邯钢高速轨生产铸坯质量控制
2020-07-15郭朝军王建锋杨正宗
郭朝军, 王建锋, 杨正宗
(河钢集团邯钢公司, 河北 邯郸 056015)
钢轨是铁路安全、稳定运营的重要组成部分,产品质量影响着铁路安全和使用寿命,因此铁路建设的快速发展对钢轨的质量要求更加严格。相比普速钢轨,高速轨在夹杂物控制、脱碳层深度、表面质量、尺寸精度和平直度方面均提出了更高的要求。另外,由于钢轨质量直接影响到行车安全,尤其要确保高速铁路运行稳定。高速铁路用钢轨的材质应具备“高纯净度、高强度、高韧性、高精度和良好可焊性”[1]。
1 高速轨生产工艺流程及性能指标要求
1.1 高速轨生产工艺流程
高炉初炼→铁水预处理→转炉冶炼→LF 精炼→RH 精炼→大方坯连铸→铸坯缓冷→铸坯发运。
1.2 高速轨性能指标要求
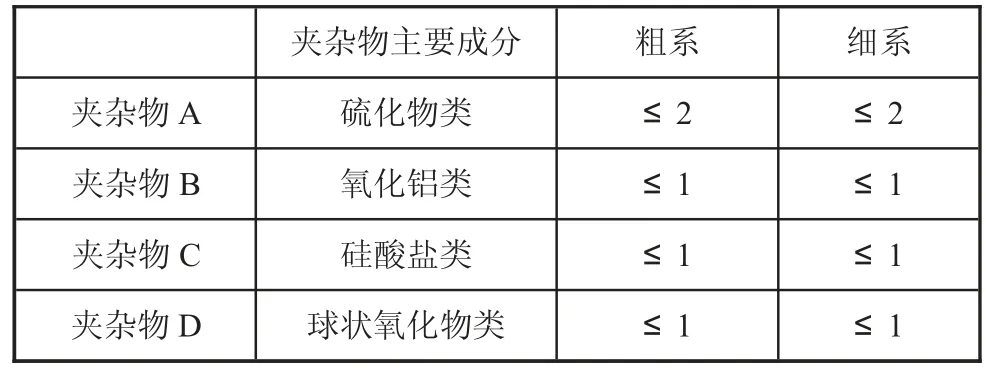
表1 高速轨夹杂物要求
2 试验方法及结果讨论
2.1 非金属夹杂物控制
夹杂物的去除上浮与钢包顶渣成分直接相关[2,3]河钢邯钢在普速钢轨生产时,精炼造渣工艺为硅灰石和活性石灰,顶渣碱度控制在1.5~1.8 左右,主要在LF 添加辅料造渣,这种造渣主要缺点是钢水出钢后钢水液面上渣层极薄(主要是脱氧产物和少量炉渣),钢水液面存在裸露现象,且出钢后温降较大,另外,LF 精炼炉白渣期相对较短,对夹杂物去除和上浮不利。如何进一步提升LF 精炼过程去除夹杂的能力,并针对高速轨对钢水洁净度的严格要求,河钢邯钢技术人员通过开发钢轨钢专用合成渣,其具有熔化快,成渣快的特点,通过将造渣时间前移,由原来的单纯在LF 进行加料造渣,改为在转炉出钢时加入一定量的合成渣,这样的做法,保证了钢水由转炉进LF 处理前即成渣,大大地延长了精炼白渣时间;相应的脱氧产物从转炉出钢即开始吸附夹杂;另外,也具有可减少钢水裸露造成的二次氧化,降低转炉出钢后温降等优点;同时针对渣洗料使用后的特点,对LF 精炼的硅灰石和石灰加入量进行优化调整,使得钢轨的LF精炼渣系组元保持原有结构,确保夹杂物上浮效果。在冶炼完后续经过轧制,在钢轨成品进行非金属夹杂物的检测与分析,从实际检测结果来看,B 类、C 类、DS 类明显减少且稳定,探伤合格率大幅提高,钢轨夹杂物控制水平明显提升。合成渣的成分设计见表1。

表2 重轨专用合成渣成分 %
通过在转炉加入一定量的合成渣,保证精炼快速成渣,夹杂物充分上浮等夹杂物技术的开发,河钢邯钢生产的铁标U71Mn 和U75V 系列产品,在国内最权威检测机构中国铁道科学院实验室进行产品各项性能指标检测,结果显示,河钢邯钢钢轨产品各项指标均满足TB/T 3276—2011 标准要求,尤其是夹杂物控制,完全满足高速要求,检测结果见下页表3。
2.2 高均质铸坯内部质量控制
文献研究表明,连铸浸入式水口的结构,对结晶器内钢水流动状况和铸坯质量有着极大的影响[4,5]。在普速钢轨冶炼时,连铸浇铸采用直孔浸入水口,钢液自水口流出并迅速向下运动,中心流流股向下逐渐扩散至一定深度时形成一股回旋流并向上达到自由液面,但自由液面速度较小,故液面波动小(0.01 m/s),但同时在结晶器竖直面上形成了大漩涡,其涡心距离液面较远,冲击深度很深,不利于夹杂物的上浮和去除。另外,直筒型水口条件下,射流对坯壳的冲击很小,只是在结晶器出口附近出现的上升流股对坯壳略有冲击。钢水在结晶器内的行程最短,钢液中夹杂物在结晶器中停留时间较短,不利于夹杂物的充分上浮,从而对铸坯质量产生不利影响。

表3 高速轨夹杂物检测结果
针对高速轨对高均质铸坯内部质量的要求,通过实验模拟等方式,完成了以侧开水口代替直水口的研发。采用侧开水口时,钢液从侧孔流出后形成射流,到达窄面后,一部分沿着坯壳向下运动,另一部分向上运动,形成明显的上回流和下回流。钢水浇注时,流股冲击深度较直筒型水口浅,给夹杂物的上浮去除创造了有利条件,还可以增加液面活跃程度,防止结壳。同时,钢液从水口出来后,在冲击点上下贴近窄面坯壳的地方湍动能值约为0.003 m2/s2,钢水在冲击点附近流动并不强烈,对坯壳冲刷不严重,侧开孔浸入水口,极大地改善了结晶器中流场的分布,提高了铸坯等轴晶比例,钢水在结晶器内停留时间较长,有效地改善了夹杂物的上浮效果。水口改进后,铸坯轧后探伤合格率大幅提升。采用侧开式水口代替直水口后,使得钢轨铸坯内部质量得到了明显的提升,低倍检验照片见图1。钢轨经轧制后,在NDT探伤工序进行检验,合格率大幅攀升。改进前,钢轨探伤合格率在93.5%,改进后,钢轨探伤合格率攀升至98.5%,高速轨综合合格率也达到了90%以上。
2.3 高品质铸坯表面质量控制技术
由于连铸铸坯采用火焰切割,熔融液体沿切割断面流下形成外弧黏渣,铸坯表面流渣的存在对后续轧钢过程存在一定的影响,部分会造成轧钢产生一定的表面缺陷,使得钢轨成品无法满足标准要求。相比普速轨,高速轨对成品表面质量要求更为苛刻,进而对钢轨铸坯质量要求更加严格。所以,为了保证高速轨在后续轧制过程中避免出现类似的表面缺陷等问题。针对铸坯表面存在的流渣问题,河钢邯钢技术人员通过研发在线清渣装置,减少铸坯外弧的黏渣,进而为后续轧制生产提供优良坯料。
断面清渣装置主要是对切割车设备进行改造,在切割枪外侧铸坯外弧处安装侧向喷嘴,在铸坯切割时,打开气体阀门,利用压缩空气的压力将流渣吹扫干净,减少了高温流渣黏附在铸坯外弧。清扫后,效果明显,铸坯端部基本没有流渣。
采用铸坯表面流渣清除装置以前,炼钢铸坯发运至轧钢时有发生因流渣量超标而退后的问题,改进后,生产一年以来,从未发生一起因为铸坯流渣超标而造成铸坯退回的问题,同时,也未发生一起因为铸坯流渣造成的轧制过程出现缺陷的问题。铸坯表面质量得到了很好地提升,改进后铸坯表面质量如图2。
图1 钢轨铸坯低倍检验

图2 连铸铸坯表面质量
3 结论
1)通过转炉加入专用合成渣,可以使钢水进LF精炼炉即可成渣,不仅延长了精炼白渣时间,而且使得脱氧产物也充分上浮,提升了钢水洁净度,钢轨成品完全满足TB/T 3276—2011 高速轨标准要求。
2)通过侧开水口的开发,减少了由于直开水口浇铸过程中的铸流冲击深度大、夹杂物上浮流场不好,热区下移对等轴晶形成不利等问题,使得铸坯内部质量得到显著提升,钢轨成品NDT 探伤合格率大幅攀升。
3)铸坯表面清渣装置对铸坯表面质量的提升效果非常明显,避免了由于铸坯流渣造成的后续轧制过程中出现的各类缺陷,提升钢轨轧制综合合格率。