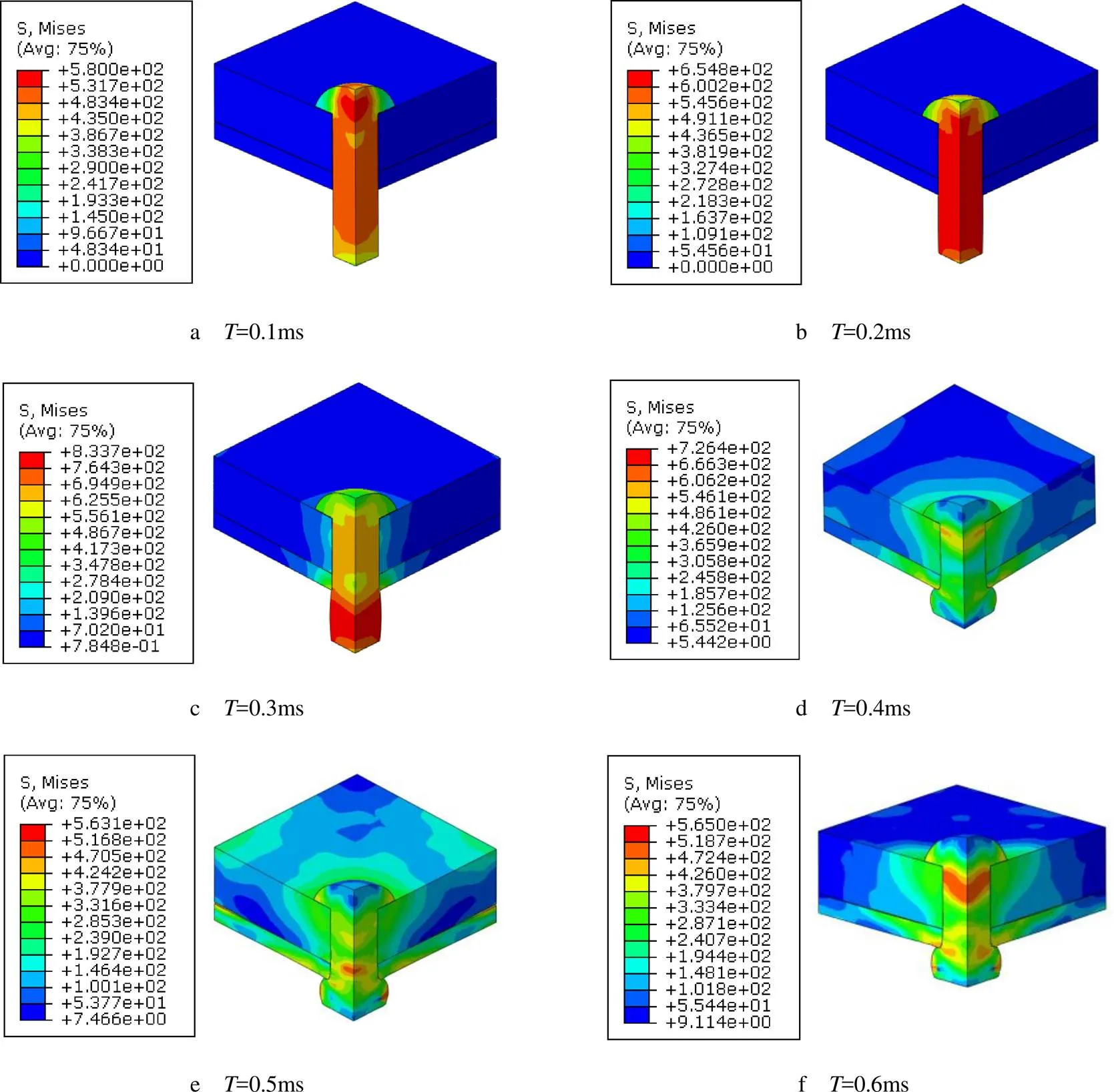
图3 铆钉应力及变形效果图
2.1.3 连接板孔内壁受力分析
铆钉在铆模的冲击下,铆钉杆受力膨胀时连接板的孔内壁会受到钉杆的挤压,从而使得孔内壁存在反向挤压力,图4为铆钉头靠近薄连接板一侧,连接板孔内壁的受力状态。
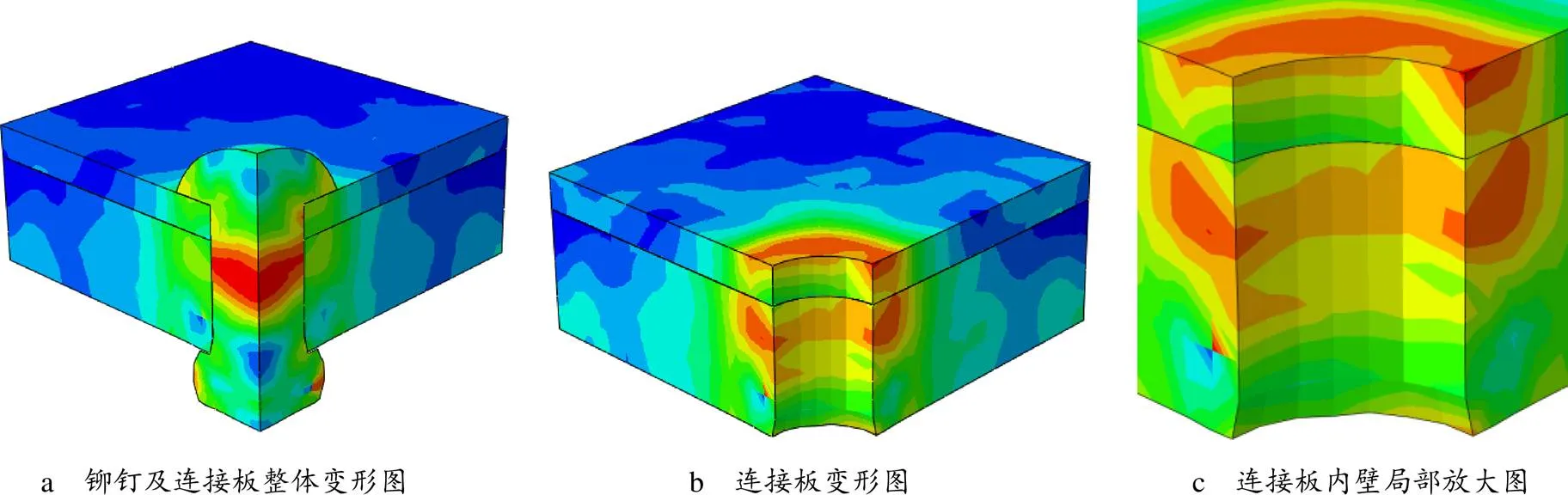
图4 连接板内壁受力效果图
由图4可知,铆钉头朝向薄连接板一侧,两个连接板均产生了不同程度挤压力,主要是因为铆钉两端受整体自由镦粗,铆接初期薄连接板区域附近的铆钉杆易于膨胀镦粗。铆接后期靠近铆钉头附近的钉杆膨胀处于饱和状态,而厚连接板区靠近钉杆端,钉杆端(即靠近镦头一侧)在铆接后期仍在继续变形,因此厚连接板仍受到钉杆的膨胀挤压,使铆钉杆整体的膨胀量较均匀。
图5为铆钉头靠近厚连接板一侧,连接板孔内壁的受力状态。由图4可知,铆接后薄连接板的受力很明显,主要是因为铆钉镦头朝向薄连接板,铆钉受到铆模的冲击后,使铆钉可以迅速地膨胀变形,薄连接板的孔内壁被钉杆的膨胀撑大,因此受力较大。而厚连接板区域,在铆接后期,铆钉受到孔内壁的反向挤压很难继续膨胀,因此厚连接板的孔壁受力不明显。
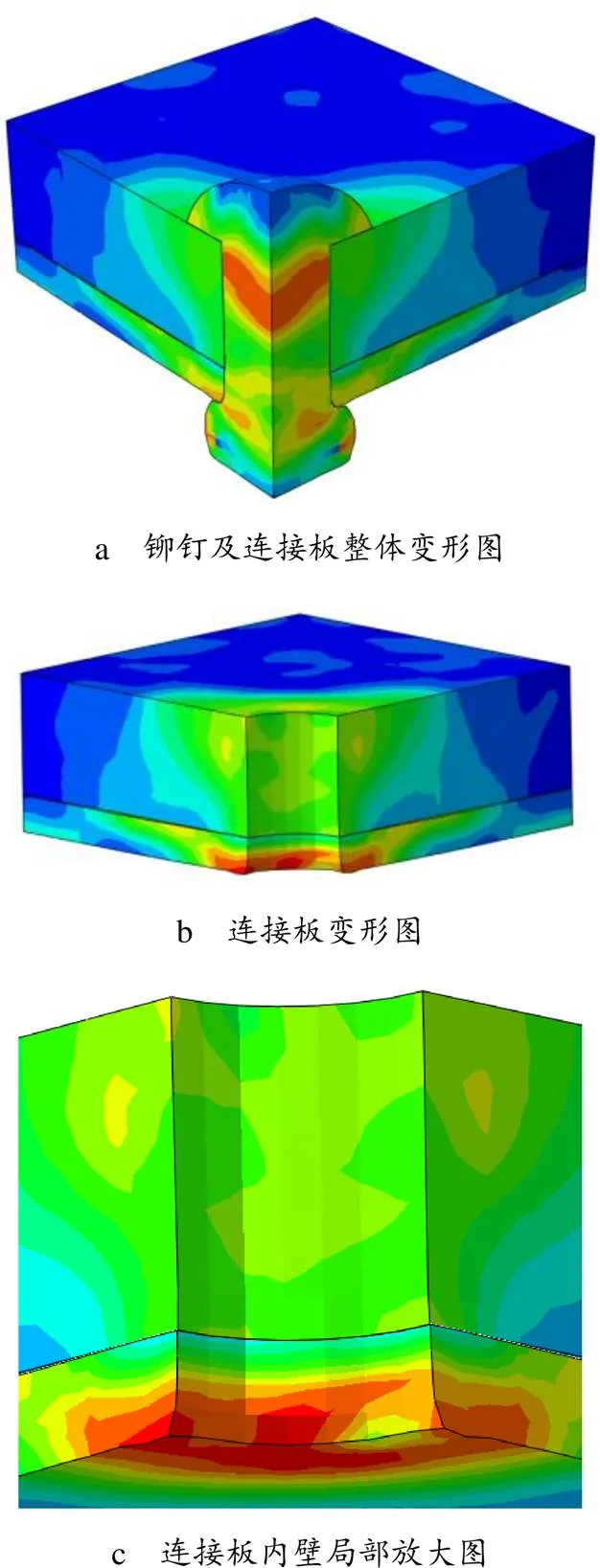
图5 连接板内壁受力效果图
综上可知,铆钉头靠近薄连接板一侧,连接板孔内壁受力更为均匀,铆钉杆的膨胀量一致性较好。
2.1.4 铆钉杆膨胀量分析
为了进一步分析铆钉方向对铆接变形的影响,沿钉头向镦头方向在铆钉杆上取点测量铆钉的半径值,将两种铆钉方向进行数据统计,得出以下曲线图,如图6所示。由图6可知,铆钉杆在镦头位置的半径值最大,说明靠近镦头处的钉杆膨胀量均较大,而铆钉头在薄连接板一侧的连接方式下,铆钉杆的整体膨胀一致性优于铆钉头在厚连接板一侧的连接方式。
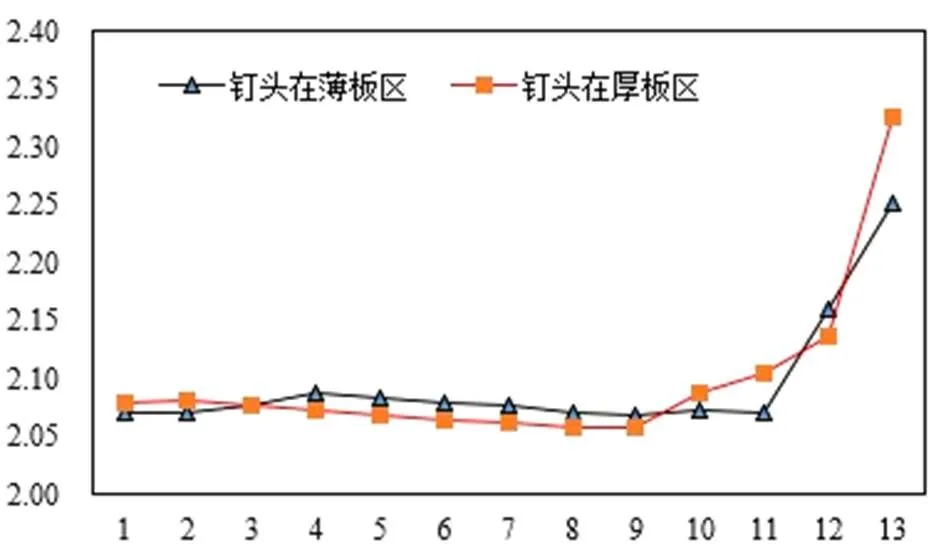
图6 铆钉半径随节点变化曲线
综合2.1.3和2.1.4的分析可知,铆钉头装配在薄连接板一侧,铆接的膨胀量更均匀,运载火箭产品在飞行时铆钉主要承受剪切力,铆钉杆的膨胀一致性有益于提高铆接质量。
3 结束语
a. 铆钉头靠近薄结构件一侧装配,连接板孔内壁受力更为均匀,铆钉杆的整体膨胀量一致性较好。
b. 铆钉头靠近厚结构件一侧装配,铆钉镦头一侧的变形显著,但整体膨胀均匀性较差。
1 于海平. 大直径铝合金铆钉以铆代螺可行性试验研究[J]. 航天制造技术,2016(4):1~4
2 冯晓旻. 电磁铆接过程的有限元分析[D]. 南京:南京航空航天大学,2009:1~54
3 樊战亭. 低电压电磁铆接设备控制系统的研究[D]. 西安:西北工业大学,2005:1~68
4 黄宗斌,韦超忠,徐志丹,等.6mm-Q235钢铆钉电磁铆接工艺试验[J].精密成形工程,2017(1):76~79
5 代瑛. 电磁铆接技术在复合材料结构中的应用研究[D]. 西安:西北工业大学,2007:1~57
6 姜玉凤. 电磁铆接技术在大飞机铆接装配上的应用[J]. 机械工程与自动化,2011(3):167~169
7 郭鸯鸯. 电磁铆接铆钉变形及铆模结构优化的研究[D]. 哈尔滨:哈尔滨工业大学,2013:1~62
8 陈静怡. 电磁铆接过程及接头力学性能数值模拟与试验[D]. 哈尔滨:哈尔滨工业大学,2012:1~61
Effect of Rivet Direction on Riveting Performance of4mm 2A10 Rivet
Wan Shuhui Wang Zhen Wu Yun Zhang Zunsheng Yu Xiaolei
(Tianjin Long March Launch Vehicle Manufacturing Co., Ltd., Tianjin 300462)
Rivet assembly direction is one of the factors that influence the force and deformation of the rocket cabin. Taking4mm 2A10 rivet as the research object, the influence mechanism of two different rivet assembly directions on riveting performance of structural parts was analyzed based on ABAQUS software. The results of analysis indicate that, the assembly of the rivet head towards the side of the thin structural part is conducive to the uniform expansion of the nail rod, and it is beneficial to improve the riveting quality of carrier rocket cabin.
directing of the rivet;electromagnetic riveting;ABAQUS;shaping quality
万书会(1986),工程师,机械设计专业;研究方向:长期从事运载火箭铆接壳段装配工艺研究。
2020-04-20
