蒸汽余热资源在白酒行业中的回收利用
2020-07-14赖运胜杜宇
赖运胜 杜宇

【摘 要】随着我国经济的快速发展,资源短缺、环境污染等问题日益凸显。企业应快速推进环保改造,发展节能减排技术。本文阐述了白酒企业使用溴化锂制冷技术进行环保改造的实际应用与研究。
【关键词】溴化锂;余热回收;制冷;节能减排
引言
在白酒生产中,蒸粮蒸酒需要大量的热量,而大部分白酒企业都是以锅炉蒸汽供热的方式进行供热。在酿酒生产过程中,会剩余部分低品质蒸汽。这部分蒸汽除少量能回收自用外,其余得不到充分利用,直接排空或经过设备处理后排空,既增加了处理成本又造成能源的大量浪费。
白酒企业需要用低温冷却水使气态酒冷凝为液态酒,传统模式是使用自来水作为工艺冷却水,冷却完毕后进行废水排放。废水站处理压力极大。如果将低品质蒸汽余热作为驱动热源,实现供冷需求,将工艺冷却水循环使用将是一项非常经济的措施,对节能、减排具有重要的意义。
1.白酒行业首次引进吸收式制冷机助力白酒生产
近几年,泸州老窖股份有限公司为响应国家“低碳环保,节能减排”的号召,对酿酒生产进行了多项技术改造项目。其中就对白酒冷凝器进行了环保改造项目,通过引进制冷设备建立循环水系统,使冷凝器使用后的水,再通过制冷设备降温后循环使用,提高了水的使用率。
泸州老窖前期对白酒冷凝器进行了一期改造项目,考虑到余热蒸汽的处理问题,在一期改造项目中引进了一台蒸汽型溴化锂吸收式制冷机,用于回收稻壳清蒸后的余热蒸汽。蒸汽型制冷机的主要技术参数如下:
由技术参数可知,蒸汽型制冷机对余热蒸汽的压力要求较低,能较好的回收余热蒸汽。蒸汽型制冷机配置两台开式冷却塔进行散热,且为减少系统在长期运行中结垢过度严重,影响开式冷却塔填料散热效果及与制冷机的换热效果,开式冷却塔使用除盐水进行供水。余热蒸汽从稻壳清蒸处理车间楼顶接入到制冷机蒸汽管道中,考虑余热蒸汽压力较低,余热蒸汽在接入制冷机蒸汽管道后通过风机送往制冷机回收利用。
制冷机采用的是溴化锂和水工质对,水作制冷剂,溴化锂作吸收剂,水作制冷剂的蒸发温度只能在0℃以上,即只能在工况要求0℃以上环境使用,浓香型白酒流酒温度较低,冷却水的温度恰好符合工艺需求。在日常运行中,制冷机机组故障率较低,机组真空度和冷却水对机组制冷效果影响较大,需要多加留意,并需要定期维护以保持良好的工作性能,开式冷却塔也需要定期清洗,以保证散热效果。循环水系统对白酒冷凝器的回水有四段降温的过程,蒸汽型制冷机是系统的第三段降温设备。在实际运行中,稻壳清蒸处理每小时需要使用蒸汽2t,使用后全部被制冷机回收,蒸汽型制冷机的冷水入口温度为30℃-34℃,通过蒸汽型制冷机后降温至12℃-18℃,系统日循环量约735m?,两台开式塔日耗水量约25m?。车间75℃左右的循环水经四次降温后使其降至10-16℃,再回到车间冷凝器进行冷却使用,由此循环。
蒸汽型制冷机的耗电量很低,远低于余热蒸汽处理设备的耗电量,使用蒸汽型制冷机后,既能降低余热蒸汽的处理成本,也能为制冷机提供驱动热源。吸收式制冷的性能系数COP因制冷工質对热物性和热力系统循环方式的不同而有很大变化,实际应用的机组COP多不超过2,远低于压缩式制冷系统。但吸收式制冷机组能回收利用低温工业余热、太阳能等低品质热能,在工业余热利用方面有一定的优势 。且溴化锂制冷机组制冷量较大,能够更好的满足工业生产需求。蒸汽型制冷机于2018年年初投运,截止于2020年5月11日,蒸汽型制冷机运行时间达6483小时,预计回收余热蒸汽达1200t,节能减排效果显著。
2.单效吸收式制冷机工作原理(溴化锂-水工质对)
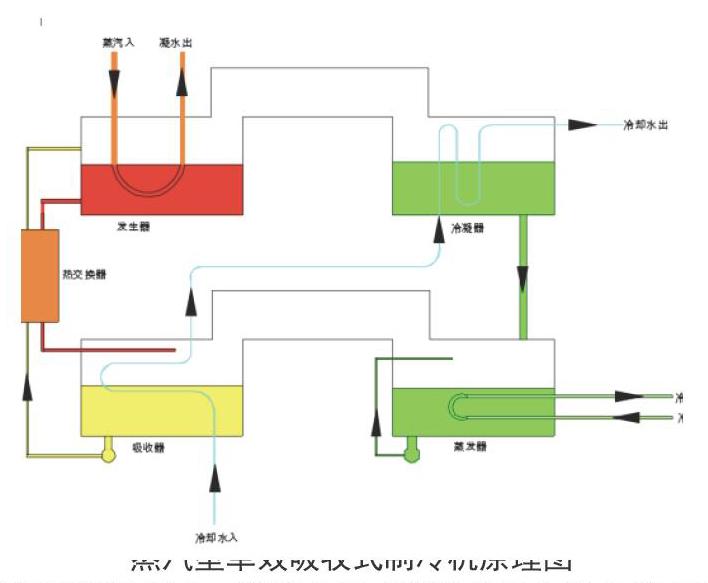
吸收式制冷是液体气化制冷的一种。它和蒸汽压缩式制冷一样是利用液体制冷剂在低温低压下气化以达到制冷的目的。它的主要装置有:发生器、冷凝器、蒸发器、吸收器、溶液泵、冷剂泵、喷淋泵等。蒸汽型单效吸收式制冷机原理组成如图
在机组运行过程中,当溴化锂水溶液在发生器内受到蒸汽加热后,发生器溴化锂溶液中的水不断汽化;随着水的不断汽化,发生器内的溴化锂水溶液浓度不断升高,进入吸收器;水蒸气进入冷凝器,被冷凝器内的冷却水换热降温后凝结,成为高压低温的液态水;当冷凝器内的水通过节流阀进入蒸发器后,急速膨胀而汽化,并在汽化过程中大量吸收蒸发器内冷媒水的热量,从而达到降温制冷的目的;在此过程中,低温水蒸气进入吸收器,被吸收器内的溴化锂水溶液吸收,溶液浓度逐步降低,再由溶液泵送回发生器,完成整个循环。在机组整个循环中,系统处于真空状态下,压力的不同对冷剂的冷凝、蒸发具有促进作用。
机组的制冷效果与冷却水、驱动热源、机组真空度、溶液浓度等因素有关。尤其是机组的真空度,溴化锂机组对真空度要求较高,真空是溴化锂机组的“生命”,真空度越高,制冷剂越容易蒸发,则制冷效果越好。
3.节能、减排及其他优势
吸收式制冷机功率低,只消耗很少的电能,相比压缩式制冷机节电90%以上。安全无害,溴化锂溶液无臭、无毒,对大气无污染,不会破坏臭氧层。制冷机在真空状态下运行,无高压爆炸危险,安全可靠。运动部件少,无高速气流,运行时噪声小。利用低品质蒸汽余热对工艺冷却水循环制冷,使粮食清蒸环节的蒸汽实现零排放也让酿酒工艺冷却水实现了零排放。减排意义重大。制冷量大,机组制冷量大,便于发展集中式供冷。
4.结语
在当前节能和环保的双重压力下,余热回收应用与制冷不仅可以优化能源结构、节能减排,同时也降低了制冷空调业的耗能和环境污染。白酒行业应在余热回收的方向继续尝试,结合企业生产特点,理论联系实际对废水余热、低温蒸汽、热水等低品质余热回收利用。以提高能源利用率和改善生态环境质量为目标,加快建设节能环保型企业。
参考文献
[1]杨影,李丽.吸收式制冷与吸附式制冷的应用[J].山西化工,2001.(3).
[2]连红奎,李艳,束光阳子,顾春伟.我国工业余热回收利用技术综述 [J].节能技术,2011.29(2).
[3]栾波.工业余热利用及余热制冷研究[D].东北大学, 2011.
