劣弧圆柱面上向心圆周孔的加工
2020-07-16马建斌戴广永
马建斌 张 刚 戴广永
劣弧圆柱面上向心圆周孔的加工
马建斌 张 刚 戴广永
(天津航天机电设备研究所,天津 300458)
航天小批量生产中劣弧圆柱面上向心圆周孔的生产加工存在准备时间长,孔位精度不易保证,检测结果随机误差大的问题。以角盒产品为例,分析了零件的结构特点和加工难点,介绍了劣弧圆柱面镗孔的装夹定位方法和镗孔刀位点的坐标计算方法,最后提出角盒产品劣弧圆柱面上孔位精度的检验方法。采用误差分析原理对检测数据分析,孔位测量数据符合3σ准则,使用该工艺方法加工的孔位精度能满足零件设计指标要求。
劣弧;圆柱面;向心圆周孔

1 引言
航空航天产品以单件和小批量生产为主,生产中经常遇见一类在圆柱面上加工安装接口孔的零件产品。如果在加工产品的外型轮廓后,使用专用的工装装夹工件继续镗孔,则要求工装的设计和制造精度比产品精度更高,工装的生产、精度检测和在机床上装配调整必然占据较长的生产准备时间。
本文提出一种使用坐标镗床加工圆柱面孔系的加工方法,该方法在单件和小批量生产中能有效缩短该类型零件产品的生产准备时间,加工精度能满足零件的设计精度要求。
2 角盒零件的结构及加工难点
如图1所示,角盒零件外形尺寸为230.71mm×60mm×65mm,壁厚最薄位置为2mm。在端面分布12-M5螺纹孔,在R185mm 的圆柱表面上,分布着12-5.5mm孔,位置精度为±0.5°。
角盒零件存在以下加工难点:
a. 材料为铝合金2A14T6,属于特硬锻铝,在薄壁及弱刚度位置容易变形[1]。
b. 12-5.5 mm孔为安装接口,与端面12-M5螺纹孔存在关联关系,12-5.5mm孔位置影响两个铰链机构和1个电机支架在端面上的安装位置,因此,需要分清各工序之间的加工基准并进行基准转换,保证不同表面上的多个孔系之间的相对位置精度[2]。
c. 测量难度大,185mm的圆柱面轴线位置受到采点位置及圆柱面型面轮廓度误差影响较大,测试的准确度不高。

图1 角盒零件设计图
3 工艺过程设计
3.1 加工策略
为了消除加工硬化及材料内部残余应力,加工过程分为粗加工和精加工两个阶段,中间安排一次人工去应力退火工序,减小零件变形对加工精度的影响[3]。工艺路线为:粗加工、去应力退火、精铣外形内腔、镗孔、去毛刺、攻螺纹[4]。本文主要研究圆柱面上5.5mm圆孔的加工。
3.2 劣弧圆柱面镗孔过程控制及坐标计算
3.2.1 装夹及机床对刀
如图2所示,找正装夹,千分表固定于机床主轴,打表找正角盒底面与镗床的轴平行,找正误差小于2μm;压板压紧工件,控制压板压紧力,避免工件发生较大形变。

图2 角盒镗孔装夹方式
回转机床主轴,千分表扫描转台中心孔的轮廓[5],保证千分表的摆动小于2μm,读取光学坐标镗床的坐标值,记录转台中心孔0(0,0)的值。
3.2.2 计算圆弧中点1坐标
如图3、图4所示,寻边器在靠近圆弧起始位置任找一点1(z1, y1),向右平移寻边器获取对称位置2(z1, y2),计算求出中点坐标3(z1, 0.5×y1+0.5×y2)。
沿着-方向移动寻边器,获得1(1,0.5×y1+0.5×y2)。
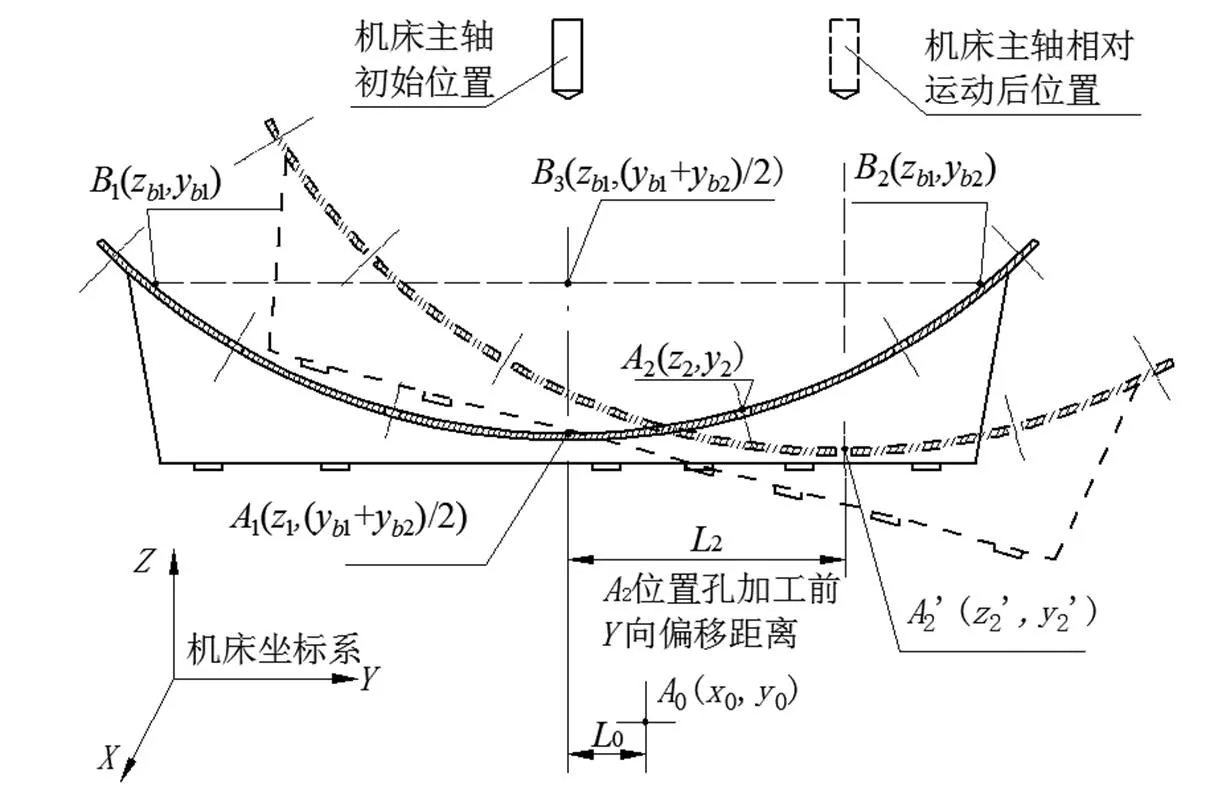
图3 A2孔加工过程坐标计算图

图4 寻边器获取B1、B2位置坐标值
3.2.3 工装准备
主轴移动到换刀位置,更换5.5mm的钻头。转台整体翻转90°,使主轴与31连线共线。旋转分度盘15°(图1所示30°的一半),使主轴与2孔的轴线平行。
3.2.42孔位对正机床主轴并镗孔
如图3所示,利用AUTOCAD软件1∶1制图,以0为中心旋转零件,使2孔轴线平行于主轴方向,测量旋转以后图中2′上边缘点距离图中13直线的距离2。向偏移工作台距离2,使主轴对正2孔轴线镗孔,控制走刀速度保证孔的尺寸精度。
3.3 其余孔位加工
以0为中心旋转分度盘,使各孔的轴线方向与镗床主轴方向一致,重复本文3.2.4节的步骤计算其余各孔偏移坐标值,依次完成其余各孔的加工。
4 产品精度检测
4.1 检测方法
如图5中所示,在三坐标测量仪上,以185mm的圆弧采点,计算,拟合圆心位置,每次采点位置不同,第一次计算出的圆心位置为1,第二次为2,第三次为3,第四次计算出的圆心位置为4,对四次测量的圆心位置绘制最小包络圆,以最小包络圆的圆心位置作为185mm的圆弧平均圆心位置[6]。
在185mm和187mm的圆弧面中间平分圆柱面(图示R186圆柱面)上,采样计算各5.5mm孔的位置1,2……6,1,2……6分别与点的连线值即为各5.5mm孔的分布角位置,计算得出30°,60°,87°转角的测量值,如表1所示。

图5 角盒孔位检测示意图

表1 C1,C2……C6孔的角度测量结果
4.2 测量结果分析
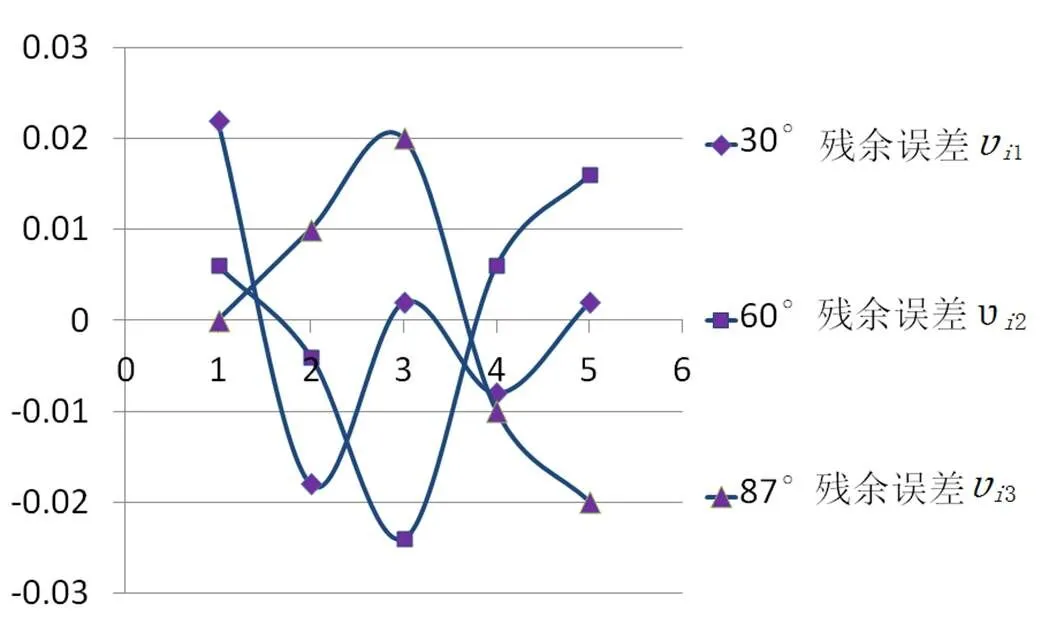
图6 残余误差散点图
a. 将表1所示的残余误差υ1,υ2,υ3制作成图6所示的散点图,依据残余误差观察法,得出测量出的数据无显著的变化规律,没有线性系统误差或者周期性系统误差,因此使用该方法测量的数据不存在系统误差[7]。
b. 用3准则判断,所有测量数据的残余误差绝对值∣υ∣<3,所以角度的测量数据不存在粗大误差[8]。
c. 使用本加工和检测方法,该工件的测量结果为30.058°±0.0198°,60.034°±0.0204°,87.050°±0.0213°的可能性达到99.73%[8]。
5 结束语
从工件找正对刀过程和检测数据分析过程得出,借助坐标换算法加工劣弧圆柱面的向心孔时,要求劣弧圆柱面结构刚性好,圆柱面的形状误差足够小,这是该加工方法正确使用的前提条件。
借助坐标换算方法,加工出的劣弧圆柱面的向心孔位置度能满足加工精度要求,能有效缩短生产准备时间,在单件小批量生产中有显著的生产优势。
1 韩杰. 钛合金相机结构零件的精密加工[J]. 航天制造技术,2005(1):43~46
2 尹成湖,周湛学. 机械加工工艺简明速查手册[M]. 北京:化学工业出版社,2015
3 王茂元. 机械制造技术基础[M].机械工业出版社,2010
4 王启平. 机械制造工艺学[M].第5版. 哈尔滨:哈尔滨工业大学出版社,2005
5 王建平,黄登红. 数控加工中的对刀方法[J]. 工具技术,2005,39(2):73~74
6 周湛学,赵小明. 机械零件加工精度测量及实例[M]. 北京:化学工业出版社,2015
7 李云雁,胡传荣. 试验设计与数据处理[M].第2版. 北京:化学工业出版社,2008
8 廖念钊. 互换性与技术测量[M]. 第4版. 北京:中国计量出版社,2000
The Machining of Centripetal Circular Hole on Cylinder Surface with Inferior Arc
Ma Jianbin Zhang Gang Dai Guangyong
(Tianjin Institute of Aerospace Mechanical and Electrical Equipment, Tianjin 300458)
In the small batch aerospace production processing of centripetal circular holes on the inferior arc cylinder, there are many processing problems, such as long preparation time, difficult to guarantee the accuracy of hole position, and large random error of test results. Taking the angle box product as an example, the structural characteristics and machining difficulties of the parts are analyzed. The fixing and positioning method of the boring with the inferior arc cylindrical surface and the coordinate calculation method of the boring tool positiont are introduced. Finally, the inspection method of the hole position accuracy on the inferior arc cylinder surface of the angle box product is proposed. The principle of error analysis is used to analyze the test data. The measured data of hole position meets the criterion of 3 σ. The accuracy of hole position processed by this technology can meet the requirements of design index.
inferior arc;cylindrical surface;centripetal circular hole
马建斌(1984),工程师,机械电子工程专业;研究方向:复杂结构类、精密机构件工艺设计。
2020-04-28
