单板贴面木粉/高密度聚乙烯复合材制备及表面胶合性能
2020-07-14申婷文孙亚楠刘一楠王伟宏单伟东
申婷文,孙亚楠,刘一楠,王伟宏,单伟东
(东北林业大学生物质材料科学与技术教育部重点实验室,哈尔滨 150040)
木塑复合材表面具有致密的非极性聚合物薄层,难以进行后续表面装饰。因此,国内外已有学者展开相关研究,探索了木塑浮雕雕花、激光烧结、3D打印、涂饰、水转印、贴面[1-4]等方法。赵胜男等[5]采用木蜡油、丙烯酸酯、聚氨酯、氟碳、有机硅和丙烯酸聚氨脂等16种涂料对木塑复合材进行了涂饰,发现以木蜡油、聚氨酯、丙烯酸聚氨酯、氟碳和有机硅为主要成膜物质的涂料对木塑复合材料的表面涂饰性能较好,其中,有机硅和丙烯酸聚氨酯涂料更优;韦双颖等[6]以高密度聚乙烯(HDPE)和聚丙烯(PP)基复合材料为水披覆转印技术的承印材料,以透明聚氨酯漆作为装饰面漆,利用等离子体处理基材表面和底漆面,可使HDPE木塑转印产品附着力达0级,装饰性和实用性极大提高。通过物理或化学改性处理引入可发生反应的官能团能提高材料表面能,如等离子体处理、表面活化处理、火焰处理及电晕放电处理[7-10]等均可使表面可加工性能得到不同程度的提升。此外,还有一些研究采用粘合剂进行贴面装饰,如Guo等[11]采用马来酸酐接枝聚乙烯(MAPE)薄膜作为中间层对HDPE基复合材进行贴面,表面胶合强度达到1.68 MPa;Liu等[12]采用硅烷偶联剂(A-171和KH-550)改善贴面单板表面化学性能,其中,A-171改性后的单板胶合强度优于KH-550;Sun等[13]采用聚乙酸乙烯酯进行贴面,木塑复合材的贴面强度达到0.9 MPa。热塑性中间介质虽然与复合材料表面结合效果较好,但与饰面单板之间的结合效果并不佳。木工行业用胶黏剂成本低廉,使用简便,不需要增加设备,在经济适用性方面具有优势,但与基材表面的塑料之间结合较差。
为使木塑复合材料适宜用木工行业常用胶黏剂进行单板贴面装饰,笔者研究了不同的表面处理方式对木塑复合材料表面状态的影响,探讨了基材表面物理化学性能与胶合强度之间的关系。研究结果将为实现木塑复合材料表面装饰的工业化生产提供依据,拓展木塑复合材料的应用领域。
1 材料与方法
1.1 试验原料
单螺杆挤出成型的木粉/高密度聚乙烯(WF/HDPE)复合材,木粉质量分数60%、高密度聚乙烯质量分数36%、马来酸接枝聚乙烯质量分数2%、填料质量分数2%。板材尺寸300 mm×300 mm×15 mm。乳白胶[聚醋酸乙烯酯(PVAc)],固含量40%,哈尔滨明朗胶液有限公司。拜耳44V20L型异氰酸酯胶黏剂(MDI),固含量30.5%~32.5%,平均官能度2.6~2.7,25 ℃黏度160~240 mPa·s,密度1.22~1.24 g/cm3,酸值小于0.04。贴面用薄木为椴木(Tiliachinensis),厚度0.35 mm,含水率4%。ztihome干磨砂纸[320目(砂粒粒径28~40 μm)、600目(砂粒粒径10~14 μm)],型号为RACK-1983。
1.2 试验方法
1.2.1 复合材的表面处理
1)砂光处理。采用320和600目的砂纸分别对板材表面进行砂光(分别记为320P和600P),砂光量为0.1 mm。
2)紫外光辐照处理。采用QUV spray紫外老化加速设备(Q-lab Corporation,美国)对经过320目砂纸打磨的试件表面进行辐照,辐照度1.00 W/m2。紫外线波长340 nm,温度50 ℃,处理时间分别为24,48,72和96 h。
3)红外辐射加热处理。用红外辐射加热器对WF/HDPE复合材进行表面加热处理,使聚集在板材表面的塑料层熔化下沉,露出木纤维。板材表面温度-时间组合分别为:140 ℃-40 s、160 ℃-30 s、180 ℃-25 s、200 ℃-20 s。待试材降温后用320目砂纸作轻微砂光(砂光量为0.05 mm)。
1.2.2 复合材单板贴面
贴面用胶黏剂为乳白胶、异氰酸酯交联乳白胶(乳白胶与异氰酸酯胶质量比为100∶12)。将胶黏剂涂覆在经处理的WF/HDPE复合材表面,再覆盖上单板。陈放15 min使胶液均匀浸润基材和薄木,然后放入热压机进行热压,所用胶黏剂和热压条件如表1所示。板材在温度20 ℃、相对湿度56%条件下陈放7 d后进行性能检测。
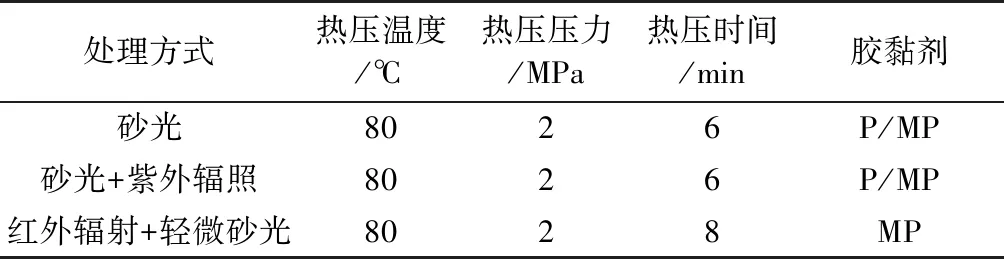
表1 胶黏剂及热压条件Table 1 Adhesives and hot-pressing conditions
注:P为乳白胶;MP为异氰酸酯交联乳白胶。下同。
1.2.3 性能测试与分析
1)表面接触角。采用去离子水作为测试液体,使用CA100B型接触角测量仪(上海盈诺精密仪器有限公司)测试液滴滴到试件表面30 s后的接触角,连续采集5张,时间间隔为40 ms,取平均值为测试结果。
2)表面胶合强度。参照GB/T 17657—2013《人造板及饰面人造板理化性能试验方法》,采用CMMJ5504型万能力学试验机对单板饰面的WF/HDPE复合材进行表面胶合强度测试,表征单板与基材之间粘结界面发生破坏时所受应力。试件尺寸50 mm×50 mm×15 mm。
表面胶合强度(σ)按式(1)计算:
σ=Pmax/A
(1)
式中:Pmax为试件表面层破坏时的最大载荷,N;A为试件与卡头的胶合面积,1 000 mm2。
3)表面粗糙度。采用表面粗糙度测试仪(SJ-210型,Mitutoyo,日本)测量试件表面粗糙度,参照GB/T 1031—2009《产品几何技术规范(GPS)表面结构轮廓法表面粗糙度参数及其数值》对试件表面的轮廓算数平均偏差(Ra)、轮廓最大高度(Rz)及相对于轮廓平均线偏差的均方根值(Rq)进行测试计算。
4)傅里叶变换红外光谱测试。从WF/HDPE复合材表面刮取粉末并采用傅里叶变换红外光谱分析仪(Nicolette 6700,Thermo Fisher Scientific,美国)进行KBr压片法测试。波数范围500~4 000 cm-1。
5)X射线光电子能谱(XPS)分析。采用X光电子能谱仪(ARL QUANTX,Thermo Electron Corporation,美国)对WF/HDPE试件表面元素含量(质量分数)进行测试分析。试件尺寸10 mm×10 mm。
6)扫描电子显微镜(SEM)测试。采用扫描电子显微镜(QUANTA200,FEI,荷兰)对处理后的复合材试件进行观察,加速电压为12.5 kV。
7)浸渍剥离。参照GB/T 17657—2013中浸渍剥离试验的方法进行试验,试件尺寸为75 mm×75 mm。I类测试条件:沸水中浸渍4 h,(63±3)℃干燥20 h,沸水中浸渍4 h,(63±3)℃干燥3 h。Ⅱ类测试条件:(63±3)℃热水中浸渍3 h,(63±3)℃干燥3 h。Ⅲ类测试条件:(35±3)℃温水中浸渍2 h,(63±3)℃干燥3 h。
2 结果与分析
2.1 复合材表面接触角和粗糙度
相对于未处理表面,砂光后的WF/HDPE复合材表面接触角均有所增大,320目砂纸砂光的表面接触角明显升高(图1)。润湿性由两部分组成,即表面化学引起的润湿性和表面粗糙度引起的润湿性[14]。有研究表明,对于亲水性表面,提高表面粗糙度可使表面进一步亲水,而疏水性表面的效果则相反[15]。WF/HDPE复合材表面富集了大量疏水性HDPE成分,表面光滑。根据Wenzel方程可知,对于光滑表面(接触角<90°)的材料,增加表面粗糙度能够增加液体的表面接触角。经320目砂纸打磨后表层HDPE会出现一定的毛刺,表明这种疏水的粗糙结构增加了表面接触角,而经600目砂纸打磨后表面粗糙度略低于前者,因此表面接触角也小于前者(表2)。但粗糙度的提高也使胶液在其表面的铺展面积有所增加,同时,打磨后纤维得到暴露,有助于聚醋酸乙烯酯在表面的胶接。

图1 砂光后基材表面接触角Fig. 1 Surface contact angles of substrate after sanding
经紫外辐照处理后复合材表面接触角明显下降(表2),这可能是由于随着紫外辐照时间延长,表面含氧官能团增加,有利于改善表面润湿效果。经红外辐射加热并轻微砂光后,WF/HDPE复合材表面接触角明显下降,这是由于表层HDPE在高温作用下熔融下沉,轻微砂光可暴露出较多的木纤维,从而使亲水性增加,润湿性增强。
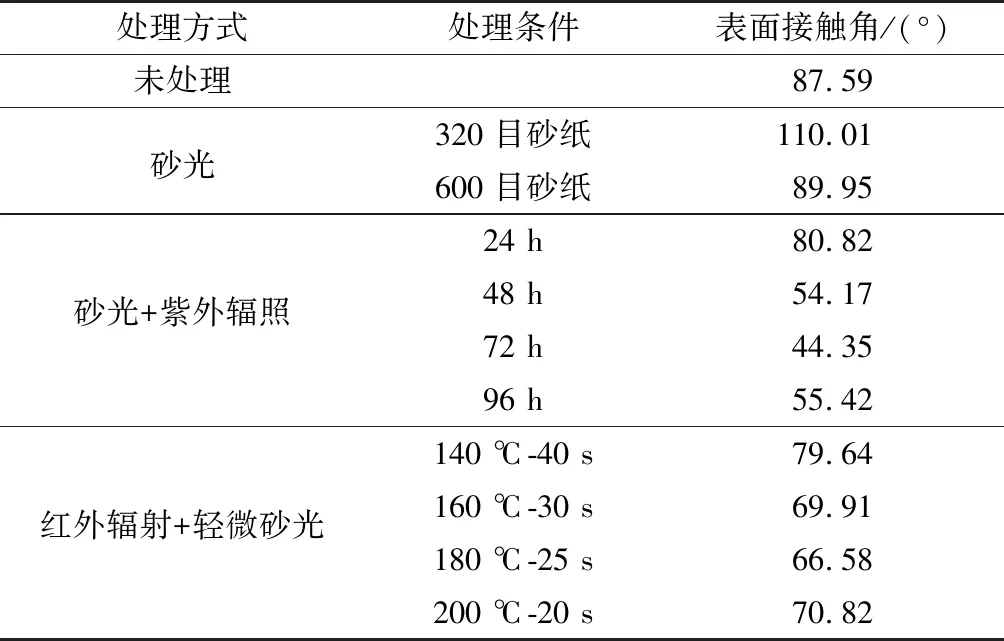
表2 处理前后WF/HDPE复合材的表面接触角Table 2 Surface contact angles of the WF/HDPE composites before and after treatment
WF/HDPE复合材经3种方式处理后表面粗糙度指标都明显增大(表3),600目砂纸打磨的表面粗糙度略小于320目。与砂光后的表面相比,再经紫外辐照24 h的试件表面粗糙度进一步减小,这是因为砂光打磨产生的毛刺在紫外线的作用下变软倒塌。但随着紫外辐照时间的延长,粗糙度又逐渐增大,原因是紫外线对WF/HDPE复合材会产生破坏作用。

表3 表面处理后WF/HDPE复合材的表面粗糙度Table 3 Surface roughness of WF/HDPE composites after surface treatment
与前两种方式相比,经红外辐射加热处理的WF/HDPE复合材表面粗糙度明显升高。这是由于随着温度的升高,基材表面塑料基质软化或熔融下沉,表面纤维裸露凸起。低温长时间处理(140 ℃-40 s)的表面粗糙度最大,升高温度缩短时间后表面粗糙度明显减小。原因是表面的塑料基质在高温下发生轻微熔化,容易流平。而温度过高(200 ℃-20 s)则会使基材表面HDPE加快熔融下沉,表面纤维在没有模具的情况下进行重排,冷却后表层结构粗糙。
2.2 单板贴面复合材的表面胶合强度
单板贴面WF/HDPE复合材的表面胶合强度见表4。由表4可知,未经处理的复合材表面胶合性能非常差,经砂光处理后表面贴面效果明显提升,其中320目砂纸砂光试件表面胶合强度较高。除纤维裸露导致极性有所增强,320目砂纸打磨出的表面形貌凹凸适当,也有益于胶液嵌入,因此界面结合效果较好。
在紫外辐照处理组中,处理24 h的试件表面胶合强度最优。随着照射时间的延长,表面胶合强度有所下降,这是由于紫外辐照时间过长会对表面造成破坏,使表层物质之间的结合变差,基材表层强度下降,贴面性能变差。
在红外辐射处理组中,180 ℃-25 s红外辐射是较好的处理条件,复合材表面胶合强度最优。若红外辐射加热处理的温度较低,则试件受热不充分,聚合物熔融效果差,表面纤维暴露不均;若温度过高则会使基材在无模具压力的情况下过度熔化,基材材质疏松,表层结构受损。因此,需要适宜的温度和处理时间。
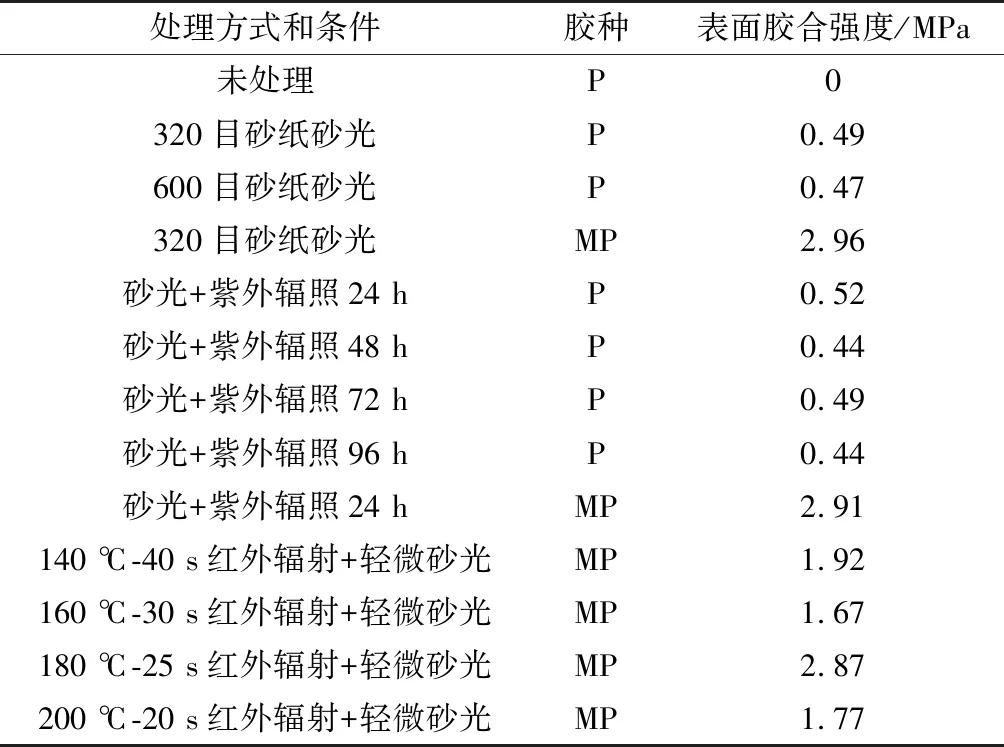
表4 单板贴面WF/HDPE复合材的表面胶合强度Table 4 Surface bonding strength of veneered WF/HDPE composites
2.3 复合材表面化学性能
不同处理后基材表面的红外光谱图见图2。2 913.3 和2 846.5 cm-1处吸收峰分别属于—CH2的对称和反对称伸缩振动;1 471.7 cm-1处的吸收峰属于C—H的面内弯曲振动;715.2 cm-1处的吸收峰对应于—CH2的面内摇摆振动,是WF/HDPE复合材表面的聚乙烯成分[16]。WF/HDPE复合材表面1 026.7 cm-1处的吸收峰属于易与聚醋酸乙烯酯形成氢键结合的C—O伸缩振动峰。
由图2a可知,经砂光处理后,WF/HDPE复合材表面1 026.7 cm-1处峰面积明显增大;2 913.3,2 846.5,1 471.7和715.2 cm-1处代表HDPE的吸收峰减小,且在320目砂纸打磨后最低。这说明WF/HDPE复合材表面砂光后木纤维暴露量增加,表面聚乙烯比例下降,有利于提高表面极性,增加表面胶合强度。

由图2c可知,红外辐射使WF/HDPE复合材表面的双键含量有所下降,在1 026.7 cm-1处属于木纤维特征峰的C—O伸缩振动峰明显增多,尤其是180 ℃-25 s处理条件下峰的面积最大。这说明木纤维得到充分暴露,使胶液更易在表面充分流动并润湿渗入。因此,180 ℃-25 s处理条件下胶合性能较佳。
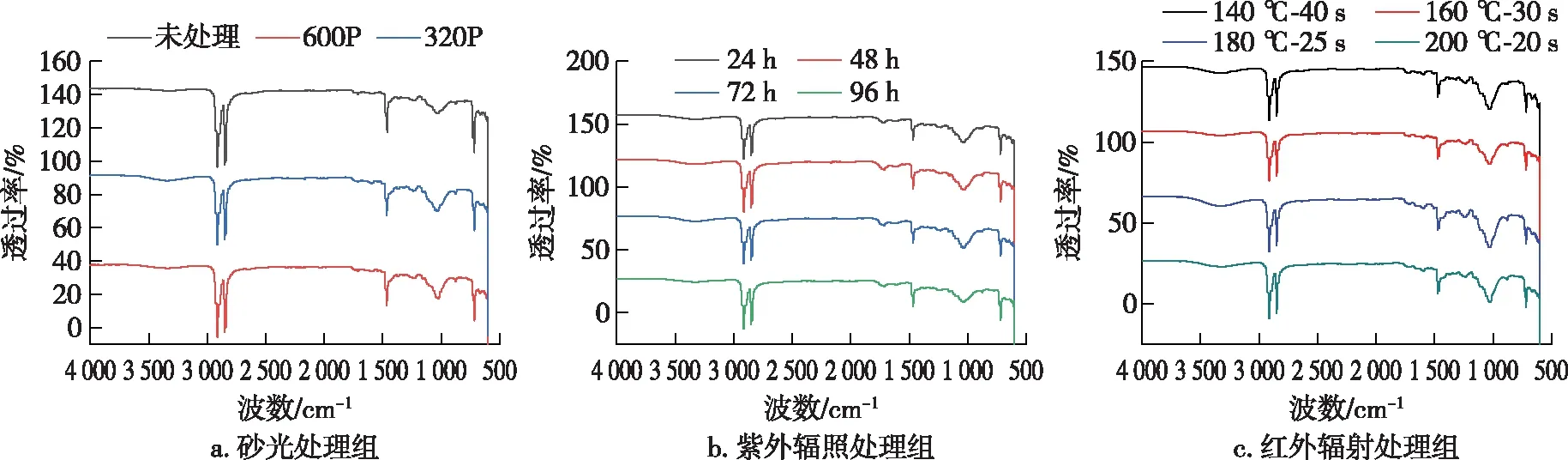
图2 不同处理后基材表面的红外光谱图Fig. 2 FT-IR of the substrate surface after different treatments
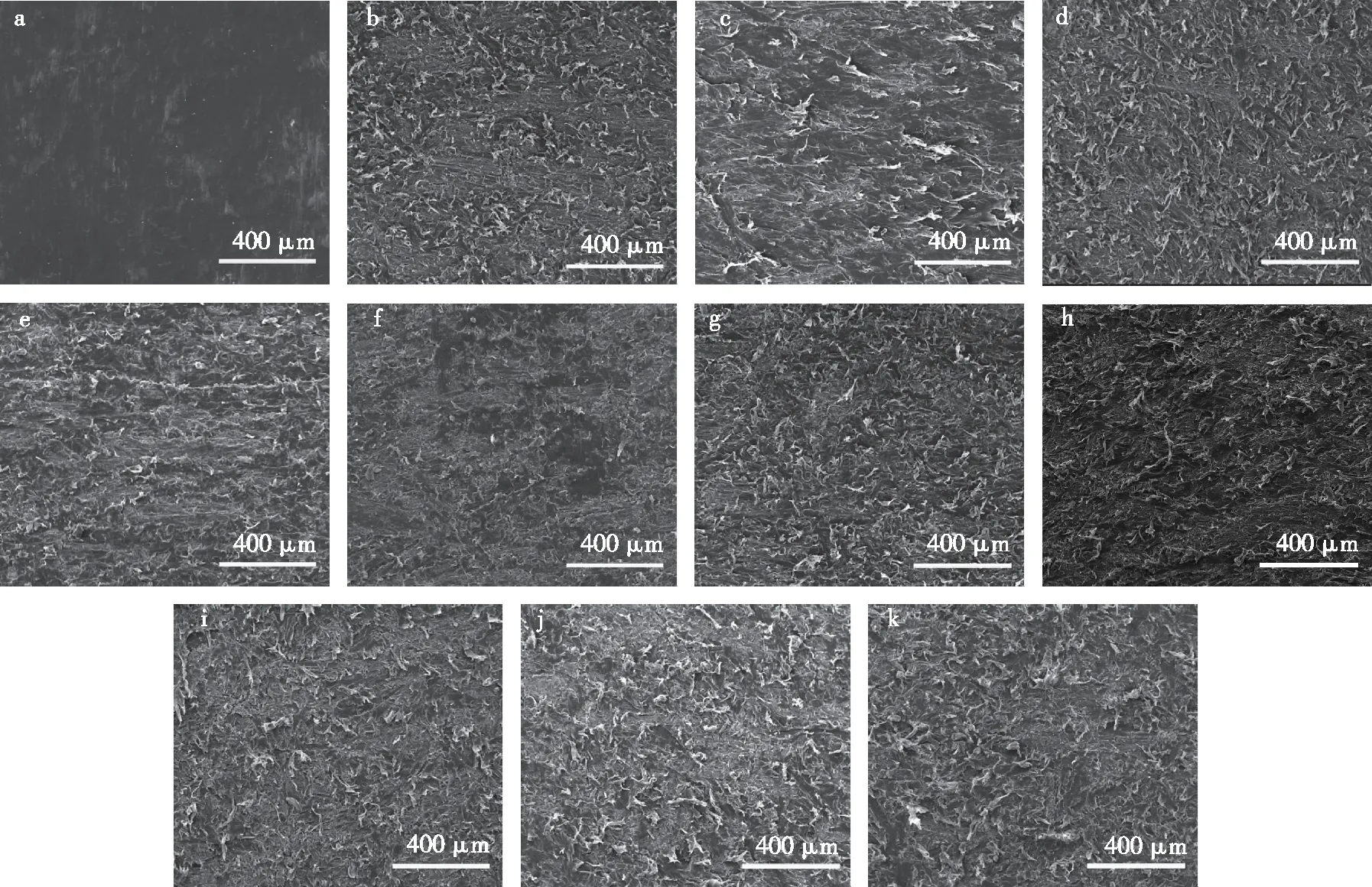
a. 未处理; b. 320目砂纸砂光; c. 600目砂纸砂光; d. 砂光+紫外辐照24 h; e. 砂光+紫外辐照48 h; f.砂光+紫外辐照 72 h; g. 砂光+紫外辐照96 h; h. 140 ℃-40 s红外辐射+轻微砂光; i. 160 ℃-30 s红外辐射+轻微砂光; j. 180 ℃-25 s红外辐射+轻微砂光; k. 200 ℃-20 s红外辐射+轻微砂光。图3 不同处理后WF/HDPE复合材表面的SEM图Fig. 3 SEM images of the WF/HDPE composites surface after different treatments
2.4 复合材的表面状态
不同处理后WF/HDPE复合材表面的SEM图见图3。由图3a可知,未处理试件表面光滑致密,胶液难以渗入;经320目砂纸打磨后试件表面变粗糙,有较多毛刺(图3b),且能看到形貌良好的纤维结构暴露在表面,这种结构能够使胶液与木材组分之间形成良好的结合效果;经600目砂纸打磨处理的表面无明显纤维结构(图3c),主要成分依旧为HDPE,可以与胶液结合的极性官能团较少,导致其界面结合强度略差于320目砂纸打磨后的试件。
从图3d~g中可以看出,表面经紫外辐照后木纤维逐渐杂乱,且随照射时间延长杂乱程度增加,试样表面出现了一些孔洞状破坏。因此,尽管表面粗糙度有所提升,但随紫外线辐照时间的延长,纤维质量、强度逐渐受到破坏,基材性能下降,导致表面胶合强度并未进一步提高,且低于只经砂光处理的试件。
试样表面经红外辐射后HDPE熔融下沉,表层木纤维含量明显升高。但红外辐射温度较低(140和160 ℃)时表面HDPE未能迅速均匀熔化,木纤维暴露不均(图3h、i)。在180 ℃时表面纤维暴露最均匀,表层具有很多结构完整、排列均匀的木纤维(图3j),有利于胶液与木纤维进行粘接。温度过高(200 ℃)时基材熔化更彻底,表层纤维及聚合物成分重组排列,试件表面很少存在均匀且排列规则的长木纤维(图3k),纤维间出现裂隙,基材材质变化,界面结合强度下降。
2.5 单板贴面复合材浸渍剥离强度
对贴面的WF/HDPE复合材进行浸渍剥离强度测试,结果如表5所示。浸渍剥离用于确定试件经浸渍、干燥后,胶层是否发生剥离及剥离程度。选取6块试件,当不少于5块试件贴面胶层每一边剥离长度之和不超过25 mm即为合格。由表5可知,除红外辐射处理,砂光和紫外辐照处理的试件均能通过Ⅰ类测试。3种方式处理的试件均能通过Ⅱ类和Ⅲ类测试,且砂光和紫外辐照处理的试件均无剥离现象,而红外辐射处理的试件浸渍剥离长度最大。砂光是最简单的处理方法,而短时间紫外辐照和红外辐射都未起到进一步增强粘结效果的作用,但红外辐射可以减小砂光量。
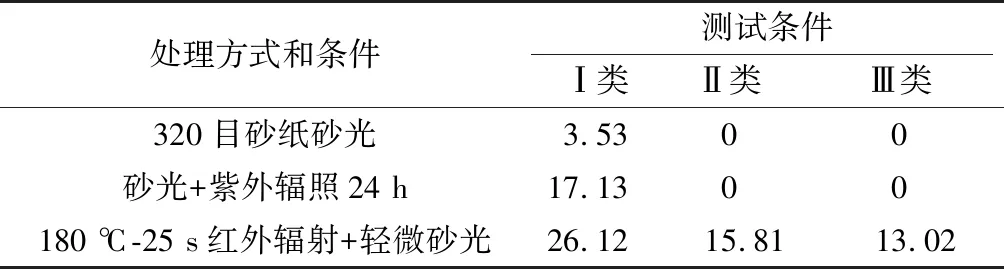
表5 3种处理方式下WF/HDPE复合材的浸渍剥离长度Table 5 Peeling length of the veneered WF/HDPE composites after three different treatments mm
注:试件均采用MP胶黏剂。
2.6 复合材表面XPS测试结果
选取3种处理方式中的最优组进行XPS测试,结果如表6所示。由表6可知,未处理试件表面由于覆盖了一层聚乙烯壳层,含碳量高,C和O元素含量比值为97.67∶2.33;经过表面砂光后木纤维暴露量增多,氧元素含量明显升高。紫外辐照处理后表面氧元素含量达到最高,原因是紫外照射会引发氧化反应,导致含氧自由基增多;但由于氧化反应对纤维强度有一定的破坏,其贴面胶合强度小于仅经砂光处理的试件。与未处理试件相比,表面经红外辐射处理的试件O含量有所提高,C含量下降,但C含量仍高于其他2种处理方式。这是由于红外辐射处理的基材表面本身就有凹凸,虽然有大量的纤维裸露,但由于是微量砂光,沟壑处依旧由HDPE覆盖,与其他2种处理方式相比,去除的聚合物量相对较少。
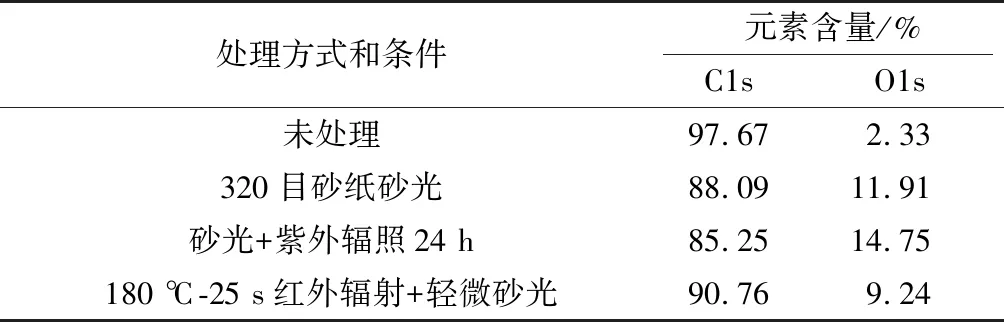
表6 WF/HDPE复合材表面元素含量Table 6 Surface element contents of the WF/HDPE composites
3 结 论
采用砂光、砂光+紫外辐照、红外辐射+轻微砂光3种方式处理木塑复合材料表面,然后采用乳白胶和异氰酸酯胶进行单板贴面装饰,经测试分析得到以下结论:
1)320目砂纸砂光的WF/HDPE复合材表面胶合效果较好;砂光+紫外辐照处理时,紫外线辐照度为1.00 W/m2、辐照时间24 h为较好方案;红外辐射+轻微砂光处理时,板材表面温度180 ℃、处理时间25 s为较好方案。
2)采用异氰酸酯交联乳白胶对WF/HDPE复合材进行单板贴面,表面经砂光处理的基材表面胶合强度为2.96 MPa,砂光+紫外辐照24 h处理为2.91 MPa,180 ℃-25 s红外辐射+轻微砂光处理为2.87 MPa,并都具有较好的耐水性能。
3)320目砂纸砂光处理可使木塑基材具备适宜的表面粗糙度和较多纤维裸露量,胶合效果优于600目砂纸砂光处理;砂光+紫外辐照、红外辐射+轻微砂光没有使表面胶合强度进一步提高,但红外辐射可减少砂光量。传统人造板贴面的方法完全可适用于木塑复合材料的表面装饰。
