平行轴传动齿面接触调整及创新设计研究
2020-07-15柴希
柴 希
(太原重工股份有限公司齿轮传动分公司, 山西 太原 030024)
为了保证齿轮箱运转过程均载、平稳,对齿轮啮合精度提出比较高的要求,啮合印痕是衡量齿轮加工、装配质量检验的重要依据。齿轮箱装配过程中,在相互啮合的主动齿轮齿面涂软膜啮合油(见图1),盘动主动轮转动,观察从动轮齿面的接触状况。根据接触状况确定齿轮箱啮合状态是否符合要求。罗太景[1-3]在其系列文章《齿轮传动中的齿面接触斑点分析及质量控制》、《齿轮表面波纹度的质量控制》、《齿轮齿廓形状偏差的质量控制》中对齿轮接触情况进行归纳总结并对各种现象产生的原因进行了分析,且从质量控制角度提出相应的控制措施,但对于已经生产制造到达装配现场的产品未提出具体的解决措施,特别对于单件小仳生产的大、重型齿轮箱。
平行轴传动是齿轮箱传动的主要组成形式,通过现场实践研究解决已进入装配现场但啮合接触不符合要求状况,应用创新设计对齿轮箱的结构进行局部优化。

图1 齿轮啮合接触交检
1 啮合不良的常见形式及因果分析
齿轮啮合精度不良常见的形式有游离接触、对角接触、扇形接触、齿根齿顶局部接触等四种接触。
造成齿轮啮合出现游离接触(见图2[1])的根本原因是齿轮磨齿定位基位与齿轮装配后的实际回转轴线不垂直。一种原因是磨齿工艺规范不合理,另一种原因由装配累积误差产生。
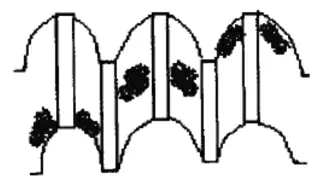
图2 游离接触
造成齿轮啮合对角接触(见图3)的根本原因是齿轮的齿向倾斜偏差超差,一种原因是齿轮磨齿过程中由于机床原因造成,另一种原因是由于箱体平行级轴线不平行所致。

图3 对角接触实例
扇形接触(见图4)是对角接触的轻型表现。根本原因也是齿轮的齿向倾斜偏差超差(如下页图5齿向齿检报告)。

图4 扇形接触
齿顶或齿根局部接触(见下页图6)产生的根本原因是齿轮的齿形精度不满足要求(如下页图7 齿形齿检报告),根据图7 齿形报告所示,与之啮合的齿轮将产生齿根局部接触现象出现。

图5 齿向齿检报告
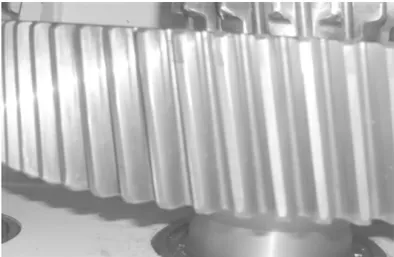
图6 齿顶或齿根局部接触

图7 齿形齿检报告
分析可知,造成齿轮啮合不良的形式及产生原因如下因果分析图8 所示,主要有三大类:第一类齿形精度差,第二类齿轮磨齿基准端面与回转轴线不垂直,第三类轴可归纳为齿向精度差包括线不平行、轴承游隙不一致、齿向倾斜偏差大。第二类和第三类均属于形位公差范畴,均可在装配过程中采用措施,进行调整。

图8 齿轮啮合不良因果分析图
2 解决方案
第一类齿形精度差必须严格控制磨齿质量,否则装配过程中产生的齿轮啮合不良仅能通过返修消除。
第二类除了规范装配操作确保齿轮磨齿基面与回转轴径垂直外,对于已经进入装配现场的齿轮组件,在齿轮箱内打表检测齿轮磨削定位基面的跳动,并作好记录,然后对齿轮组件进行磨齿返修,返修过程中只能以图9 打表记录的实际值进行找正,此种方法比较适用于单件小批生产的齿轮箱。

图9 齿轮基面跳动打表记录
第三类除了严格控制箱体的的形位公差和齿轮的齿向精度外,对于已经进入装配现场的齿轮箱,出现该种接触的处理方法是通过测量,找出箱体轴线不平行的程度,比如应用三坐标检,对于普通车间,可采用在轴承处垫纸的方法,将齿轮啮合接触调整至合理范围内,然后通过测量所垫纸尺寸,换算为齿轮螺旋角的修角量(θ),修角量的计算方法见公式(1)。垫纸方法是解决该种接触不良比较实用的方法,其综合考虑了箱体轴线不平行、齿轮齿向倾斜精度差以及轴承游隙不一致,但是会增加二次磨齿,特别是对于已经装配轴承或对磨齿有影响的其余组件会比较麻烦。该种装配方法比较适用于单件小批生产的齿轮箱。

式中:a为垫纸的厚度;b为两支撑轴承的中心距。
解决方案虽然可以解决齿轮箱装配过程中出现的齿轮啮合不良,但是均需要对相关齿轮进行返修,适应于单件小批生产方式,对于批量产品,从精益生产的角度看,造成极大的浪费。但是实现装配过程的顺利进行,如果无限提高齿轮和箱体的制造精度并加强质量控制,这样操作一方面造成生产效率低下,另一方面经济性差。如果可以从产品结构设计角度和制造工艺流程方面进行优化找出更合理的改善方案是比较理想的思路。
2.1 工艺流程创新
将传统的齿轮箱制造工艺流程见下页图10,齿轮在磨齿后进入装配,在总装时会发生啮合不良的情况。结合本文的因果分析,优化后的齿轮箱制造流程见图11 所示,齿轮与轴进行装配以后,再进行磨齿加工,完成后进入装配,这样就解决了因齿形和齿向精度差影响装配质量的问题。

图10 齿轮箱制造流程优化

图11 优化后的齿轮箱制造流程
2.2 设计创新
设计创新的思路是自适应性,齿轮箱装配时对箱体轴向不平行、齿向倾斜偏差具有比较灵活的调整量,调心是创新设计的出发点,因此得出初步方案一是轴承选型可以采用调心滚子轴承,方案二是增加偏心套(见图12)。
3 结语
在齿轮箱内对齿轮磨齿基面打表找正返修齿轮和采用垫纸方法返修齿轮从实际操作的角度看,均可以改善齿面啮合接触不良现象,但从精益生产的思路采用制造工艺流程改进及采用选用调心滚子轴承或增加偏心套的方案,在不增加单个零件的制造精度要求下,同样可以满足齿轮箱的装配精度要求,更具有实际的工程意义。

图12 齿轮箱创新设计方案