Q345R+12Cr2Mo1R异种钢焊接及热处理试验研究
2020-07-14林桂贤李义民朵元才
林桂贤,李义民,朵元才,张 伟
(1.兰州兰石重型装备股份有限公司,兰州 730314;2.甘肃省压力容器特种材料焊接重点实验室培育基地,兰州 730314)
0 引言
在加氢反应器等设备的制造中,壳体材料一般选择12Cr2Mo1R,裙座则采用Q345R。对于主壳体与裙座材质不同的设备,通常的情况是在主壳体焊接完成之后,在下封头部位热箱段焊接一段裙座或者堆焊一层与裙座材质相同的材料、与主壳体一同进行最终热处理;裙座单独进行热处理;最后组装裙座与主壳体热箱段再进行热处理,总共进行3次热处理,这对于缩短产品的制造周期及减少成本非常不利。本文的主要目的是通过对Q345R及12Cr2Mo1R异种钢焊接及热处理试验,验证异种钢接头的各种性能,使加氢反应器等产品裙座与主壳体可以整体进行最终热处理。
1 焊接及热处理试验
GB/T 150.4—2011《压力容器 第4部分:制造、检验和验收》中第8.2.2.1中规定Q345R焊接接头厚度≥32 mm需要进行焊后热处理,而12Cr2Mo1R任意厚度都需要进行焊后热处理。焊后热处理可以有效地降低由于焊接热循环导致的温度差引起的焊接应力、改善热影响区及焊缝的力学性能[1-2];另外GB/T 150.4—2011中第8.2.3条规定对于异种钢之间的焊接接头,需要热处理时按照热处理要求高的材质进行确定[3]。根据实际生产经验,将Q345R+12Cr2Mo1R异种钢焊接试验的保温温度定为690 ℃。
根据GB 713—2014《锅炉和压力容器用钢板》中的规定,厚度36~100 mm需要进行焊后热处理的Q345R钢板的Rm为490~620 MPa,12Cr2Mo1R钢板的Rm为520~680 MPa[4-5],两者在室温下的抗拉强度相差不大。在选择焊接材料时,既要考虑两者的强度差,也要考虑到合金元素的区别,合金元素主要为Cr,Mo。参照NB/T 47015—2011《压力容器焊接规程》,在本试验中经过对比,最终选定某公司生产的H09MnSHG+SJ204SHG焊材,该焊丝中含有一定量的Mo,Ni元素,可以保证在690 ℃热处理后焊缝强度符合要求,也降低了12Cr2Mo1R侧母材中的合金元素稀释率。
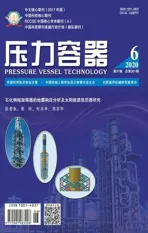
试验用焊接试板12Cr2Mo1R为正火+回火供货态,Q345R为正火供货态,试板尺寸800 mm×120 mm×40 mm,焊接方法采用埋弧焊,焊接坡口如图1所示。
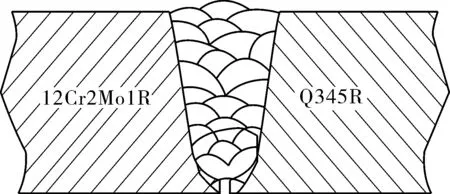
图1 焊接坡口示意
焊接前对焊剂进行严格烘干,防止焊接时产生气孔等缺陷;12Cr2Mo1R侧母材预热温度≥150 ℃,焊接时层温严格控制在150~250 ℃范围内。焊接时先焊接正面,背面碳弧气刨清根并进行打磨之后再进行焊接,焊接完成后进行消氢处理(250~300) ℃×2 h,焊接参数如表1所示,热处理工艺参数如表2所示。

表1 焊接参数

表2 热处理工艺参数
热处理完成后,根据NB/T 47013.3—2015《承压设备无损检测 第3部分:超声检测》对焊缝进行100%UT检测,合格。
2 试验结果及分析
2.1 熔敷金属化学成分
Q345R与12Cr2Mo1R都是低合金钢,但母材化学成分相差较大,在焊接试验前,根据经验选用H09MnSHG+SJ204SHG焊丝焊剂组合。表3列出了焊接后的熔敷金属化学成分,可以看出,其化学成分符合NB/T 47018—2017《承压设备用焊接材料订货技术条件》的规定。

表3 熔敷金属化学成分 %
对于母材与选用的焊缝金属合金元素相差较大的情况,在焊接过程中会不可避免地出现合金元素相互扩散的过程[6-8]。根据表3可以看出Ni,Mo元素被稀释扩散到Q345R侧,这种扩散是否有益需要根据其他性能的验证。
2.2 焊接接头抗拉强度
Q345R+12Cr2Mo1R试板经690 ℃×8 h热处理后,根据GB/T 228—2019《金属材料 拉伸试验》进行焊接接头的抗拉强度试验,取样2件,室温抗拉强度分别为:511,521 MPa,断裂位置为Q345R侧母材,这个数值与王志刚等[9]研究的Q345R板材在690 ℃×8 h热处理后的强度值相当,该强度值符合GB 713—2014《锅炉和压力容器用钢板》。
2.3 焊接接头冲击性能
一般来说,母材、热影响区、焊缝区域的冲击性能是验证焊材选用、热处理工艺是否合适的重要指标之一。根据GB/T 229—2007《金属材料 夏比摆锤冲击试验方法》对焊接接头母材、热影响区、焊缝进行冲击试验,试验温度-20 ℃,V形缺口取样位置分别为T/4,T/2,试样尺寸为10 mm×10 mm×55 mm。具体测试数值如表4所示。

表4 焊接接头冲击性能
从表4可以看出,焊接接头各个区域冲击值均符合一般产品技术条件的要求,冲击值具有较大的富裕量,12Cr2Mo1R侧热影响区冲击值与其他试验时的数值相当;热影响区冲击值相比于母材有一定程度降低,主要原因是热影响区经过多次热循环后,某些性能相对于母材有所降低。
2.4 焊接接头金相组织
Q345R+12Cr2Mo1R试板焊接接头经690 ℃×8 h热处理后的金相组织如图2~5所示。
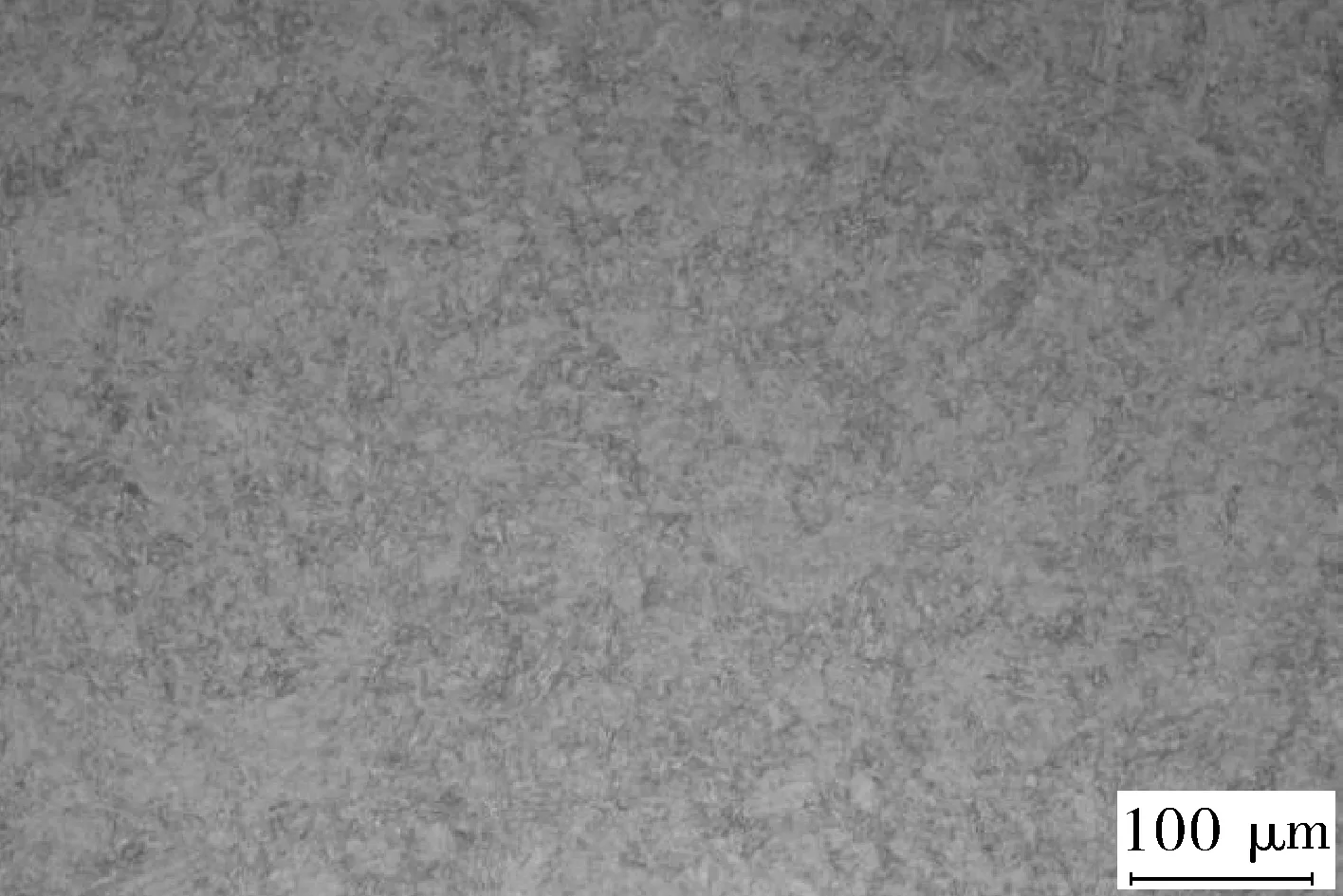
图2 12Cr2Mo1R母材金相组织

图3 12Cr2Mo1R侧热影响区+焊缝金相组织
图4 Q345R母材金相组织

图5 Q345R侧热影响区+焊缝金相组织
12Cr2Mo1R母材及热影响区为贝氏体回火组织,焊缝区为珠光体+铁素体+少量粒状贝氏体。Q345R母材及热影响区在690 ℃×8 h热处理后为铁素体+珠光体组织,经690 ℃热处理后金相组织未发生变化,但随着退火温度的升高,Q345R珠光体中的渗碳体将逐渐转变为球状的趋势越来越强[10-11],导致抗拉强度降低,这是Q345R+12Cr2Mo1R试板焊接最需要注意的问题。
为了更好地了解690 ℃热处理温度对于焊接接头组织的影响,对其硬度进行了测试,12Cr2Mo1R侧母材HV10为183、热影响区为185;Q345R侧母材HV10为139、热影响区为166;焊缝区HV10为187。可以看出Q345R侧母材及热影响区硬度相较于610~620 ℃去应力退火时明显降低,其主要原因是珠光体中渗碳体的转化及组织的均匀化所致。
3 结语
(1)在选择适当的焊材、严格执行焊接工艺的情况下,Q345R+12Cr2Mo1R异种钢焊接接头在690 ℃热处理后,各项力学性能符合要求,且冲击值具有较大的富裕量。对于12Cr2Mo1R壳体、Q345R裙座的产品,可以整体进行最终热处理,缩短工期。
(2)对异种钢焊接接头在较高的温度下进行热处理时,应该对于低等级钢材母材及热影响区金相组织多加关注,重视较高的退火温度对其性能、尤其是抗拉强度的不利影响。