扭矩扳子检定装置测量不确定度的评定
2020-07-14侯小美
侯小美
(陕西航空电气有限责任公司,陕西 兴平 713107)
0 引言
扭矩扳子在企业中是重要的计量器具,保障公司产品在装备过程中质量和可靠性方面起着重要作用。为了保证扭矩扳子量值传递准确、可靠,建立了扭矩扳子检定装置。
1 扭矩扳子检定装置的组成
由扭矩传感器、扭矩测试仪、扭矩源发生装置(扭矩加载机构)组成。
2 测量方法及测量依据
建立的扭矩扳子检定装置型号为NJY-800,配备了5个扭矩传感器,量程为(0.1~1.4)N·m、(1~5.6)N·m、(5~45)N·m、(20~113)N·m、(100~812)N·m,准确度等级为:0.3级。
1)测量方法:采用直接比较法。
2)测量依据:JJG707-2014《扭矩扳子检定规程》。
3 建立数学模型

(1)
式中,e为扭矩扳子的示值误差,单位N·m
M为检定点扭矩扳子的示值误差,单位N·m

4 测量不确定度来源
扭矩扳子检定装置测量不确定度来源主要有:①测量重复性。②上级标准传递增。③扭矩仪示值不准确。
5 输入量的标准不确定度评定
1)输入量M的标准不确定度u1(按A类方法评定)。本装置配置了5个不同量程的传感器,用本套标准分别对不同量程的数显扭矩扳子在相同条件下进行6次重复测量,测量点分别为0.4 N·m、2 N·m、30 N·m、100 N·m、500 N·m,按公式(2)进行计算各测量点重复性引入的标准不确定度。
(2)
各测量点的测量数据及重复性引入的标准不确定度如表1所示。
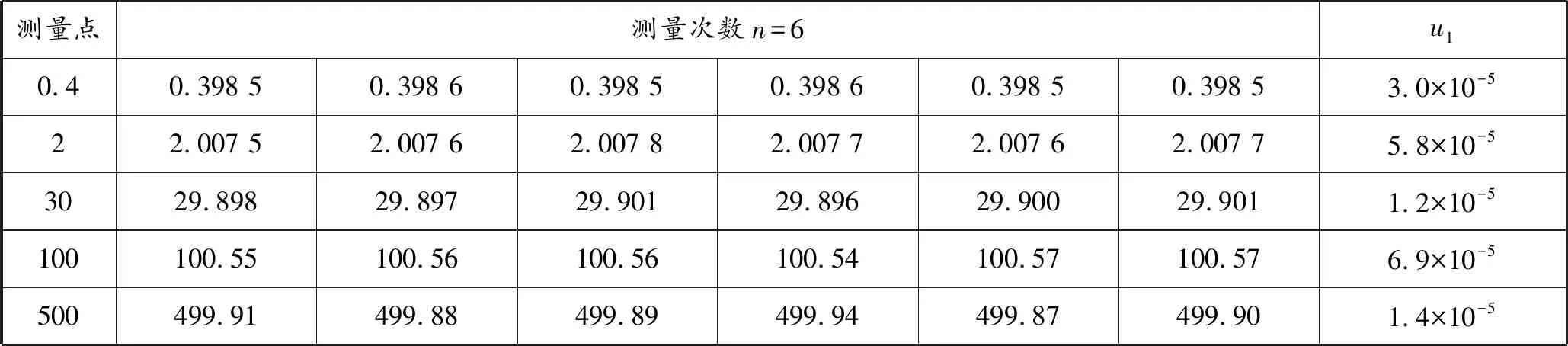
表1 u1的评定 单位:N·m

(3)
各测量点由上级标准传递引入的标准不确定度如表2所示。

表2 u2的评定 单位:N·m
(4)
各测量点由上级标准传递引入的标准不确定度如表3所示。

表3 u3的评定 单位:N·m
4)合成标准不确定度。由于各项影响因素互不相关,因此其合成标准不确定度按公式(5)计算,将上面得到的各分量的计算结果代入,可得到各测量点的合成标准不确定度,见表4。
(5)
各测量点由上级标准传递引入的标准不确定度如表4所示。

表4 uc的评定 单位:N·m
5)扩展不确定度。取k=2,则其扩展不确定度U按公式(6)计算,相对扩展不确定度按公式(7)计算,将表4得到的计算结果代入公式(6),可得到各测量点的扩展不确定度,再将式(6)中得到的各测量点分量的计算结果代入公式(7),可得到各测量点的相对扩展不确定度,见表5。
U=2×uc
(6)
(7)

表5 U和Urel的计算 单位:N·m
6 测量不确定度的报告
扭矩扳子测量范围:(0.1~800)N·m。
测量不确定度:Urel=0.4%(k=2)。
7 结语
测量不确定度作为一种重要概念,能够对检测质量产生直接影响,在本文的研究评定中,根据扭矩扳子检定规程,对各个变量的不确定度进行了分析,并对合成不确定度和扩展不确定度进行了计算,从而为相同类型的扭矩扳子检定装置不确定度的测量与评定提供了的参考根据。
