全自动缝纫机的服装工艺模板设计
2020-07-14江丽君
江丽君

摘要:我国经济进一步发展,服装消费观念对品质有更高的要求,企业面临的用工难,人工成本高等问题,设计适用于全自动模板缝纫机的工艺模板对企业具有很大的意义。文章重点分析了工艺模板设计的影响因素,对不同类型的工艺模板进行了设计分析,形成了一整套全自动缝纫机服装工艺模板的设计方法,为方便企业结合新技术开发出更高效节约成本的工艺模板提供借鉴。
关键词:服装工艺模板;全自动模板缝纫机;模板设计
中图分类号:TS941.2 文献标识码:A
文章编码:1672-7053(2020)05-0125-02
1服装工艺模板概述
1.1服装工艺模板的构件
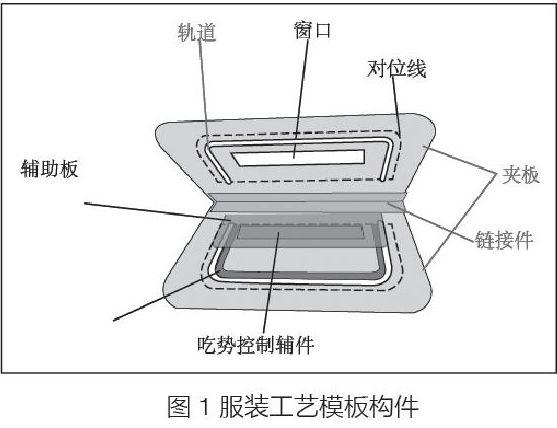
服装工艺模板的构成部件分为基础构件与辅助构件两类,其中基础构件包括夹板、轨道、链接件;辅助构件有防滑条、对位线、辅助板、吃势控制辅件等。夹板起到固定缝制面料作用;轨道进行缝制线路,通常用激光或铣刀切割而成;防滑条防止裁片滑动,通常用砂纸条,双面胶等;对位线用于保证裁片摆放位置精确;辅助板用于辅助作用,例如进行布料隔离、吃势形成等;吃势控制辅件通常用海绵条、海绵片等,海绵厚度与吃势量成正比,如图1。
1.2服装工艺模板的缝制设备
服装工艺模板缝制设备是服装生产缝纫设备的一个类型,主要根据缝制工艺要求运用模板缝制出产品的设备,具有高效率、高品质、高标准的优势。通用的工艺服装制造机械分为三种:简易改装模板缝纫机、半自动模板缝纫机、全自动模板缝纫机。
1.3全自动缝纫机的服装工艺模板设计意义
新的模板在继承旧设备缝制效果的基础上,更加高效、易用、实用,可以简化服装产家的生产流程、减少人工压力、进行生产操作更加简单,设备功能更加丰富,生产效率更高,产品品质更加稳定。因此,全自动模板缝纫机的使用具备很大的优点,对服装企业提升效益有重要意义。
2服装工艺模板设计的影响因素
工艺模板设计产生主要影响因素有:模板材质、服装面料、工艺特征、生产工艺的IE技术等方面。
2.1模板材质
用于制作模板主要板材有亚克力、PVC以及PET三种。比较三种材料,有机玻璃透明度最好,PET最环保,价格较高,因此PVC用的最为普遍,虽然在激光切割时不健康,但是可以用铣刀进行加工。PVC有不同规格尺寸和厚度的,通常用的厚度有0.5mm、1.5mm、1.0mm、2.0mm。0.5mm通常运用于隔板层或推板,例如,贴袋模板的推板,1.5mm用于较薄的面料固定,1.0mm用于普通厚度面料固定,2.0mm用于厚度面料的固定缝制。除去主要夹板材料外,海綿、工业胶带、砂纸、双面胶、大头针等材料在工艺模板制造时也常用到。
2.2服装面料
不同服装材料会相应的对工艺模板的设计产生一定的影响,例如,针织布料,该类布料较为柔软、刺激性小等特点。针织布料的制造方式使其具有良好的弹性,棉质纤维赋予了它优越保暖效果、吸汗效果与透气性,适合做贴身穿着服装。针对这些针织面料的共性是弹性较大,多数有卷边现象,容易脱散,因此在设计工艺模板是要注意对位线的设置,以免摆放面料时出现拉伸扭曲。
2.3工艺特征
通常工艺模板被运用于工艺操作难度高的工序,例如,绱拉链工艺操作难点:左右错位,面料有弹性与无弹性的拉链相配容易缝制出起浪的不平整效果。工艺操作难度高,在生产流水线上的工时就长,往往无法达到平均节拍,直接影响着生产线上的生产效率,如果使用工艺模板进行这些工序的作业,将可以大大缩短加工时间,很好地平衡生产线。工艺操作难度高的工序包括瓶颈工序、技术熟练程度高的工序、复杂工序。
2.4IE技术
服装IE技术是IE技术在服装生产上运用的管理技术,具有时代特征,是指在人员分配、设备、生产技术等之间进行的科学的、以最适当的成本在预定时间内完成生产目标。虽然几乎80%工序都可以用模板进行缝制实现,但是在实际生产上工艺模板并不是被用于所有工序上,因为制作模板也需要成本,例如,材料成本、时间成本等,如何确定哪些工序适合运用工艺模板,哪些工序依然使用传统工艺,这就需要对所有的工序进行系统地分析,传统工艺与运用工艺模板工艺有效地结合才能使生产效率达到最大化。IE技术影响工艺模板设计主要体现在节拍的设计方法、变成率的管理、标准化作业这三个方面。
3全自动缝纫机的服装工艺模板设计分析
全自动模板缝纫机指由一个可沿X、Y轴方向运动的气动夹和其他辅助部分构成,具有自动识别模板、一键式缝制、自动断线、自动润滑等自动控制功能的全自动缝纫机。所有模板都可以被全自动模板缝纫机所运用,设计方法是一样的,不同的是夹边以及模板边框大小的设计,因为全自动模板缝纫机有一个工作板面,板面大小限制模板的边框大小,超过工作板面的模板需要对其进行重新改装或者是拼接,接着对调整成工作板面尺寸范围内的工艺模板后进行应用测试,确保调整后的工艺模板在实际生产应用中的灵活性与实用性。
下面以CHNKI牌,型号为A8-120的全自动模板缝纫为例阐述不同服装工艺模板设计。该设备的工作台面最大尺寸为780mm×1200mm,如图2所示,两个固定矩形卡槽尺寸为18mm×28mm,两个卡槽中心之间的距离为660mm,因此适用于该设备的工艺模板宽度不能低于660+(9+20)×2=718mm,缝线的最高点距离工艺模板边的最小距离为85mm。
3.1单码单部件工艺模板设计
单码单部件工艺模板的运用最频繁,也是其他类型工艺模板设计的基础,其他类型工艺模板的设计只要是在此基础上进行重新编排、重新组合即可。单码单部件工艺模板可从工艺角度分为绗缝类、止口类、扣压缝类、挖袋类、拼接类等工艺模板五大类型。
以扣压缝类的贴袋工艺模板为例,说明单码单部件工艺模板的设计流程。扣压类工艺模板的设计要点,重新设计贴袋工艺模板缝制操作流程如表1,根据新工艺操作流程采用不同厚度的PVC板构成部件,面夹板为三层,中间层为了给推板留出活动空间,因此它的厚度与推板厚度一致,推板的存在免去熨烫缝份的工序,抽板的目的是为了在推板进行推扣缝份时保证尺寸准确,海绵条为了使扣压的缝份不一移位。该工艺模板操作流程比传统的操作流程省去了熨烫工序,节约了生产时间,提高了生产效率。
3.2单码多部件工艺模板设计
单码多部件工艺模板为一块模板上实现多个部件的缝制,适用于部件多的款式,通常是大的裁片工艺模板套小部件工艺模板。制作流程与单码单部件工艺模板一致,不同的是要考虑多部件是一次缝制成型还是多次缝制成型。
一次缝制成型的工艺模板不交叉相对独立,例如,小翻领模板与衬衫领工艺模板,一次缝制把两个部件的裁片都放上,然后设置缝制线迹文件,完成一次缝制多部件。
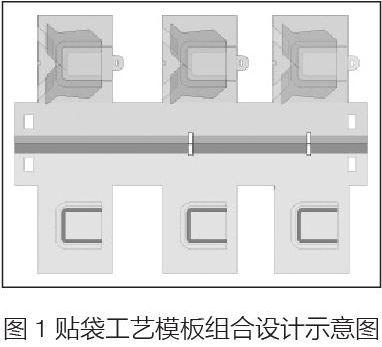
多次缝制成型,一次缝制只能放置一个部件的裁片,一个部件缝制完后再放第二部件的裁片进行缝制,每缝制一个部件搭配一个缝制线迹文件。该类型工艺模板组合设计时,要考虑海绵贴片、砂纸条、固定针等的运用是否对同一块模板上其他模板的造成影响。
3.3多码共用工艺模板设计
多码共用工艺模板为一块模板实现多个码数共用,实现节约成本。例如,拉链都落在同一条线上,不同的只是长度,因此,可以共用一块模板的形式进行缝制,但是缝制线迹文件不同,对位点必须设置在同一位置,再根据各码实际缝制长度生产对应的缝制文件,如此便可实现一板多码共用模板。
3.4单码多工序工艺模板设计
以双层裤子为例,缝两裤片的侧缝、前裆弧线、后档弧线三个工序可用一个模板完成。该工艺模板由两层相同的夹板构成。
3.5单元化组合工艺模板设计构想
如果把模板设计成模块,像乐高积木一样可以实现根据款式不、码数不同进行组合拼装出合适模板,将具有很大的意义。对最常生产的款式类型进行归类整理,单元化组合模板是工艺模板的创新设计。
4结论
随着服装企业对工艺模板的普及应用,我国的服装行业也朝着稳定、高效的方向发展,科学、有效的服装工艺模板设计可以推动生产技术的创新。目前,服装工艺模板多运用在部件等小裁片的缝制,随着科技设备进一步地发展,我们对工艺模板的深入探究,立体工艺模板的设计将是接下来要攻克的难题,那么实现整件服装进行工艺模板缝制将不远了。
